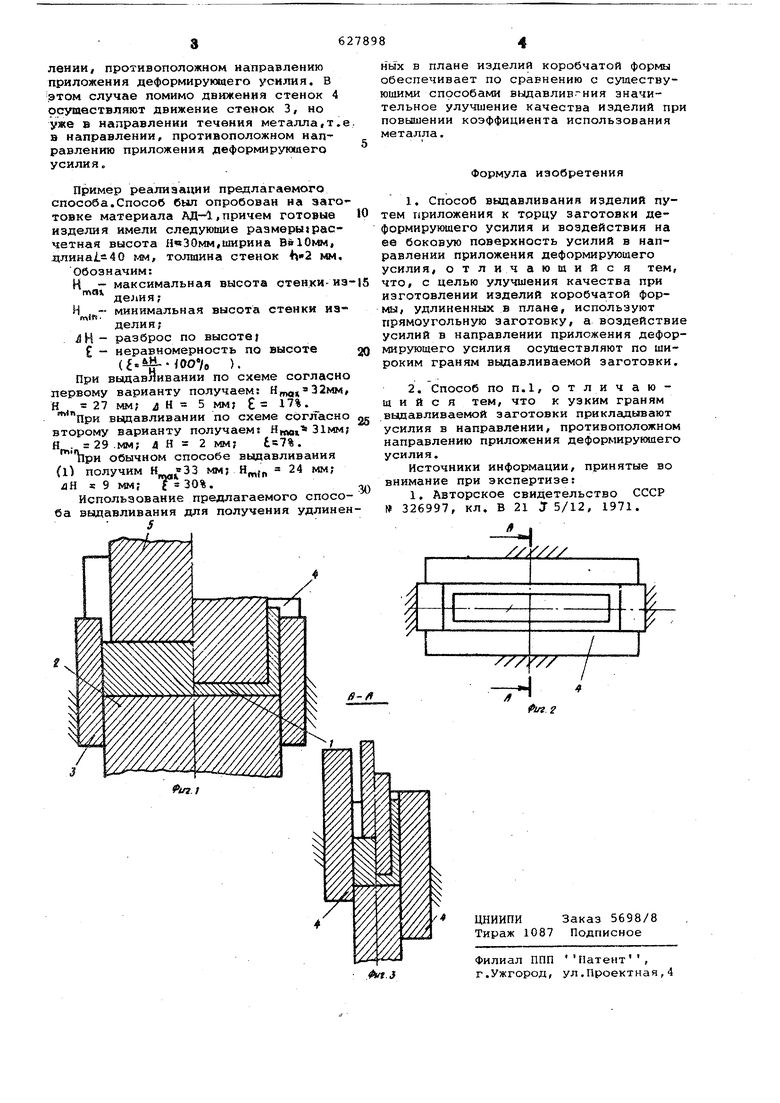
Изобретение относится к области об работки металлов давлением, а именно к способам выдавливания полых изделий Известен способ обратного зьщавливания полых изделий путем приложения к торцу заготовки деформируюшего усилия к воздействия на ее боковую поверхность усилиями в направлении приложения деформирующего усилия ij. Недостатком такого способа является то,что он не позволяет получать ка чественные изделия коробчатой формы, удлиненные в плане с разновысокими стенками, так, например, высота стекок по широким граням изделия всегда больше, чем высота по узким граням, что объясняется неравномерностью деформаций . Целью изобретения является улучшение качества при изготовлении изделий коробчатой формы, удлиненных в плане Для этого по предлагаемому способу используют прямоугольную заготовк а воздействие усилий в направлении приложения деформирующего усилия осу шествляют по широким граням выдавливаемой заготовки. Кроме того, в неко торых случаях целесообразно проведение процесса при прикладывании к узким граням выдавливаемой заготовки усилий в направлении,противоположном направлению приложения деформирукшего усилия. На фиг. 1 представлена схема выавливания удлиненных в плане изделий коробчатой формы с помощью устройства, реализующего предлагаемый способ,вид сбоку,разрез;на фиг.2 -то же, вид сверху; на фиг. 3 - сечение по А-А на фиг. 2. Заготовку 1 устанавливают на пуансон 2 между -двумя неподвижными 3 и двумя подвижными 4 стенками матрицы. Деформирующее усилие к торцу заготовки 1 прикладывают посредством пуансона 5. Способ осуществляется следующим образом. Пуансон 5 движется вниз, после соприкосновения -с заготовкой г1 и достижении усилия, необходимого для деформирования, металл заготовки 1 начинает вытекать в зазоры между верхним пуансоном 5 и стенками 3 и 4 матрицы, причем одновременно с этим производят движение двух длинных стенок 4 навстречу течению металла заготовки 1. Целесообразным может быть проведение процесса при прикладывании к узким граням заготовки усилий в наплав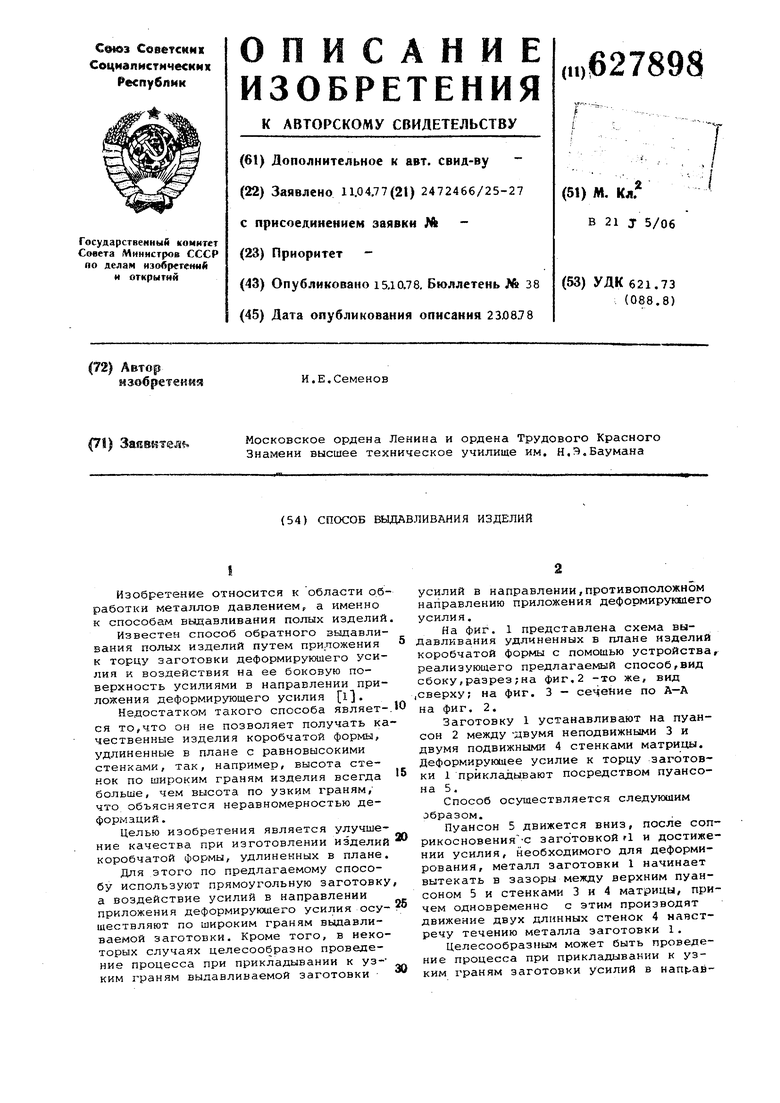
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания изделий коробчатой формы | 1977 |
|
SU623627A1 |
| Способ выдавливания полых изделий | 1978 |
|
SU774745A1 |
| Способ получения полых изделий с фасонной боковой поверхностью | 1979 |
|
SU874256A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ изготовления полых изделий коробчатой формы с разновысокими стенками | 1990 |
|
SU1731383A1 |
| Способ изготовления труб с фланцами и устройство для его осуществления | 1990 |
|
SU1801665A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЛОСТИ В ДЕТАЛЯХ | 1995 |
|
RU2082534C1 |
| Способ выдавливания изделий со стенками переменной толщины и постоянной высоты | 1989 |
|
SU1696077A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| Способ изготовления деталей типа стаканов и устройство для его осуществления | 1980 |
|
SU1238877A1 |
