Изобретение относится к обработке металлов давлением, а точнее к прокатке сортовых профилей и катанки, в частности, из заготовок, поступающих с установок непрерывного литья металлов, на непрерывных станах продольной прокатки. Такие непрерывные станы состоят из одной или нескольких отдельных групп рабочих клетей , отличающихся по своему назначению (черновые, чистовые, промежуточные группы).
Известны группы клетей, предназначенных, в частности, для прокатки сортовых профилей и катанки, снабженные приводом, включающие неподвижный постамент с установленными на нем корпусами, в которых размещены рабочие валки, закрепленные на валах с опорами. В каждом корпусе клети размещаются три валка: один горизонтально, два других под углом 60° к нему.
Недостатком этой конструкции является наличие одного ручья калибра на рабочих валках. При износе ручья калибра требуется разборка клети и демонтаж рабочего валка.
Валок с выработанным ручьем калибра идет в ремонт или на переплавку, а на его место устанавливается новый валок. Чтобы увеличить срок службы рабочего валка в два раза, на нем нарезается второй ручей калибра, причем прокатка ведется в одну нитку, т.е. один калибр является рабочим, другой - запасным.
Известны группы клетей, горизонтальных и вертикальных, предназначенных, в частности, для прокатки сортовых профилей и катанки, снабженные приводом, включающие неподвижный постамент, на котором установлены корпуса рабочих клетей с расположенными в них зубчатыми передачами привода рабочих валков и двумя рабочими валками, консольно закрепленными на валах с опорами. На рабочих валках нарезаны два ручья калибра. По мере износа рабочего ручья калибра валок сдвигается в осевом направлении до совпадения запасного ручья калибра с осью прокатки.
Недостатком такой конструкции является необходимость перенастройки всей трупсл
С
N
СА
со о о
пы клетей при смене калибров, а также требующаяся при этом разборка узла валка, что существенно увеличивает время смены калибра и, следовательно, снижает производительность.
Наиболее близкой по технической сущности к изобретению является группа гори- зонтальных и вертикальных клетей непрерывного стана фирмы Кокс. Группа, снабженная приводом, содержит неподвижный постамент, на котором установлены корпуса рабочих клетей с расположенными в них рабочими валками, закрепленными на валах с опорами. Опоры расположены по обе стороны рабочих валков. На рабочих валках имеются два ручья калибров. При износе одного из калибров клеть, например, горизонтальная поворачивается на 180° и устанавливается в позицию следующей клети, соответственно верти- кальной,т.е. перемещения валка в основном направлении не требуется.
Недостатками данного технического решения являются повышенная точность посадочных мест под корпуса рабочих клетей на неподвижном постаменте для обеспечения взаимозаменяемости всего комплекта клетей; необходимость перестановки всего комплекта клетей при износе калибра в одной клети, что требует дополнительного времени; наличие на рабочих валках одной клети двух типоразмеров калибров, что требует дополнительной перенастройки расточного станка при их нарезке.
Целью изобретения является повышение производительности и снижение стоимости оборудования путем упрощения настройки за счет возможности смены калибра без осевого перемещения рабочего валка и без изменения позиции клети в стане.
Цель достигается установкой группы рабочих клетей, горизонтальных и вертикальных, включающей привод, неподвижный постамент с установленными на нем с заданными межклетьевыми расстояниями корпусами клетей, в которых на валах с опорами размещены рабочие валки с двумя ручьями калибров. При этом согласно изобретению приводные концы валов выполнены симметрично по обе стороны от валка, на внешней поверхности корпусов клетей по оси симметрии корпуса, параллельной оси симметрии калибра, смонтированы цапфы, а в неподвижном постаменте выполнены параллельные пазы, в которые входят цапфы корпусов горизонтальных клетей.
Такое конструктивное решение позволяет производить смену калибра без разборки узла валка рабочей клети и без смены
позиции клети в группе, требующей перемещения всех клетей группы.
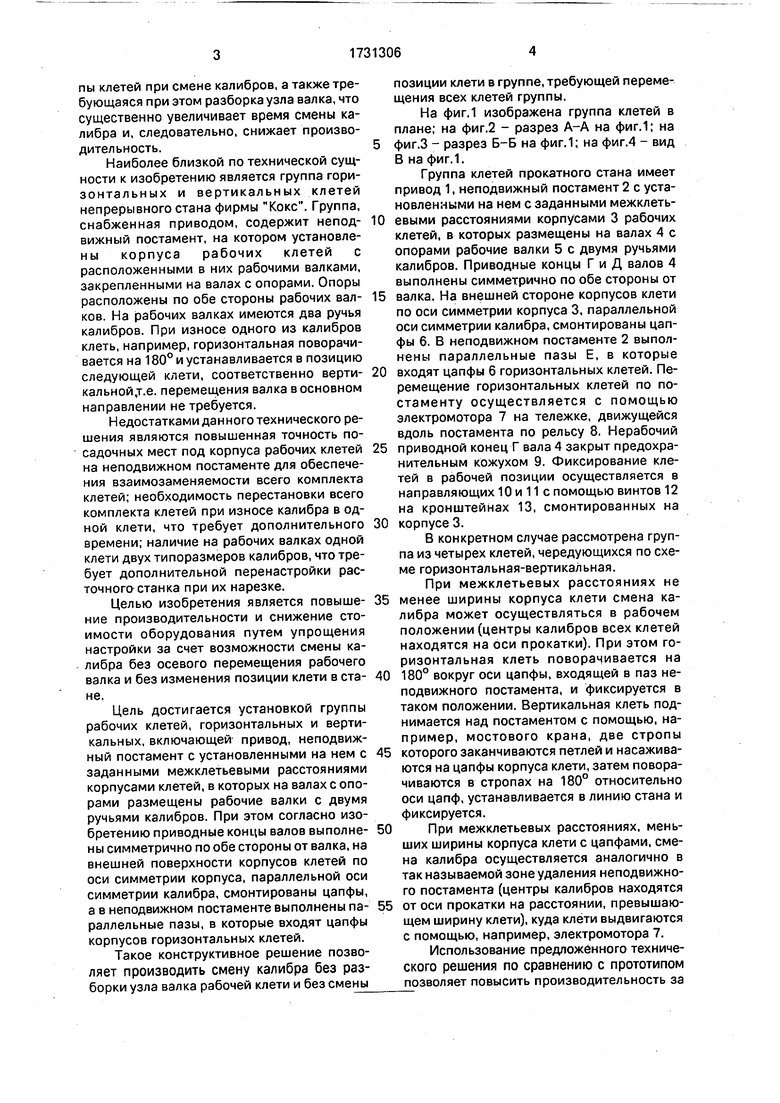
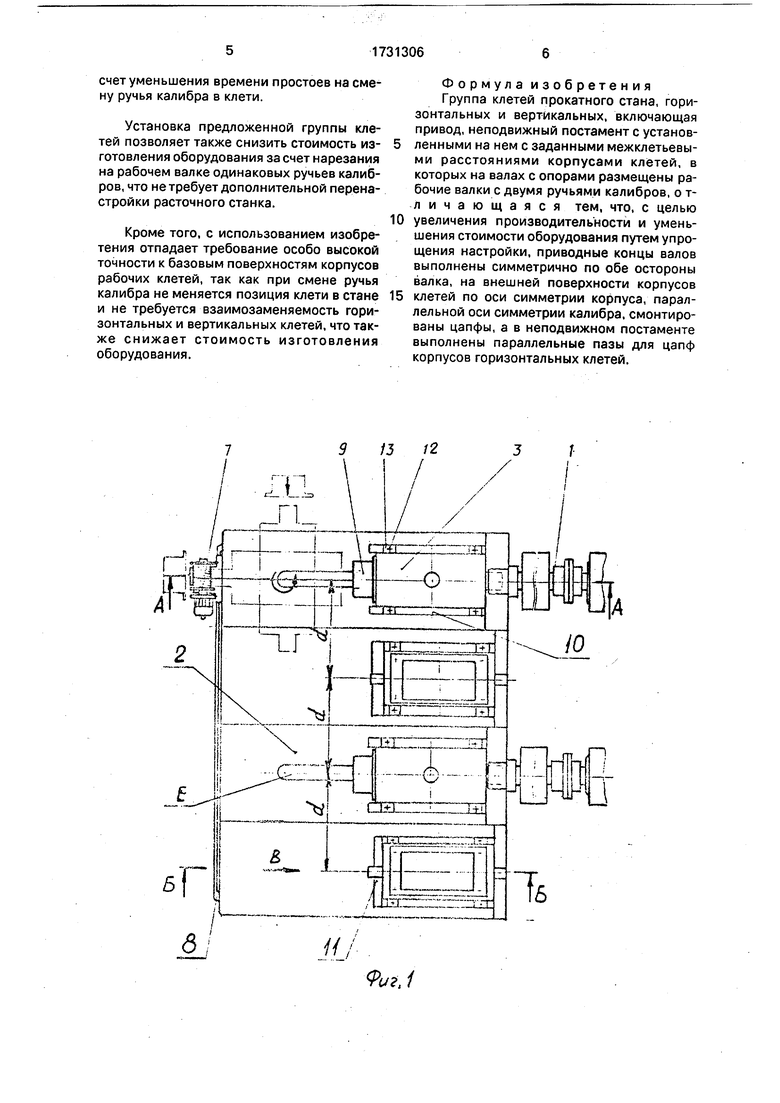
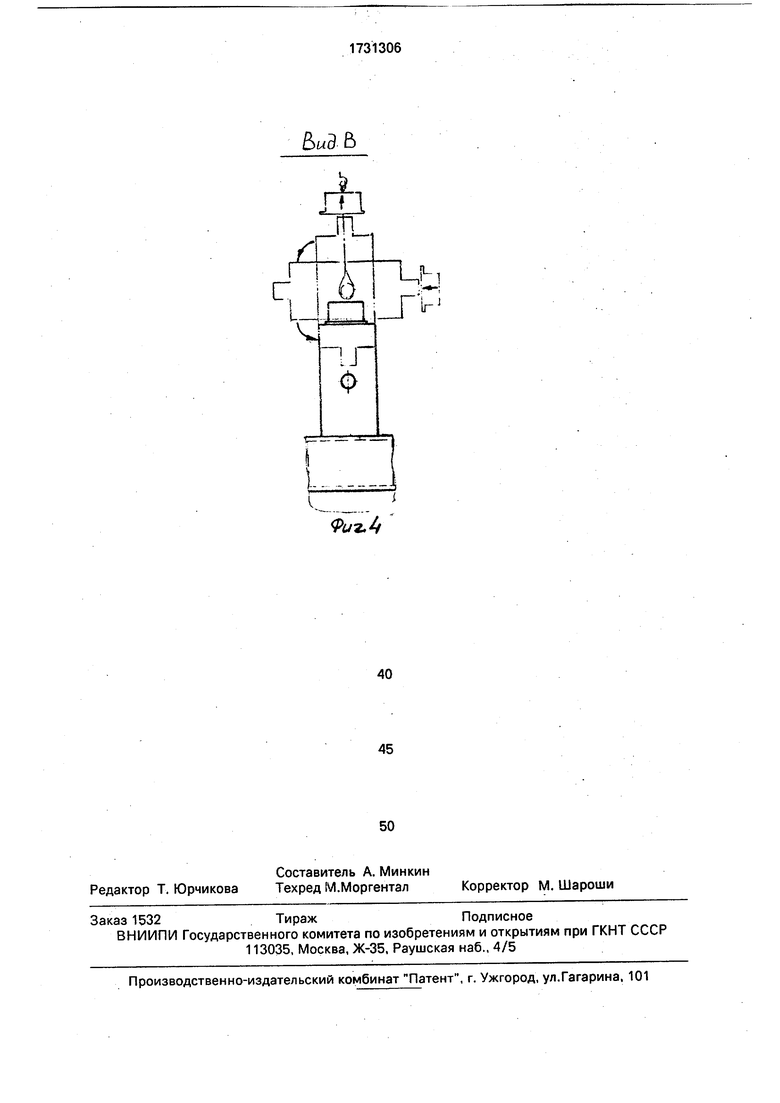
На фиг.1 изображена группа клетей в плане; на фиг.2 - разрез А-А на фиг.1; на
фиг.З - разрез Б-Б на фиг.1; на фиг.4 - вид В на фиг.1.
Группа клетей прокатного стана имеет привод 1, неподвижный постамент 2 с установленными на нем с заданными межклеть0 евыми расстояниями корпусами 3 рабочих клетей, в которых размещены на валах 4 с опорами рабочие валки 5 с двумя ручьями калибров. Приводные концы Г и Д валов 4 выполнены симметрично по обе стороны от
5 валка. На внешней стороне корпусов клети по оси симметрии корпуса 3, параллельной оси симметрии калибра, смонтированы цапфы 6. В неподвижном постаменте 2 выполнены параллельные пазы Е, в которые
0 входят цапфы б горизонтальных клетей. Перемещение горизонтальных клетей по постаменту осуществляется с помощью электромотора 7 на тележке, движущейся вдоль постамента по рельсу 8. Нерабочий
5 приводной конец Г вала 4 закрыт предохранительным кожухом 9. Фиксирование клетей в рабочей позиции осуществляется в направляющих 10 и 11 с помощью винтов 12 на кронштейнах 13, смонтированных на
0 корпусе 3.
В конкретном случае рассмотрена группа из четырех клетей, чередующихся по схеме горизонтальная-вертикальная.
При межклетьевых расстояниях не
5 менее ширины корпуса клети смена калибра может осуществляться в рабочем положении (центры калибров всех клетей находятся на оси прокатки). При этом горизонтальная клеть поворачивается на
0 180° вокруг оси цапфы, входящей в паз неподвижного постамента, и фиксируется в таком положении. Вертикальная клеть поднимается над постаментом с помощью, например, мостового крана, две стропы
5 которого заканчиваются петлей и насаживаются на цапфы корпуса клети, затем поворачиваются в стропах на 180° относительно оси цапф, устанавливается в линию стана и фиксируется.
0 При межклетьевых расстояниях, меньших ширины корпуса клети с цапфами, смена калибра осуществляется аналогично в так называемой зоне удаления неподвижного постамента (центры калибров находятся
5 от оси прокатки на расстоянии, превышающем ширину клети), куда клети выдвигаются с помощью, например, электромотора 7.
Использование предложенного технического решения по сравнению с прототипом позволяет повысить производительность за
счет уменьшения времени простоев на смену ручья калибра в клети.
Установка предложенной группы клетей позволяет также снизить стоимость изготовления оборудования зз счет нарезания на рабочем валке одинаковых ручьев калибров, что не требует дополнительной перенастройки расточного станка.
Кроме того, с использованием изобретения отпадает требование особо высокой точности к базовым поверхностям корпусов рабочих клетей, так как при смене ручья калибра не меняется позиция клети в стане и не требуется взаимозаменяемость горизонтальных и вертикальных клетей, что также снижает стоимость изготовления оборудования.
Формула изобретения Группа клетей прокатного стана, горизонтальных и вертикальных, включающая привод, неподвижный постамент с у ста но вленными на нем с заданными межклетьевы- ми расстояниями корпусами клетей, в которых на валах с опорами размещены рабочие валки с двумя ручьями калибров, о т- личающаяся тем, что, с целью
увеличения производительности и уменьшения стоимости оборудования путем упрощения настройки, приводные концы валов выполнены симметрично по обе остороны валка, на внешней поверхности корпусов
клетей по оси симметрии корпуса, параллельной оси симметрии калибра, смонтированы цапфы, а в неподвижном постаменте выполнены параллельные пазы для цапф корпусов горизонтальных клетей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Способ настройки редукционного стана | 1981 |
|
SU952395A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ КРУГЛОГО ПРОФИЛЯ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1989 |
|
RU2062672C1 |
| КАЛИБР ТРЕХВАЛКОВОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2024 |
|
RU2832020C1 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
| РОЛИК ПЕТЛЕДЕРЖАТЕЛЯ | 2008 |
|
RU2373008C1 |
| КАЛИБРОВКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1994 |
|
RU2048934C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| Силовоспроизводящее устройство для градуировки силоизмерительных датчиков на прокатных станах | 1990 |
|
SU1813209A3 |
Использование: прокатка сортового металла. Сущность изобретения: корпус выдвигается по пазу. Приводные концы валов разъединяются. В крайнем левом положении корпус поворачивается на 180° в горизонтальной плоскости и двигается вправо до соединения с приводом. Ось прокатки остается постоянной, но меняются калибры. То же самое выполняется и с вертикальными клетями. Но перемещение и поворот осуществляются в вертикальной плоскости, 4 ил.
Фиг.1
j
,U
n
г J
3
4
Д
-Л Р /,Г-Ј&&77// / rrjssr™ ,
L j - ;t,t 11
„Cqq Ш- -,;-fi iCp,4
-(ir|. I ),:SiSSi l }-Tf,
,
Li.. i r j.rSB ,ti
u с::.С U-4-U -i:1
-W Hi-- c
I
,
& -7T77 . J i W Wl lSJ
pilsLr
js |ы-LL-,j . if
.-c)
i ;j
4 2
Й fi
I1 u
-A.
;§
sl.
N-C
.§&ij4
IV
B-B
rrl I
fo.l О
/
x/
iHi ui
гата ьfrr( Г-j -1 r- Пу-J i -t,L-j
D
UCti CLMfr&npiJU
камера
3
4
Д
4-U -i:1
Hi . J i W Wl lSJ
f pilsLr
js |ы-LL-,j . if
-c)
,1 Г
:,re
Г
.:r,J1i
я /
Й fi
I1 u
-A.
J
;§
sl.
N-C
.§&ij4
IV
НЗ-
iHi ui
D
I T i
Фиг.. 2
j i f..
Ф
ПТ
Фиъ4
| ВИХРЕВОЙ НАГРЕВАТЕЛЬ | 2004 |
|
RU2293260C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
