Изобретение относится к обработке металлов давлением, в частности к получению рифленых полос и листов путем прокатки, и является усовершенствованием изобретения по авт. св. № 709212.
Известен способ, сущность которого состоит в прокатке полосы между гладкими валками с изменяющимся по гармоническому закону воздействием на ее поверхности и приложением со стороны выхода из валков усилия, изгибающего полосу в направлении ее гладкой поверхности, путем создания натяжения.
Целью изобретения является расширение сортамента рифленых полос путем изменения рисунка рифления.
Поставленная цель достигается тем, что при способе рифления полосы натяжение полосы прикладывают в направлении, составляющем с плоскостью вращения валков угол, равный углу расположения рифов на поверхности полосы.
Для образования ячеистой формы рифлений прокатку осуществляют за два пропуска, изменяя во втором пропуске направление натяжения в горизонтальной плоскости, при том же растворе валков.
Для создания симметричного рисунка рифленой поверхности при прокатке за два пропуска направление натяжения изменяют на зеркально-противоположное относительно плоскости вращения валков.
Поскольку при изменении направления прокатки полосы изменяется положение рифов на ее поверхности, появляется возможность получения широкого сортамента рифленых полос с различным рисунком на поверхности.
При обычной (традиционной) прокатке приложение натяжения к прокатываемой полосе под углом к плоскости вращения вал- ков не имеет смысла, так как необходимое для транспортирования полосы в указанном направлении натяжение соизмеримо с прочностью полосы.
(Л
С
vi
CJ
со ел ел
|ЧЭ
При вибрационной прокатке период колебания валков характеризуется наличием периода разгрузки очага деформации, в котором сила прокатки снижается до нуля, и, следовательно, возможностью изменения направления транспортирования полосы путем перемещения в поперечном направлении при приложении незначительных сил натяжения.
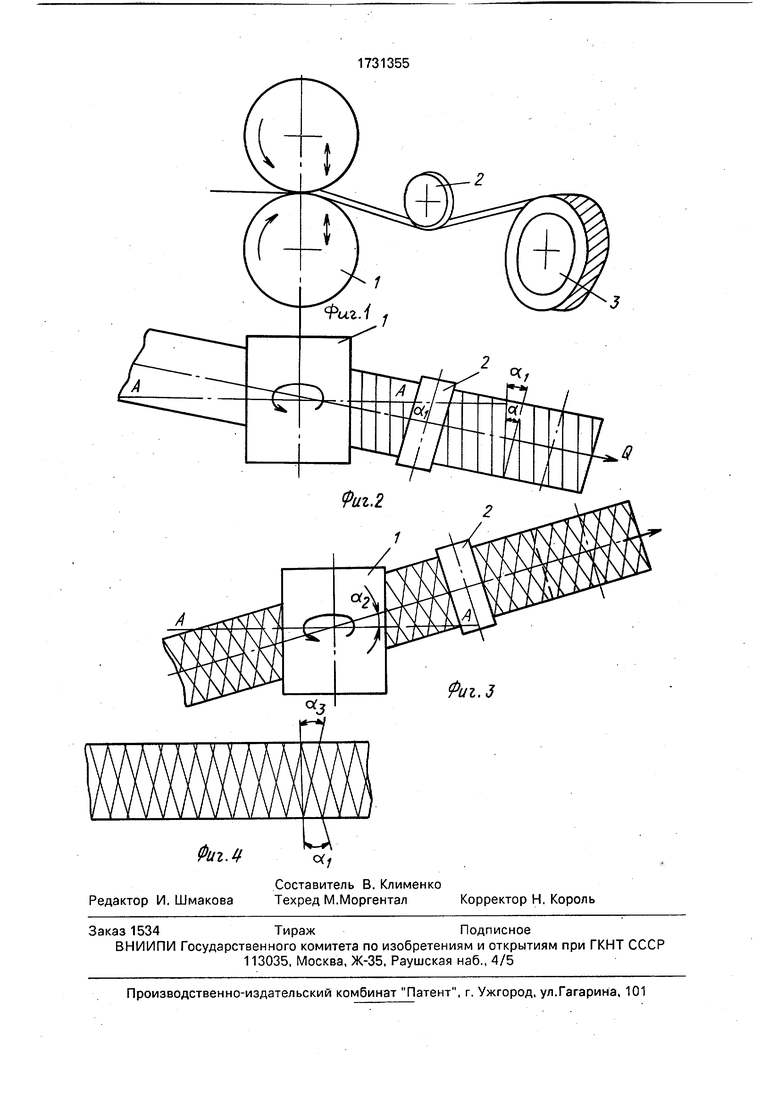
На фиг. 1 представлена схема образования рифов по предложенному способу; на фиг. 2 - то же, при приложении натяжения Q под углом а к плокости вращения валков А-А; на фиг. 3 - то же, при прокатке за два пропуска с изменением во втором пропуске угла приложения натяжения до О2 на фиг. 4 - профиль, полученный при изменении угла приложения натяжения во второй пропуске на зеркально противоположный относительно плоскости вращения валков аз.
На фиг. 1-4 обозначены прокатный валок 1, прижимной ролик 2 и моталка 3.
Способ осуществляют следующим образом.
Установив зазор между валками 1 вибрационного прокатного стана, равный или больше исходной толщины полосы, заправляют передний конец полосы в моталку 3, ось вращения которой установлена под углом к оси валков в горизонтальной плоскости, равным углу расположения рифов на полосе. Затем включают привод валков и вибратора стана и осуществляют прокатку рулона.
Пример.Для получения алюминиевой одностороннерифленой полосы толщиной 1,5 мм с рифами высотой 0,5 мм и шагом 10 мм, с расположением рифов на ее поверхи
10
15
20
25
30
35
ности под углом а 15° необходимо установить начальный зазор 1,6 мм, амплитуду колебания каждого из валков 0,25 мм, частоту колебаний валков 5 Гц и скорость прокатки 50 мм/с, провести передний конец полосы между валками, заправить его в моталку, установленную с расположением ее оси вращения под углом 15° к оси вращения валков и, включив приводы валков и вибратора, осуществить прокатку.
Для получения симметричной ячеистой формы рифлений после первого пропуска моталку разворачивают в горизонтальной плоскости так, что ее ось вращения составляет с осью вращения валков угол ai -15°, и повторяют указанные операции.
Таким образом, используя предложенный способ, можно получить рифленые полосы с односторонним рифлением различной формы на их поверхности.
Формула изобретения
1.Способ рифления полосы по авт. св. № 709212, отличающийся тем, что, с целью расширения сортамента рифленых полос, натяжение прикладывают в направлении, составляющем с плоскостью вращения валков угол, равный углу расположения рифов на поверхности полосы.
2.Способ по п. 1,отличающийся тем, что прокатку осуществляют за два пропуска, изменяя во втором пропуске направление натяжения в горизонтальной плоскости.
3.Способ по п. 2, отличающийся тем, что направление натяжения изменяют на зеркально-противоположное относительно плоскости вращения валков.
Фиг.Ц
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| Способ прокатки клиновидных профилей | 1979 |
|
SU995921A1 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| Способ настройки системы автоматического регулирования толщины прокатываемой полосы | 1991 |
|
SU1787610A1 |
| Узел подушек рабочих и опорных валков клетей кварто прокатного стана | 1981 |
|
SU1091955A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗЕРКАЛЬНЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2010 |
|
RU2434695C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2012 |
|
RU2486975C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС | 2011 |
|
RU2467813C1 |
Использование: в прокатке рифленых полос и листов. Сущность изобретения: натяжение полосы прикладывают в направлении, составляющем с плоскостью вращения валков угол, равный углу расположения рифов на поверхности полосы. Для образования ячеистой формы рифлений прокатку осуществляют за два пропуска, изменяя во втором пропуске направление натяжения в горизонтальной плоскости. Для создания симметричного рисунка рифленой поверхности при прокатке за два пропуска направление натяжения изменяют на зеркально-противоположное относительно плоскости вращения валков. 2 з.п. ф-лы, 4 ил.
| Способ рифления полосы | 1971 |
|
SU709212A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
