Изобретение относится к пайке и может быть использовано, например, при пайке нахлесточных соединений металлоконструкций из стали.
Целью изобретения является уменьшение тепловых потерь, ускорение выравнива- ния температуры нагревателей и повышение производительности процесса пайки.
Поставленная цель достигается тем, что устройство для контактной пайки, содержащее графитовые нагреватели и медные водоохлаждаемые электроды источника нагрева, снабжено вставками из жаростойкого материала, расположенными между графитовыми нагревателями и медными электродами.
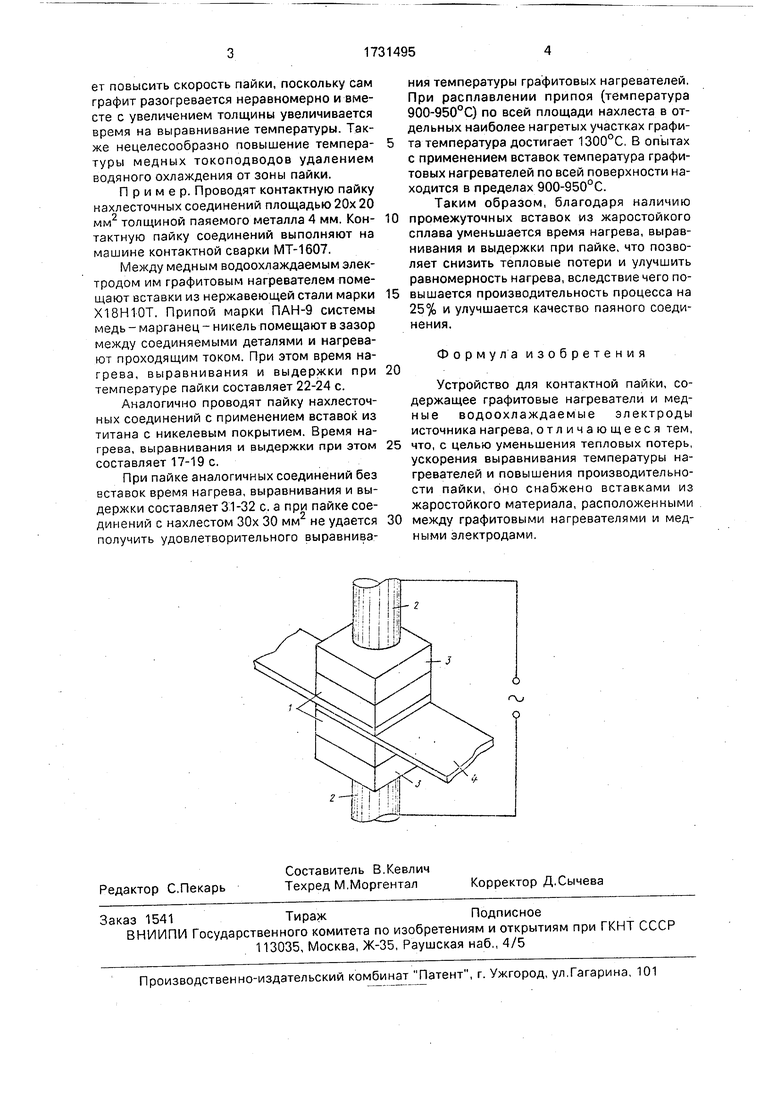
На чертеже изображено предлагаемое устройство.
Устройство содержит графитовые нагреватели 1, медные водоохлаждаемые электроды 2 источника нагрева, между которыми расположены вставки 3 из жаростойкого материала.
Устройство работает следующим образом.
Паяемое изделие 4 помещают между графитовыми нагревателями 1 и сжимают движением электродов 2 источника нагрева. Через устройство пропускают электрический ток. При этом происходит нагрев графита и паяемого соединения до температуры пайки (например, при пайке стали 800- 1000°С) при сохранении температуры медных водоохлаждаемых электродов не выше 100-150°С, а жаростойкие вставки 3. благодаря более низкой теплопроводности, чем медь, уменьшают в 24-40 раз поток тепловых потерь от графитовых нагревателей в медные электроды, что приводит к увеличению теплового потока, направленного на выравнивание температуры графитовых нагревателей.
Также благоприятно сказывается на выравнивании температуры графитовых нагревателей рост сопротивления более нагретых участков жаростойких вставок. Как показали опыты, простое увеличение толщины графитовых нагревателей не позволяСП
с
VI со
Ј о
ел
ет повысить скорость пайки, поскольку сам графит разогревается неравномерно и вместе с увеличением толщины увеличивается время на выравнивание температуры. Также нецелесообразно повышение темпера- туры медных токоподводов удалением водяного охлаждения от зоны пайки.
Пример. Проводят контактную пайку нахлесточных соединений площадью 20х 20 мм толщиной паяемого металла 4 мм. Кон- тактную пайку соединений выполняют на машине контактной сварки МТ-1607.
Между медным водоохлаждаемым электродом им графитовым нагревателем помещают вставки из нержавеющей стали марки Х18Н10Т. Припой марки ПАН-9 системы медь - марганец - никель помещают в зазор между соединяемыми деталями и нагревают проходящим током. При этом время нагрева, выравнивания и выдержки при температуре пайки составляет 22-24 с.
Аналогично проводят пайку нахлесточных соединений с применением вставок из титана с никелевым покрытием. Время нагрева, выравнивания и выдержки при этом составляет 17-19 с.
При пайке аналогичных соединений без вставок время нагрева, выравнивания и выдержки составляет 31-32 с. а при пайке соединений с нахлестом ЗОх 30 мм2 не удается получить удовлетворительного выравнивания температуры графитовых нагревателей. При расплавлении припоя (температура 900-950°С) по всей площади нахлеста в отдельных наиболее нагретых участках графита температура достигает 1300°С, В опытах с применением вставок температура графитовых нагревателей по всей поверхности находится в пределах 900-950°С.
Таким образом, благодаря наличию промежуточных вставок из жаростойкого сплава уменьшается время нагрева, выравнивания и выдержки при пайке, что позволяет снизить тепловые потери и улучшить равномерность нагрева, вследствие чего повышается производительность процесса на 25% и улучшается качество паяного соединения.
Формула изобретения
Устройство для контактной пайки, содержащее графитовые нагреватели и медные водоохлаждаемые электроды источника нагрева, отличающееся тем, что, с целью уменьшения тепловых потерь, ускорения выравнивания температуры нагревателей и повышения производительности пайки, оно снабжено вставками из жаростойкого материала, расположенными между графитовыми нагревателями и медными электродами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ | 1989 |
|
RU2009806C1 |
| ЖАРОСТОЙКИЙ МАТЕРИАЛ | 2000 |
|
RU2178958C2 |
| Способ пайки электросопротивлением | 1990 |
|
SU1745449A1 |
| СПОСОБ КОНТАКТНОЙ ПАЙКИ | 1989 |
|
SU1812733A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ ИЗ ЧУГУНА К ПАЙКЕ | 1999 |
|
RU2167033C1 |
| Способ пайки деталей с переменными по величине зазорами | 1989 |
|
SU1708553A1 |
| Способ прессовой пайки деталей | 1987 |
|
SU1546219A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1996 |
|
RU2101147C1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| Способ пайки | 1980 |
|
SU910378A1 |
Использование: при пайке нахлесточ- ных соединений металлоконструкций из стали. Сущность изобретения: устройство содержит графитовые нагреватели и медные водоохлаждаемые электроды источника нагрева, вставки из жаростойкого материала, расположенные между графитовыми нагревателями и медными электродами. При пайке паяемое изделие размещают между графитовыми нагревателями, поджимают электродами и пропускают электрический ток. 1 ил.
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
