Изобретение относится к области обработки металлов давлением, а именно к конструкциям штампов для выдавливания изделий коробчатой формы.
Известен штамп для выдавливания изделий коробчатой формы, содержащий матрицу, а также граненые пуансон и выталкиватель y.j.
Недостатком известной конструкции является то, что при ее использовании невозможно получить изделия с равномерными по высоте стенками. Так например, для прямоугольных в плане изделий высота стенок по длинной стороне всегда больше, чем высота по короткой стороне, а для квадратных в плане изделий высота стенок на прямолинейных участках всегда больше, чем в угловых участках, что объясняется неравномерностью деформаций. Это приводит к снижению коэффициента использования металла, поскольку некачественность получаемого изделия подразумевает необходимость введения в технологический процесс дополнительной
операции - обрезки стенсяс изделия по высоте.
Целью изобретения является повышение коэффициента использования металла и улучшение качества получаемых изделий.
Поставленная цель достигается тем, что в предлагаемом штампе на рабочих торцах пуансона и выталкивателя, на участках, прилегающих к их граням, выполнены элементы торможения течения металла с обрабатываемой заготовки. Элементы торможения течения металла могут быть выполнены в виде проточек или выступов.
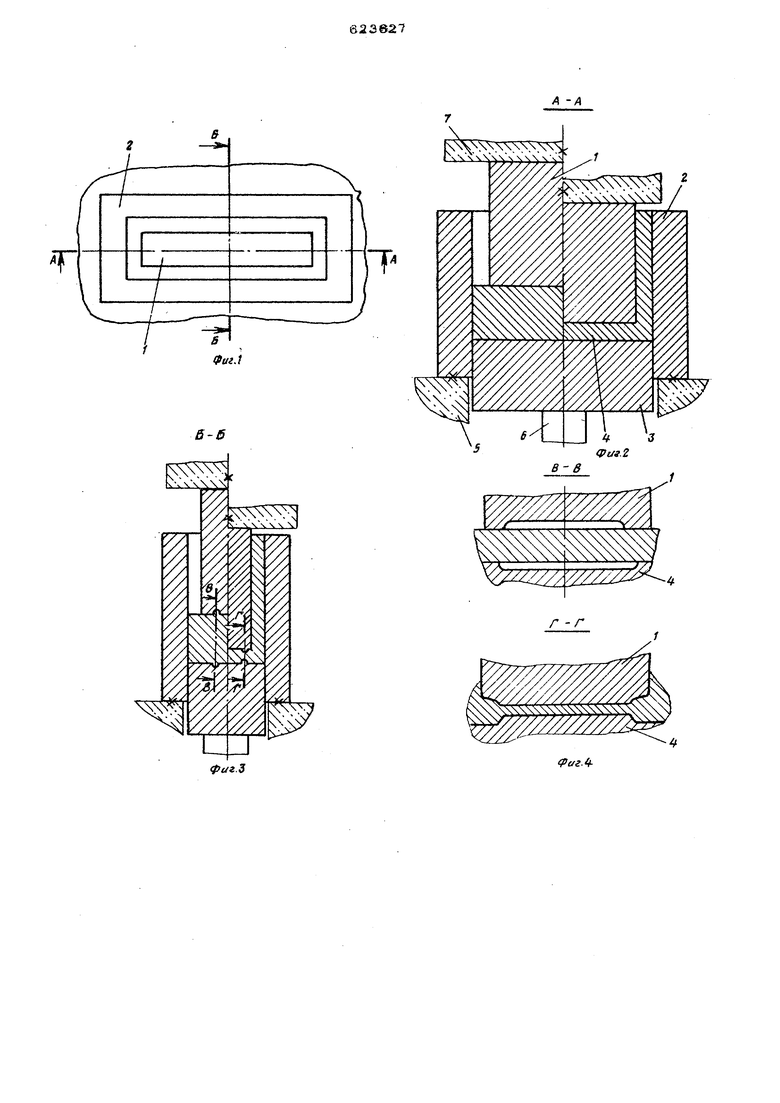
На фиг. 1. представлена схема предлагаемого штампа для выдавливания прямоугольных удлиненных в плане изделий; на фиг 2 - разрез по А-А на фиг,1;
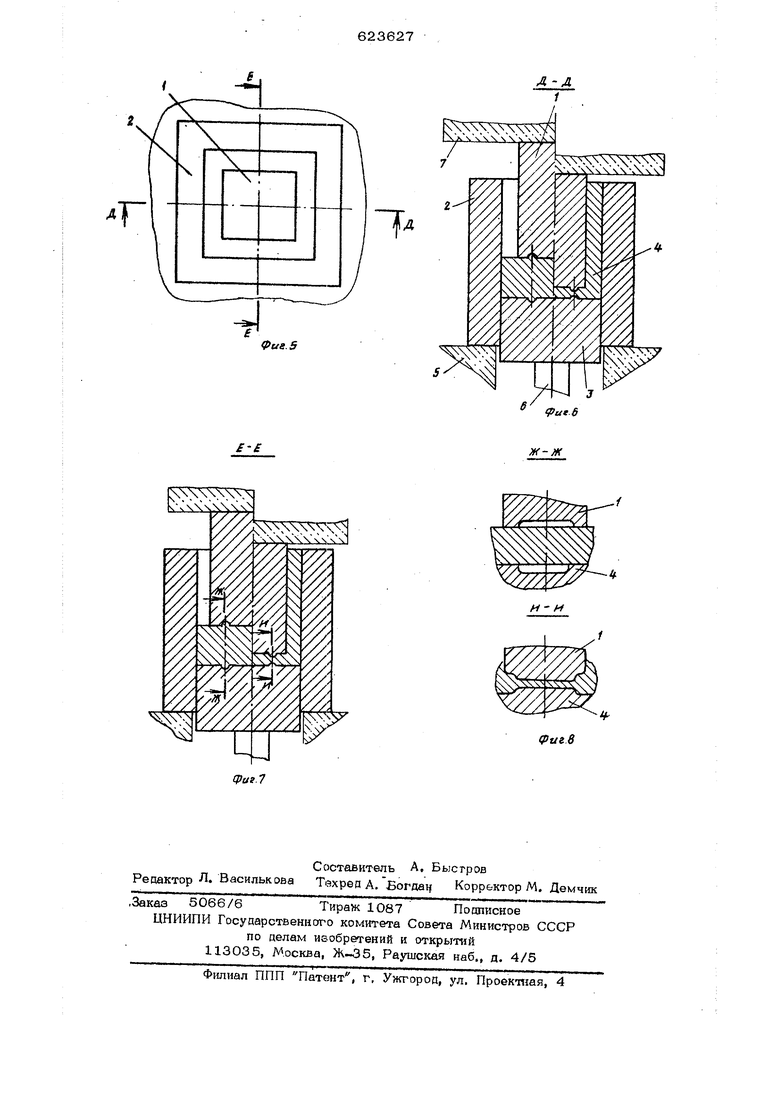
на фиг 3 - разрез по Б-Б на фиг. 1; на. фиг. 4 - сечения В-В и Г-Г на фиг. 3; на фиг. 5 - схема штампа для выдавливания квадратных в плане изделий; на фиг. 6 - разрез по Д-Д на фиг. 5; на
фиг. 7 - разрез по Е-Е на фиг. 5; на 362 сечение по Ж-Ж и на фиг , 8 фнг, 7 о Штамп состоит из пуансона 1, матрицы 2, выталкивателя 3. На рабочих горцах пуансона, и выта/дишагеля 3 параллельно ДЛИННОЙ стороне периметра торца ВЫПОПИ8НЫ элементы торможения течения металла обрабатываемой заготов ки в виде проточек или выступов Заготовка 4 устанавливается в 2, Штамп устанавливается па стопе S гидравлического или любого другого пресса, имеющего прив,од 6 вытал снвателя. Пуансон 1 крепится к верхнв |му ползуну 7 пресса, Штамп работает следующиьл образом : Пуансон 1 вместе с верхним ползуном |7 пресса совершает движение вниз, после Ьопрккосковения пуансона 1 с заготовкой установленной в матрице 2 на вытаякквателе 3, н достижении усилия, необходи мого для деформирования, металл заготовки 4 начинает вытекать Б зазор межд Пуансоном 1 н матрицей 2, причем в f ecrax наиболее интенсивного течения Ц}еталла за счет наличия элементов тйр Цюжения на пуансоне 1 и выталкиватвпе 3 образуются затормо к8нные зоны, позволяющие более равномерную Деформацию, Деформирование заготовки происходит до тех nopi, пока зазор между пуансоном 1 авыта-ш ивателём 3 не достигнет требуемо величины, затем верхний ползун 7 и пуан сон 1 возвращаются в исходное положенИе, а выталки-ватель 3, при помощи привЬда 6 выталкивает изделие из матрицы 2., Устройство штампа по фиг. 2 и работа его совпадает с устройством и работой lUTBMnas изображенного на фиг„ 1, за исключением того, что проточки или вы-ступы, выполненные на пуансоне 1 и выталкивателе 3, располагаются по всем четырем сторонам периметра торца таким образом, чтобы создавать заторможенные зоны деформации на пути наиболее интенсивного течения металла. 74 Прогочки (выступы выполняются параллельно прямолинейным участкам пернметра рабочего торца пуансона и выталкивателя, и отсутствует в угловых зонах, чтобы обеспечить «едесь свободное течение металла, Испольаова1«ге штампа предлагаемой конструкции для выдавливания квадратных и удлиненных в плане изделий коробчатой формы с искусственно созданными на пути наиболее интенсивного течения металла заторможенными зонами деформации за счет затекания металла заготовки в канавки и за выступы, расположенные на рабочих торцах пуансона и выгалзсивателя, обеспечит возможность получения изделия с равновысокими стенкаMHJ повышение коэффициента использования металла; снижение себестоимости изготовления изделий. Формула изобретения 1.Штамп для выдавливания изделий коробчатой формы, содержащий матрицу, а тшсже граненые пуансон и выталкиватель, отличающийся тем, что, с целью повышения коэффициента использования металла и улучшения качества получаемых изделий, на рабочих торцах пуансона и выталкивателя, на участках, прилегающих к их граням, выполнены элементы торможения течения металла обрабатываемой заготовки, 2.Штамп по п. 1, отличающийся тем, что. элементы торможения течения металла обрабатываемой заготовки выполнены в виде проточек, 3.Штамп по п. 1, о т л и ч -а ю щ н и с я тем, что элементы торможения течения металла обрабатываемой заготовки выполнены Б виде выступов. Источники информации, принятые во внимание при экспертизе: 1, Фаворский В. Е. Холодная штамповка выдавливанием, Ленинград, Машгиз, 1955.
LP фаг.З
Фиг-f
Ч
ч
дГ
.5
Л- Л 1
h
R,
AS VN.VW
|д
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания изделий коробчатой формы | 1986 |
|
SU1398967A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Способ изготовления полых изделий коробчатой формы с разновысокими стенками | 1990 |
|
SU1731383A1 |
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ДЕТАЛЕЙ С ДВУМЯ ПОЛОСТЯМИ | 1992 |
|
RU2019360C1 |
| ШТАМП ДЛЯ ОБРАТНОГО ВЫДАВЛИВАНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ | 1992 |
|
RU2013181C1 |
| Штамп для изготовления изделий коробчатой формы | 1982 |
|
SU1057159A2 |
| Штамп для формообразования рабочей поверхности матриц | 1974 |
|
SU526431A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
Ж-Ж
. ччЧУУЧ ч у
н- И
(рагв
