Изобретение относится к переработке термопластичных- полимерных материалов, в частности к производству плоских полимерных пленок и листов методом экструзии.
Целью изобретения является повышение качества изготавливаемых изделий за счет выравнивания температуры расплава с рабочей температурой фильеры.
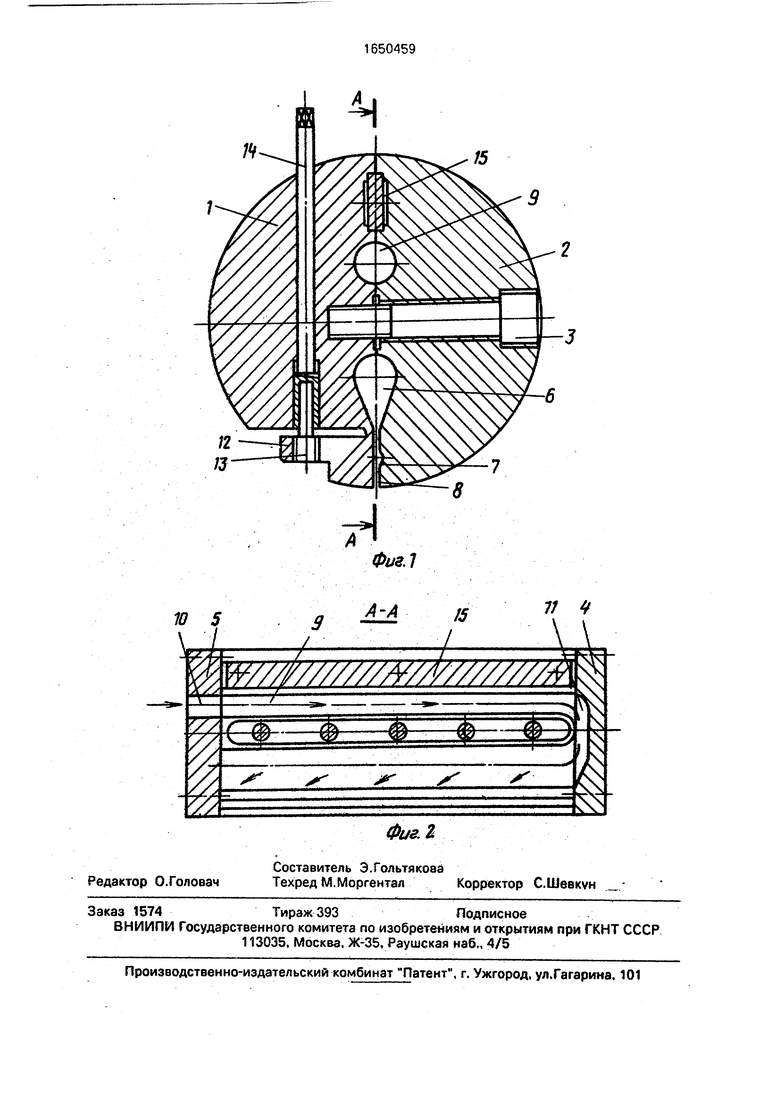
На фиг, 1 изображена фильера, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Фильера содержит полуформы 1 и 2, скрепленные между собой винтами 3. К торцам полуформ 1 и 2 прикреплены крышки 4 и 5. Между полуформами 1 и 2 образованы распределительный 6 и выравнивающий 7 каналы, выходная формующая щель 8 и подающий канал 9, выполненный параллельно краю выходной формующей щели 8. В крышке 5 соосно с подающим каналом 9 выполнено отверстие 10 для ввода расплава полимера в фильеру, В крышке 4 выполнен соединительный канал 11, сообщающий по«Ш
дающий канал 9 с распределительным каналом 6. Полуформа 1 имеет упругодеформи- руемую губку 12 в зоне выходной формующей щели 8. В полуформе 1 установлены регулировочные винты 13 и 14. Между полуформзми 1 и 2 установлена шпонка 15.
Фильера работает следующим образом.
Расплав полимера из фильтра в фильеру подается через отверстие 10, откуда посту- ,зет в подающий канал 9, где происходит выравнивание температуры расплава с рабочей температурой фильеры. Затем расплав через соединительный канал 11 подается в распределительный канал б, занимает весь его объем и, пройдя выравнивающий канал 7, попадает в выходную формующую щель 8, в которой происходит формование потока расплава до трубуемой толщины. Изменение размера формующей щели 8 осуществляется с помощью регулировочных винтов 13 и 14. Герметизация каналов 6 и 9 друг относительно друга осуществляется за счет стягивания полуформ винтами 3. Взаимное расположение полуформ 1 и 2 фиксируется с помощью шпонки 15, Направление движения расплава показано стрелками на фиг. 2.
Наличие в фильере подающего канала 9, вход которого соединен с отверстием 10 дли ввода расплава, а выход - с распределительным каналом 6, позволяет выравнять температуру расплава полимера с рабочей температурой фильеры перед подачей его в распределительный канал 6 фильеры и. таким образом, исключить влияние отклонений температуры, которые могут возникнуть, например, после фильтрации расплава полимера, В результате фильера работает более стабильно и, следовательно, обеспечивается равномерность толщины, плоскостность и физико-механические свойства отливаемой продукции, что особенно важно при производстве полиэтилентерефталат- ной основы для магнитных лент.
Предлагаемая фильера за счет повышения качества продукции позволяет увеличить выпуск лолиэтилентерефталатной основы для магнитных лент не менее чем на 3%.
Формула изобретения
Фильера для изготовления плоских пленок и листов из расплавов полимеров, содержащая две скрепленные полуформы, одна из которых имеет упругодеформируемую губку, смонтированные с образованием между собой распределительного и выравнивающего каналов и выходной формующей щели, причем полуформы закрыты торцовыми крышками, в одной из которых
выполнено отверстие для ввода расплава в фильеру, отличающаяся тем, что, с целью повышения качества изготавливаемых изделий за счет выравнивания температуры расплава с рабочей температурой
фильеры, в последней параллельно выходной формующей щели выполнен подающий канал, вход ко.торого сообщен с отверстием для ввода расплава, а выход - с распределительным каналом посредством соединительного канала, который выполнен во второй крышке фильеры.
/3
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Фильера для изготовления плоских пленок и листов из расплавов полимеров | 1988 |
|
SU1729777A2 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1382653A1 |
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛЕНОК И ЛИСТОВ | 1993 |
|
RU2060888C1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
| Устройство для изготовления бесконечной пленки из термопласта с цветной краевой полосой | 1983 |
|
SU1268100A3 |
| Фильера для получения профилированной пленки | 1982 |
|
SU1164057A1 |
| Экструзионная головка для изготовления плоских сеток из пластмасс | 1983 |
|
SU1113265A1 |
| Плоскощелевая экструзионная головка | 1984 |
|
SU1214458A1 |
| ЩЕЛЕВАЯ ГОЛОВКА ЭКСТРУДЕРА» ГГ- V :•-i" if :. . '• ?&*^^j | 1972 |
|
SU327071A1 |
Изобретение относится к оборудованию для переработки термопластичных полимеров экструзией, в частности к конструкциям плоскощелевых фильер для изготовления плоских пленок и листов. Цель изобретения - повышение качества изготавливаемых изделий за счет выравнивания температуры расплава с рабочей температурой фильеры. Фильера содержит две скрепленные между собой полуформы, одна из которых имеет упруго-деформируемую губку. Полуформы закрыты торцовыми крышками. В одной из крышек выполнено отверстие для ввода расплава, а в другой - соединительный канал. Полуформы смонтированы с образованием между собой распределительного, выравнивающего и подающего каналов и выходной формующей щели. Подающий канал выполнен параллельно выходной формующей щели. Вход подающего канала сообщен с отверстием для ввода расплава, а выход - с распределительным каналом посредством соединительного канала. Расплав полимера через отверстие в крышке поступает в подающий канал. При этом происходит выравнизание его температуры с температурой фильеры. Из подающего канала через соединительный расплав поступает в распределительный и выравнивающий каналы и выходную формующую щель. Здесь происходит формирование расплава в1 изделие требуемой толщины. 2 ил. Оч сл
Фиг.1
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для моделирования фазового дрожания импульсов кодовой последовательности | 1984 |
|
SU1198533A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
