(54) СПОСОБ РИФЛЕНИЯ ПОЛОСЫ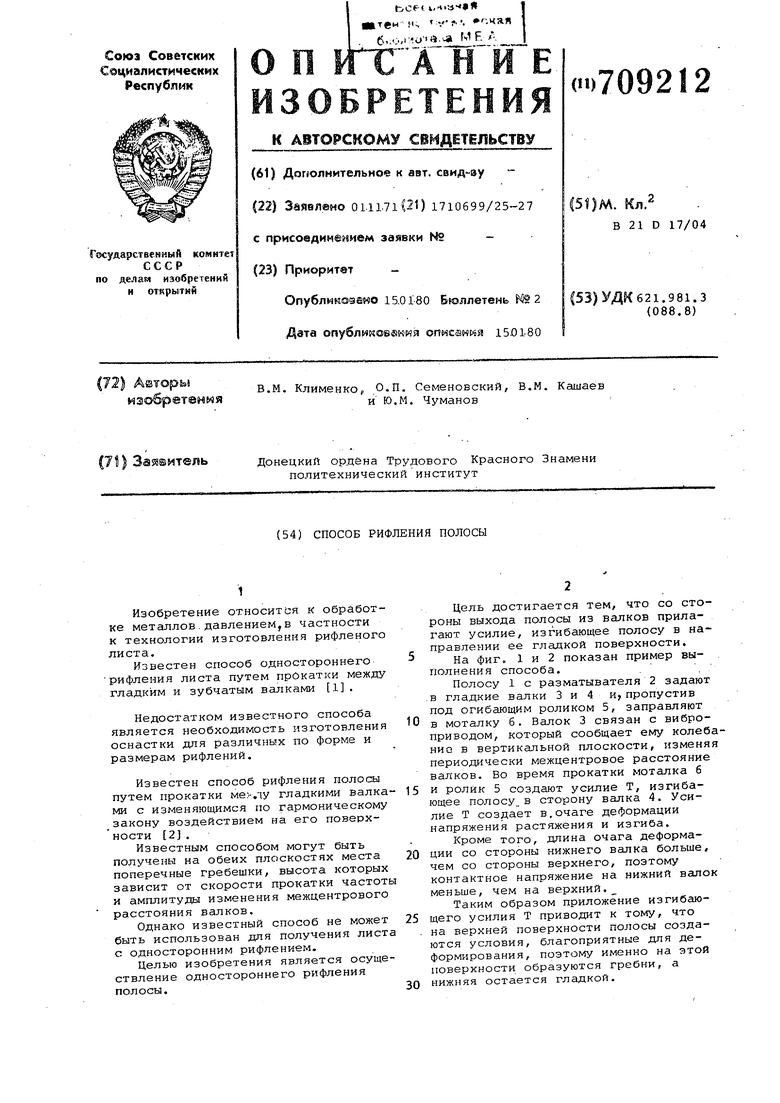
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ рифления полосы | 1990 |
|
SU1731355A2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| Способ прокатки полосового металла в многоклетевом стане | 1980 |
|
SU931244A1 |
| ТОНКАЯ РИФЛЕНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824365C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕДВАРИТЕЛЬНО УПРУГО-НАПРЯЖЕННОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ПРОИЗВОДСТВА ОБЛЕГЧЕННЫХ ГНУТЫХ КОНСТРУКЦИОННЫХ ПРОФИЛЕЙ | 1999 |
|
RU2162756C2 |
| Способ продольной прокатки клиновидныхпОлОС | 1979 |
|
SU793689A1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС С ОДНОСТОРОННИМ ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ | 2012 |
|
RU2482930C1 |
1
Изобретение относится к обработке металлов.давлением,в частности к технологии изготовления рифленого листа.
Известен способ одностороннего рифления листа путем прОкатки между гладким и зубчатым валками 1.
Недостатком известного способа является необходимость изготовления оснастки для различных по форме и размерам рифлений.
Известен способ рифления полосы путем прокатки гладкими валками с изменяющимся по гармоническому закону воздействием на его повеохности 2.
Известным способом могут быть получены на обеих плоскостях места поперечные гребешки, высота которых зависит от скорости прокатки частоты и амплитуды изменения межцентрового расстояния валков.
Однако известный способ не может быть использован для получения листа с односторонним рифлением.
Целью изобретения является осуществление одностороннего рифления полосы.
Цель достигается тем, что со стороны выхода полосы из валков прилагают усилие, изгибающее полосу в направлении ее гладкой поверхности. На фиг о 1 и 2 показан пример выполнения способа.
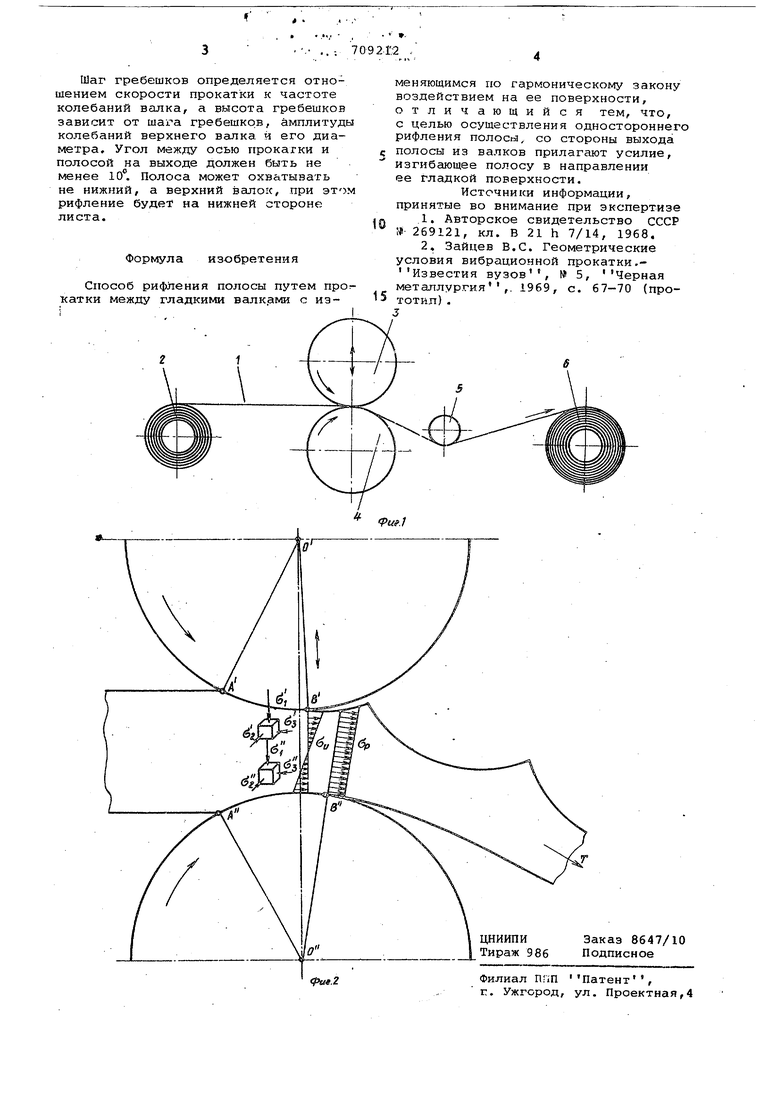
Полосу 1 с разматывателя 2 задают в гладкие валки 3 и 4 и, пропустив под огибающим роликом 5, заправляют 0 в моталку 6. Валок 3 связан с виброприводом, который сообщает ему колебание в вертикальной плоскости, изменяя периодически межцентровое расстояние валков. Во время прокатки моталка 6 5 и ролик 5 создают усилие Т, изгибающее полосу в сторону валка 4. Усилие Т создает в.очаге деформации напряжения растяжения и изгиба.
Кроме того, длина очага деформации со стороны нижнего валка больше, чем со стороны верхнего, поэтому контактное напряжение на нижний валок меньше, чем на верхний.
Таким образом приложение изгибающего усилия Т приводит к тому, что . на верхней поверхности полосы создаются условия, благоприятные для деформирования, поэтому именно на этой поверхности образуются гребни, а 0 нижняя остается гладкой.
