Изобретение относится к оборудованию для изготовления теплоизоляционных изделий из вспенивающихся материалов и может быть использовано в строительной и других областях народного хозяйства.
Известна установка для изготовления вспененных изделий, пакетный формова- тель. Пакет состоит из 25 форм, перемещающихся в вертикальной шахте снизу вверх. Формы выполнены разъемными с замками для фиксации.
Известная установка неудобна в эксплуатации требует больших затрат ручного труда, производительность ее невелика, поскольку каждая форма пакета не может участвовать в процессе непрерывно.
Наиболее близкой к предлагаемой является установка для изготовления изделий из пенопласта, включающая смонтированный на раме ротор, установленные на нем кассеты с замковым соединением, силовой цилиндр шагового поворота кассеты.
Недостатками этой установки являются невысокие технологичность процесса получения изделий и производительность.
Цель изобретения -улучшениетехнологичности процесса и повышение производительности установки.
Для достижения поставленной цели корпус каждой кассеты образован одной жестко соединенной парой продольного и торцового бортов и другой шарнирно соединенной между собой парой, снабженной усх| ю ю
а
ю
тройством их раскрытия и запирания, выполненным в виде жестко закрепленных на наружном торцовом борту фиксатора и поворотной в горизонтальной плоскости пластины с тремя роликами, два из которых установлены с возможностью контакта со своими направляющими для обеспечения раскрытия и закрытия наружного торцового борта, а третий ролик - для обеспечения раскрытия и прижима продольного борта - закреплен сверху пластины и смонтирован в пазу поперечной полосы с ребрами, закрепленной к днищу кассеты.
Замковое соединение крышки корпуса выполнено в виде расположенных с одной ее стороны двуплечих рычагов, несущих на конце крюки для запирания и связанных со штангой, а с другой - системы рычагов с тягой, причем штанга и один из рычагов системы имеют на концах ролики, установленные с возможностью контакта с направляющими.
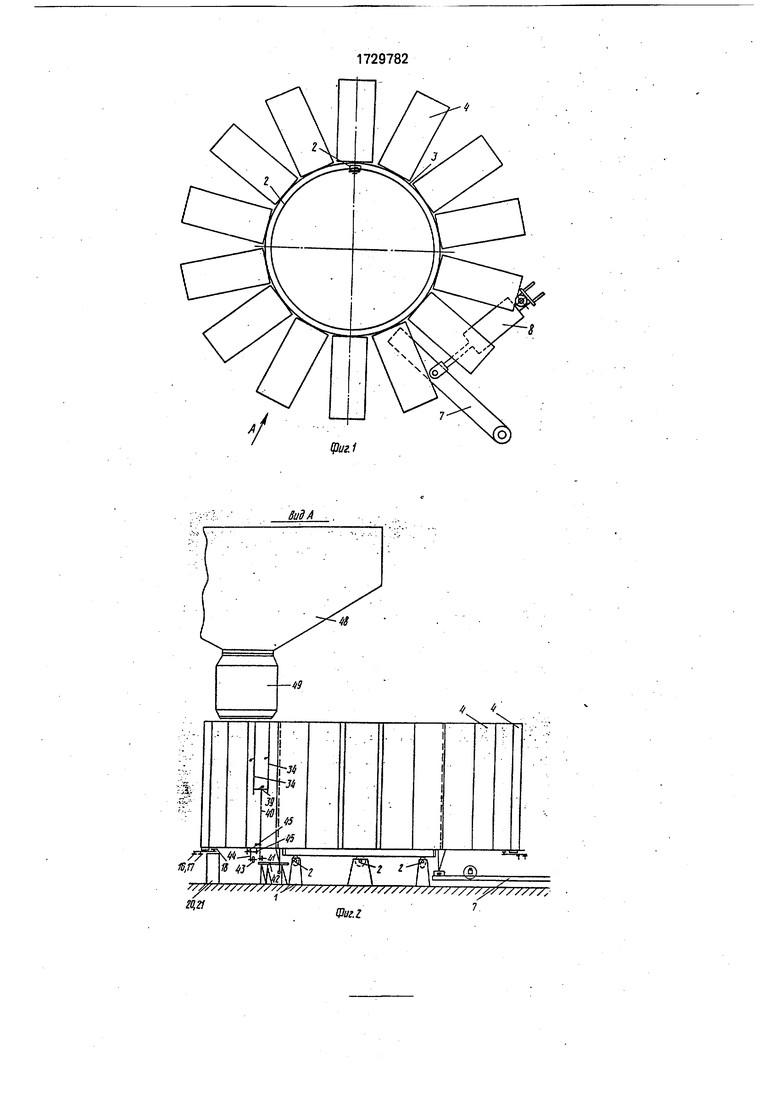
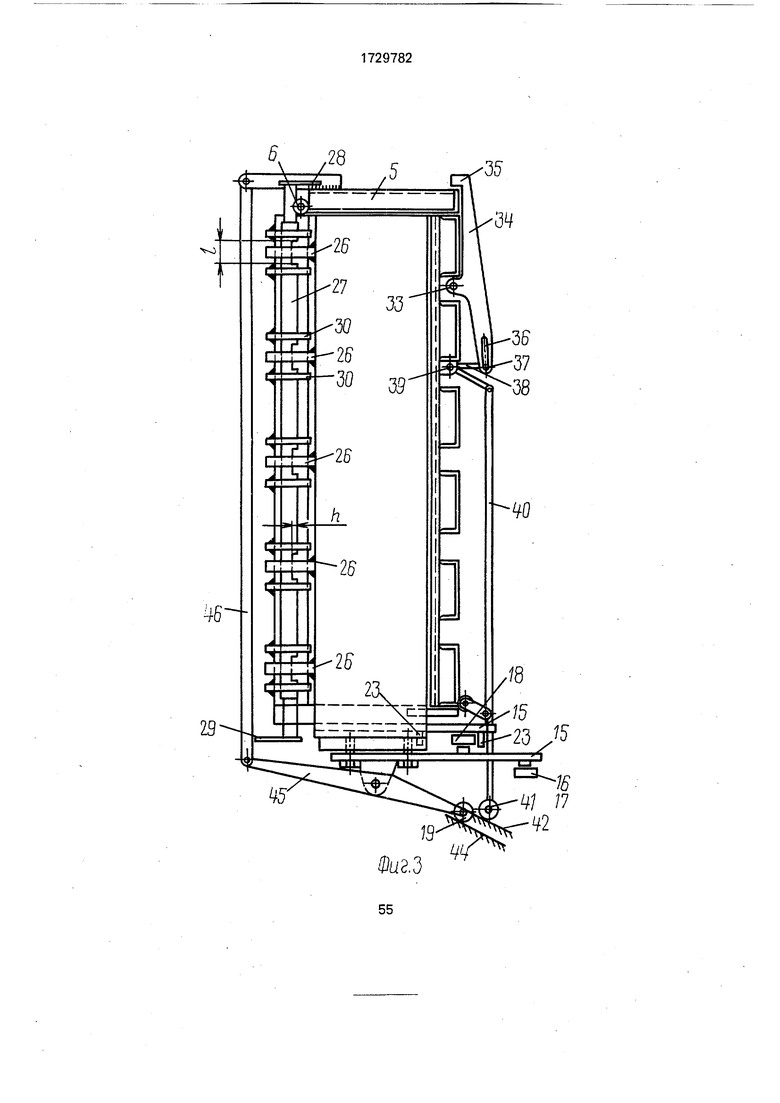
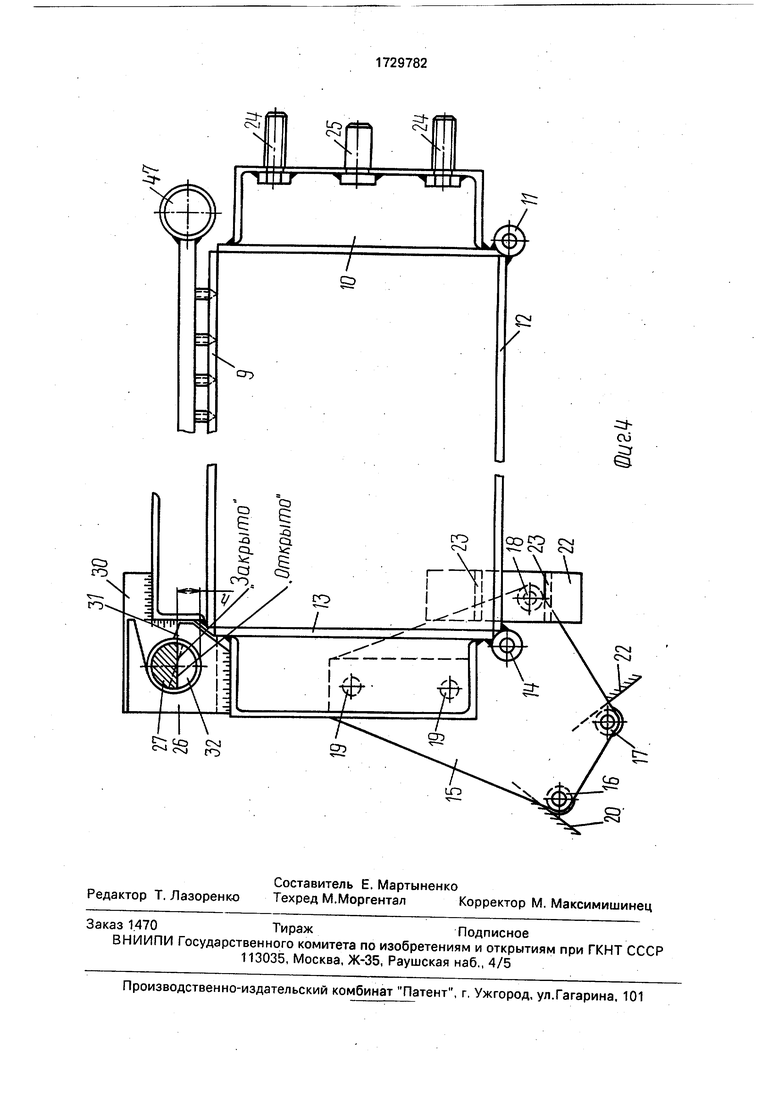
На фиг. 1 показана установка, вид сверху; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - конструкция кассеты с замковым соединением крышки корпуса кассеты; на фиг. 4 - устройство раскрытия и запирания торцового и продольного бортов кассеты.
Установка для изготовления теплоизоляционных плит из пенопластов содержит закрепленные на фундаменте 1 шесть опорных катков 2, на которых установлена планшайба 3 со смонтированными равномерно по периметру разъемными кассетами 4, состоящими из корпуса (не показано) и крышки 5, которые с одной стороны соединены шарниром 6, а с другой - замковым соединением (не показано). Объем кассеты 1500x1000x300 мм. Установка выполнена с
14кассетами (их может быть и другое количество). Следовательно, за один ход планшайбы . (шаговый поворот) в технологическом режиме рычаг 7 поворота, связанный с силовым цилиндром 8 шагового поворота, обеспечивает поворот установки на 25,7°.
Корпус кассеты 1 образован жестко соединенной с днищем (не показано) кассеты и между собой парой продольного 9 и торцового 10 бортов и посредством шарнира 11 с другой соединенной шарнирно парой бортов 12 и 13, снабженной устройством раскрытия и запирания, выполненным в виде жестко закрепленных на наружном торцовом борту 13 фиксатора (не показано) и поворотной вокруг шарнира 14 в горизонтальной плоскости многоугольной пластины
15с тремя роликами 16-18. Многоугольная пластина 15 расположена под днищем кассеты и закреплена болтами 19 нижней части
торцового борта 13. Ролики 16 и 17 установлены снизу по углам пластины 15с возможностью контакта со своими направляющими 20 и 21 (показаны схематично).
При этом ролик 16 контактирует с направляющей 20 раскрытия кассеты, а ролик 17-снаправляющей21 запирания кассеты. Направляющие 20 и 21 представляют собой установленные на фундаменте 1 мета л л о0 конструкции в виде тумб (20 и 21), причем профили их боковых поверхностей соответствуют траекториям движения роликов 16 и 17. Ролик 18 для обеспечения раскрытия и прижима продольного борта 12 закреплен
5 сверху многоугольной пластины 15 и смонтирован в пазу прикрепленной к днищу поперечной полосы 22 с ребрами 23. Ход ролика 18 ограничен расстоянием между ребрами 23. Торцовой борт 10 крепится к
0 планшайбе 3 посредством четырех винтов 24 и двух фиксирующих элементов 25.
Фиксатор выполнен в виде ряда фигурных кронштейнов 26, прикрепленных к поворотному торцовому борту 13, для
5 периодического взаимодействия с поворотным валом 27 с рычагами 28 и 29. Вал 27 установлен в отверстиях кронштейнов 30, попарно приваренных к неподвижному продольному борту 9 по его высоте и между
0 каждой парой которых расположены фигурные кронштейны 26. Для предотвращения самопроизвольного поворота вала 27 в фигурных кронштейнах 26 выполнен паз 31, а на валу 27 - вырезы 32. Глубина h выреза
5 вала 27 (фиг.3,4) выполнена по величине такой, чтобы обеспечить возможность выхода фигурного кронштейна 26 из зацепления с валом 27. Глубина h выреза вала подбирается опытным путем. Длина выреза вала I
0 (фиг.З) соответствует толщине фигурного кронштейна 26 таким образом, что часть вала с вырезом находится в лекальном пазу 31 фигурного кронштейна 26. Замковое соединение крышки корпуса содержит за5 крепленные на осях поворота 33 два двуплечих рычага 34, несущих на одном конце крюк 35 для запирания, а на другом - сквозной паз 36, через который проходит палец 37 вилочного рычага 38. Два вилочных
0 рычага 38 соединяют двуплечие рычаги 34 с поворотным валом 39 крепящимся кронштейнами к борту 12. Через рычаги шарнирного параллелограмма, одним из которых является штанга 40, поворотный вал 39 свя5 зан с роликом 31 замкового соединения крышки. Ролик 41 помещен под днищем кассеты в разновысокой направляющей 42, расположенной в фундаменте 1 и обеспечивающей подъем и опускание замкового соединения крышки корпуса. Под днищем
кассеты имеется ролик 43 открытия крышки корпуса, расположенный в направляющей 44, которая является также разновысокой. Ролик 43 соединен посредством коромысла 45 тяги 46 с крышкой 5 кассеты. К неподвижному продольному борту 9 кассеты 4 крепится коллектор 47 подачи пара. Предварительно вспененные гранулы пено- полистирола подаются в кассеты 4 из расходного бункера 48 через объемный дозатор 49.
Установка работает следующим образом.
Перед началом технологического процесса расположение кассет 4 на позициях (не показано) следующее:
поз.1 - кассета 4 с открытой крышкой 5 находится под бункером 48 в положении загрузки гранулами;
поз. 2 - кассета 4 с закрытой крышкой 5 находится под раструбом паропровода;
поз.3-10 - кассеты в закрытом виде в положении остывания (процесс полимеризации);
поз. 11 - кассета 4 с открытой крышкой 5, поворотный вал 27 - в положении открыто (фиг.4);
поз. 12-кассета и раскрыта для разгрузки изделия;
поз.13 - кассета 4 с закрытыми бортами в загрузке гранулами;
поз. 14 - кассета 4 с закрытыми бортами находится на предварительном прогреве паром (коллектор 47 установлен на раструб паропровода).
Загрузка кассеты на поз.1 осуществляется из бункера 48 через объемный дозатор 49. После загрузки установка на опорных катках 2 передвигается на один ход в 25,7° рычагом 7 поворота, связанным с силовым цилиндром 8 шагового поворота. При этом кассета 4 перемещается на поз. 2. В момент передвижения кассеты на один ход крышка 5 кассеты 4, упираясь з подпружиненный ролик, расположенный над установкой (не показан), закрывается. При этом тяга 46, воздействуя на коромысло 45, перемещает ролик 43 вниз в исходное положение. После этого ролик 41, опускаясь по направляющей 42 посредством штанги 40, поворачивает вал 39, который через вилочные рычаги 38 воздействует на двуплечие рычаги 34, которые, поворачиваясь вокруг оей 33, жестко фиксируют крюками 35 крышку 5. Все эти действия происходят автоматически в момент передвижения кассеты на один ход, в результате чего загруженная гранулами кассета 4 оказывается под раструбом паропровода, автоматически соединяющимся с коллектором 47 кассеты и включением пара.
Режим прогрева - автоматический. Время прогрева зависит от марки материала и составляет от 50 с до 2 мин 30 с. По окончании времени прогрева подача пара автоматиче- 5 ски отключается и коллектор 47 отсоединяется от паропровода. Каждые 4-6 мин происходит поворот устройства на один ход (25,7°). В соответствии с указанным расположением кассет в устройстве в закрытой
0 кассете 4 на протяжении восьми ходов происходит процесс полимеризации гранул и остывания изделия. По истечении примерно 40 мин кассета подходит к посту открывания
5 крышки 5 и поворота вала 27. При этом ролик 41, наезжая на разновысокую направляющую 42, поднимаясь вверх вместе со штангой 40, поворачивает вал 39 примерно на 50°. Вилочные рычаги 38, жестко закреп0 ленные на валу 39 посредством шпонок, передвигают пальцы 37 вдоль сквозных пазов 36 двуплечих рычагов 34 вверх, которые, поворачиваясь вокруг осей 33, открывают запорное соединение крышки корпуса; Ро5 лик 41 находится на направляющей 37 весь период до закрытия крышки 5 кассеты. В момент открытия запорного соединения крышки ролик 43, наезжая на направляющую 44 (наезд роликов на направляющие
0 обусловлен поворотом устройства на один ход, а все операции по открыванию-запиранию кассеты происходят во время движения установки) и поднимаясь по ней вверх, посредством коромысла 45 и тяги 46 поднима5 ет крышку 5 кассеты. Крышка 5 открыта. После открытия крышки 5 ролик 43 находится вне направляющей 44. При открытии крышки 5 кассеты одновременно происходит поворот вала 27 на 40-50°, который
0 осуществляется автоматически рычагом 28 при взаимодействии его с упором, установленным вне устройства (на посту), осуществляющим раскрытие кассеты при перемещении ее к посту. Поворот рычага 28
5 обеспечивает свободный выход фигурного кронштейна 26 из зацепления с валом 27, так как вырез вала 32 при повороте последнего на 40-50° позволяет выйти части вала 27 (с вырезом) из лекального паза 31 фигур0 ного кронштейна (26), раскрывая кассету 4. При этом фигурные кронштейны 26, укрепленные на поворотном торцовом борту 13, повернутся вместе с бортом 13 вокруг шарнира 14, а вал 27 вместе с неподвижным
5 продольным бортом 9 остается на месте. При развороте торцового борта 13 начинает поворачиваться вокруг шарнира 14 и многоугольная пластина 15, ролик 16 скользит по своей направляющей 20, а ролик 18, находящийся сверху пластины 15, воздействует на
ребро 23 пластины 22, приваренной к подвижному продольному борту 12. Борт 12, поворачиваясь вокруг шарнира 11, открывается. Кассета раскрыта. Раскрытие кассеты происходит во время одного хода устройст- ва. Ролик 16 выходит из своей направляющей 20 и далее передвигается вместе с кассетой по окружности только по часовой стрелке (в одну сторону, ни с чем не контактируя, до следующего раскрытия кассеты, когда ролик 16 снова подходит к своей направляющей 25 и передвигается по ней).
Изделие выгружают из кассеты во время ее фиксированной остановки. Следующий поворот установки (ход) обеспечивает закрытие бортов кассеты. Закрытие кассеты осуществляется роликом 17 и направляющей 21, которые поворачивают многоугольную пластину 15 в горизонтальной плоскости. Ролик 18 воздействует на ребро 23 пластины 22, поворачивая продольный борт 12 вокруг шарнира 11 в положение закрыто. При этом многоугольная пластина 15 поворачивает торцовый борт 13 вокруг шарнира 14, устанавливая борт 13 в положе- ние закрыто, в лекальный паз 31 фигурного кронштейна 26 вновь входит своим вырезом 32 поворотный вал 27. Направляющая 21 выполнена так, что после закрытия бортов удерживает ролик 17, а значит, и поворот- ные борта в закрытом состоянии до фиксации их валом 27, фиксация бортов 12 и 13 в закрытом состоянии осуществляется обратным поворотом вала 27 на 40-50° в исходное положение воздействием на вал 27 рычагом 29.
С закрытыми бортами корпуса и открытой крышкой 5 кассета 4 перемещается на один ход на следующую позицию под раструб паропровода (не показано), осуществ- ляется предварительный прогрев кассеты паром. Цикл работы установки - один полный оборот планшайбы 3.
Далее цикл изготовления изделий повторяется.
Преимуществом данной установки является автоматизация всех производственных процессов,его компактность, значительное повышение производительности и технологичности производства плит.
Формула изобретения
1.Установка для изготовления теплоизоляционных плит из пенопласта, включающая смонтированные равномерно по периметру планшайбы разъемные кассеты с замковым соединением крышки корпуса и силовой цилиндр шагового поворота кассеты, отличающаяся тем, что, с целью улучшения технологичности процесса и повышения производительности, корпус кассеты образован одной жестко соединенной парой продольного и торцового бортов и другой шарнирно соединенной между собой парой, снабженной устройством их раскрытия и запирания, выполненным в виде жестко закрепленных на наружном торцовом борте фиксатора и поворотной в горизонтальной плоскости многоугольной пластины стремя роликами, два из которых установлены с возможностью контакта со своими направляющими для обеспечения раскрытия и закрытия наружного торцового борта, а третий ролик - для обеспечения раскрытия и прижима продольного борта - закреплен сверху пластины и смонтирован в пазу поперечной полосы с ребрами, закрепленной к днищу.
2.Установка по п.1,отличающаяся тем, что замковое соединение крышки корпуса выполнено в виде расположенных с одной ее стороны двуплечих рычагов, несущих на конце крюк для запирания и связанных со штангой, а с другой - системы рычагов с тягой, причем штанга и один из рычагов системы имеют на концах ролики, установленные с возможностью контакта с направляющими.
OJ
/
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ВЕНТИЛЯЦИОННЫХ БЛОКОВ | 1992 |
|
RU2037407C1 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
| Карусельная установка для изготовления строительных изделий | 1985 |
|
SU1315320A1 |
| Контейнер для транспортирования по трубопроводам пневмотранспортных установок штучных грузов | 1980 |
|
SU944258A1 |
| Устройство для обработки кромок стекла | 1976 |
|
SU682354A1 |
| Станок для монтажа секций механизированной крепи и конвейера | 1990 |
|
SU1774998A3 |
| ОБЛИЦОВОЧНЫЙ МАНИПУЛЯТОР | 1990 |
|
RU2023582C1 |
| Газовоздушный клапан для коксовых печей | 1990 |
|
SU1738825A1 |
| Кассета для магнитной ленты | 1985 |
|
SU1565357A3 |
| Кассета для транспортировки рыбы в обрабатывающих машинах | 1976 |
|
SU649392A1 |
Сущность изобретения: установка содержит смонтированные по периметру планшайбы, разъемные кассеты с замковым соединением крышки корпуса и силовой цилиндр шагового поворота. Устройство раскрытия и запирания корпуса кассеты выполнено в виде фиксатора, закрепленного на торцовом борту и поворотной вокруг шарнира в горизонтальной плоскости пластины с тремя роликами, два из которых установлены с возможностью контакта с направляющими для раскрытия и закрытия наружного торцового борта, а ролик - для обеспечения раскрытия и прижима продольного борта - закреплен сверху пластины и смонтирован в пазу поперечной полосы с ребрами. Замковое соединение крышки выполнено в виде расположенных с одной стороны двуплечих рычагов, несущих на конце крюк для запирания и связанных со штангой, а с другой - системы рычагов с тягой. Штанга и коромысло имеют на концах ролики, установленные с возможностью контакта с направляющими. 1 з.п.ф-лы,4ил. со С
cd
OJ
«g
| Сухарев М,Ф | |||
| и др | |||
| Производство теплоизоляционных материалов | |||
| М.: Высшая школа, 1981, с.222 | |||
| Установка для изготовления изделий из полимерного материала | 1986 |
|
SU1426831A1 |
| Солесос | 1922 |
|
SU29A1 |
