сл С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ | 1992 |
|
RU2030941C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 2000 |
|
RU2168381C1 |
| Способ изготовления многослойных труб | 1988 |
|
SU1627298A1 |
| Оправка трубного стана | 1985 |
|
SU1319952A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2378066C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2391163C2 |
| Способ изготовления конических труб с постоянным внутренним диаметром | 1990 |
|
SU1761352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2378067C1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| Способ волочения труб | 1990 |
|
SU1731330A1 |
Изобретение относится к обработке металлов давлением и используется в производстве труб при изготовлении труб с высокой точностью геометрических размеров. Цель изобретения: получение труб с постоянными геометрическими размерами при допустимом износе волоки. Деформацию трубы осуществляют на двухконусной оправке, соединенной меньшими основаниями. Одну часть оправки размещают в волоке, имеющей калибрующий участок, выполненный с минусовым допуском по диаметру большим, чем минусовый допуск по наружному диаметру трубы. Другая часть оправки выдвинута за волоку для раздачи трубы изнутри. Оправке сообщают принудительное перемещение в осевом направлении по мере износа волоки. 1 ил., 1 табл.
Изобретение относится к обработке металлов давлением и используется в производстве труб при изготовлении труб с высокой точностью геометрических размеров.
Известен способ волочения труб, по которому в первом по ходу волочения очаге деформации осуществляют безоправочное волочение, а во втором - раздачу.
Наиболее близким по технической сущности является способ волочения труб, включающий деформацию трубы на двухконусной оправке, соединенной меньшими основаниями, одну часть которой размещают в волоке, имеющей калибрующий участок, и обеспечивают обжатие трубы по диаметру и стенке, а другую выдвигают за волоку для раздачи трубы изнутри.
Недостатком известного способа является то, что износ калибрующего участка
волоки увеличивает наружный диаметр протягиваемых труб, что снижает точность и стабильность их геометрических размеров.
Целью изобретения является получение труб с постоянными геометрическими размерами при допустимом износе волоки.
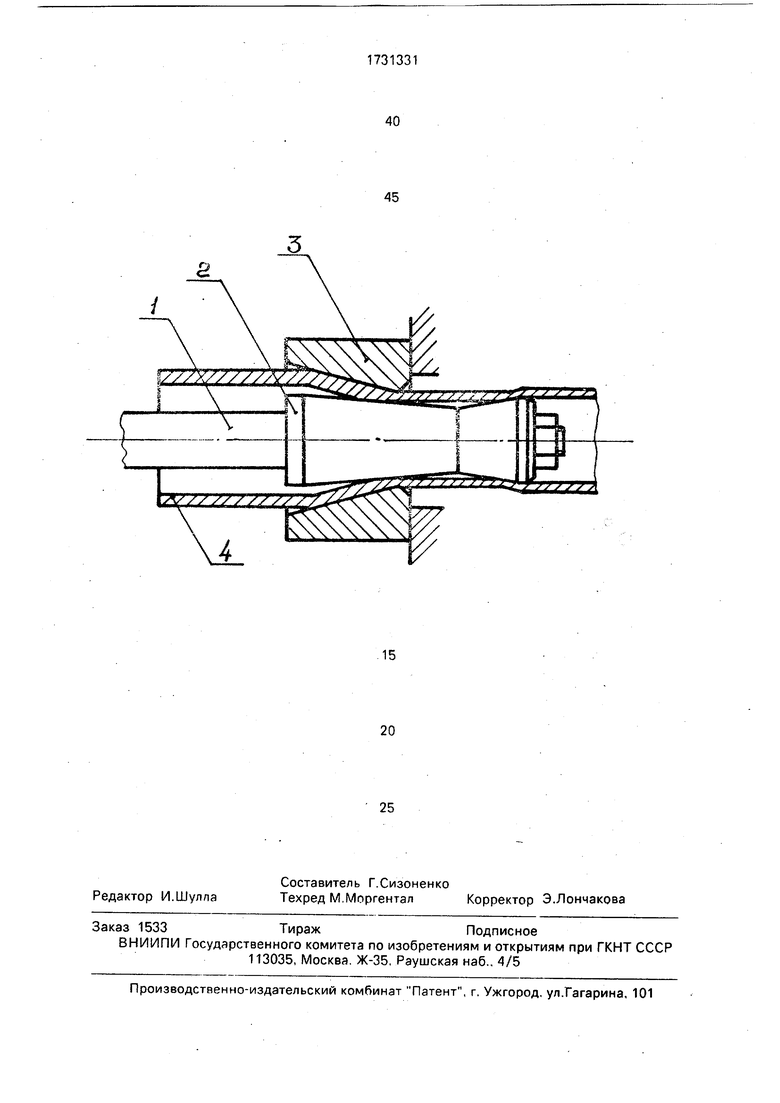
На чертеже показана схема осуществления способа волочения труб.
На схеме показаны стержень 1, двухко- нусная оправка 2, волока 3, труба 4.
Способ волочения труб осуществляется следующим образом.
Перед волочением труб закрепленную на стержне 1 двухконусную оправку 2, соединенную меньшими основаниями, настраивают таким образом, чтобы одна ее часть размещалась в волоке 3, имеющей калибрующий участок, выполненный с минусовым допуском по диаметру большим, чем допуск по наружному диаметру трубы, с зазором в
XJ Сл)
СО СА)
начале калибрующего участка, соответствующим толщине стенки изготавливаемой трубы, а другая ее часть выходила за волоку. После настройки в полость подготовленной к волочению трубы 4 вводят двухконусную оправку 2. Трубу 4 вместе с оправкой 2 задают в волоку 3, захватывают ее за передний конец волочильной тележкой (не показана) и осуществляют волочение трубы. Волока и расположенная в волоке часть двухконусной оправки при волочении обжимают трубу по диаметру и стенке на диаметр меньший, чем наружный диаметр трубы с минусовым допуском, а другая часть двухконусной оправки, выдвинутая за волоку,, раздает трубу изнутри по диаметру на заданный размер. По мере износа волоки сообщают оправке принудительное перемещение в осевом направлении.
Пример. Трубы размером 20 х 0,9 мм из стали 20 изготавливают из отоженной холоднодеформированной заготовки размером 25 х 1 мм. Дорпускаемые отклонения для этих труб установлены ±0,1 мм по наружному диаметру, ± 7,5% (т.е. ± 0,07 мм) по толщине стенки. При волочении используют волоку с калибрующим участком, диаметр которого выполнен с минусовым допуском большим, чем минусовый допуск на наружный диаметр трубы и составляет 0,3 мм (т.е. диаметр калибрующего участка равен 19,7 мм, и двухконусную оправку с диаметром цилиндрического участка на раздающей ее части, равным 18,23 мм. Двухконусную оправку закрепляют на стержне и настраивают таким образом, чтобы одна ее
часть размещалась в волоке с кольцевым зазором в начале калибрующего участка 0,9 мм, а другая ее часть выходила за волоку. По мере износа волоки двухконусную оправку принудительно перемещают в осевом направлении.
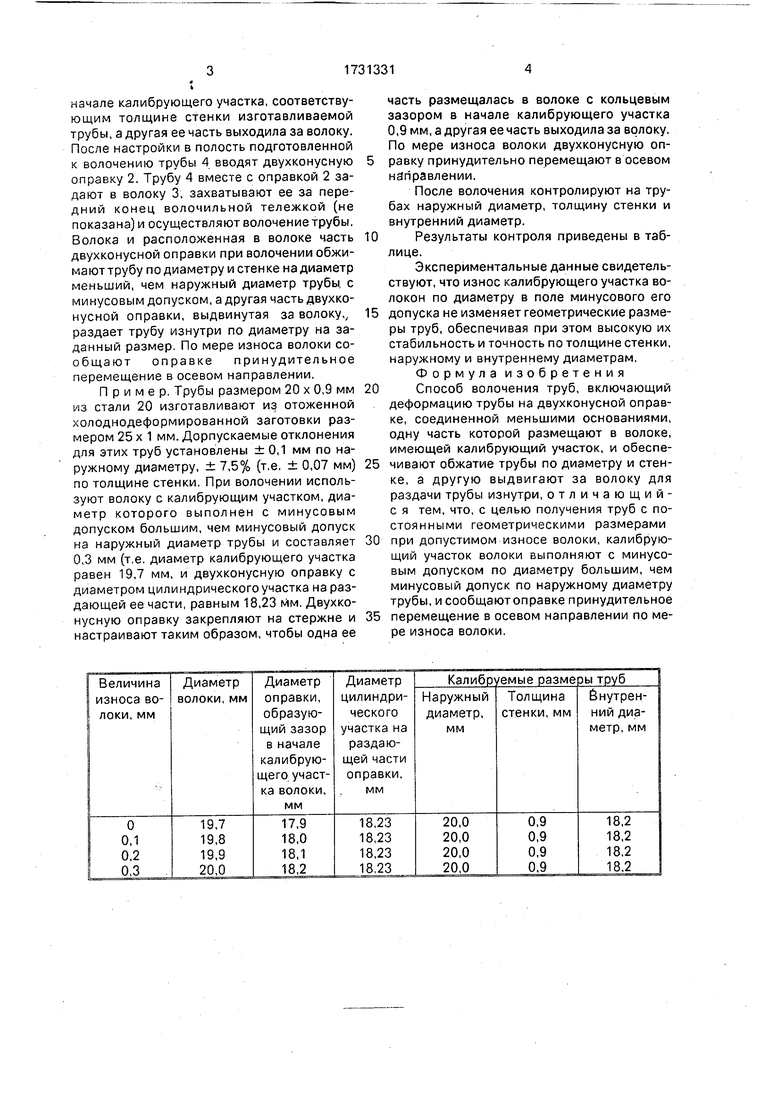
После волочения контролируют на трубах наружный диаметр, толщину стенки и внутренний диаметр.
Результаты контроля приведены в таблице.
Экспериментальные данные свидетельствуют, что износ калибрующего участка волокон по диаметру в поле минусового его
допуска не изменяет геометрические размеры труб, обеспечивая при этом высокую их стабильность и точность по толщине стенки, наружному и внутреннему диаметрам. Формула изобретения
Способ волочения труб, включающий деформацию трубы на двухконусной оправке, соединенной меньшими основаниями, одну часть которой размещают в волоке, имеющей калибрующий участок, и обеспечивают обжатие трубы по диаметру и стенке, а другую выдвигают за волоку для раздачи трубы изнутри, отличающий- с я тем, что, с целью получения труб с постоянными геометрическими размерами
при допустимом износе волоки, калибрующий участок волоки выполняют с минусовым допуском по диаметру большим, чем минусовый допуск по наружному диаметру трубы, и сообщаютоправке принудительное
перемещение в осевом направлении по мере износа волоки.
/
| СПОСОБ ДЕФОРМАЦИИ ТРУБ ОДНОВРЕМЕННО ЧЕРЕЗ ДВА ОЧАГА ДЕФОРМАЦИИ | 0 |
|
SU290780A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ бухтового волочения труб | 1975 |
|
SU839642A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
