Изобретение относится к сварке и может быть использовано при сварке под флюсом на крупных специализированных установках.
Известные устройства для непрерывной подачи и отвода флюса классифицируются на три системы: всасывающие, нагнетательные и смешанные. Устройства нагнетательной системы наиболее производительны и экономичны в работе.
Однако в промышленности устройства нагнетательной системы применяли только в шланговых автоматах АДШ-500 и полуавтоматах ПДШ-500. Недостатком устройства нагнетательной системы является то, что флюс с размером зерен свыше 1,5 мм транспортируется плохо в виде частой закупорки отверстий флюсопроводов.
Известно устройство, предназначенное для непрерывной подачи и отвода сварочного флюса.
Однако известное устройство не дает высокой производительности транспортирования флюса, так как для повторного использования флюс становится непригоден из-за изменения размеров и формы частиц флюса. Недостатком также является громоздкость устройства и загрязнение воздуха мелкой флюсовой пылью.
Целью изобретения является повышение производительности транспортирования и снижение расхода флюса и сжатого воздуха.
Это достигается тем, что флюс ссыпается в флюсоприемную емкость и подается в бункер небольшими порциями за счет периодического срабатывания двух электро- пневмоклапанов, обеспечивающих периодическую порционную подачу сжатого воздуха в комбинированный флюсопровод, выполненный в виде резинового рукава, размещенного в жесткой оболочке, и в флю- соприемную емкость. Бункер снабжен фильтром, а короб с коническим дном снабжен сеткой для просеивания флюса, размещенной в его верхней части. Два электро- пневмоклапана закреплены на кронштейне
и подключены к сети сжатого воздуха и к выпрямителю с трансформатором. Устройство снабжено двумя путевыми выключателями, а выходной вал механизма вращения
снабжен двумя пластинами, установленными с взаимным смещением. Короб соединен с флюсоприемной емкостью комбинированным флюсо про водом, первый электропнев- моклапан соединен воздухопроводом с
комбинированным флюсопроводом, второй - с флюсоприемной емкостью, которая соединена флюсопроводом с бункером. Путевые выключатели соединены электрически с электропневмоклапанами и находятся в периодическом механическом контакте с пластинами выходного вгла механизма вращения детали.
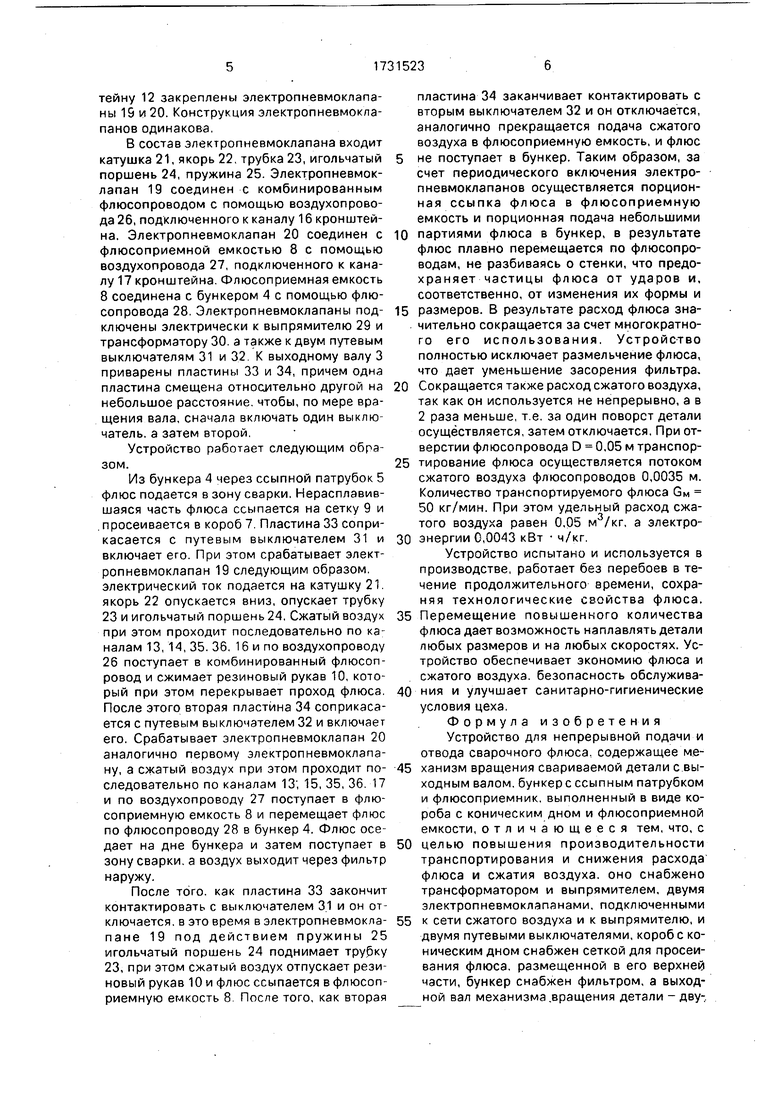
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - кронштейн,
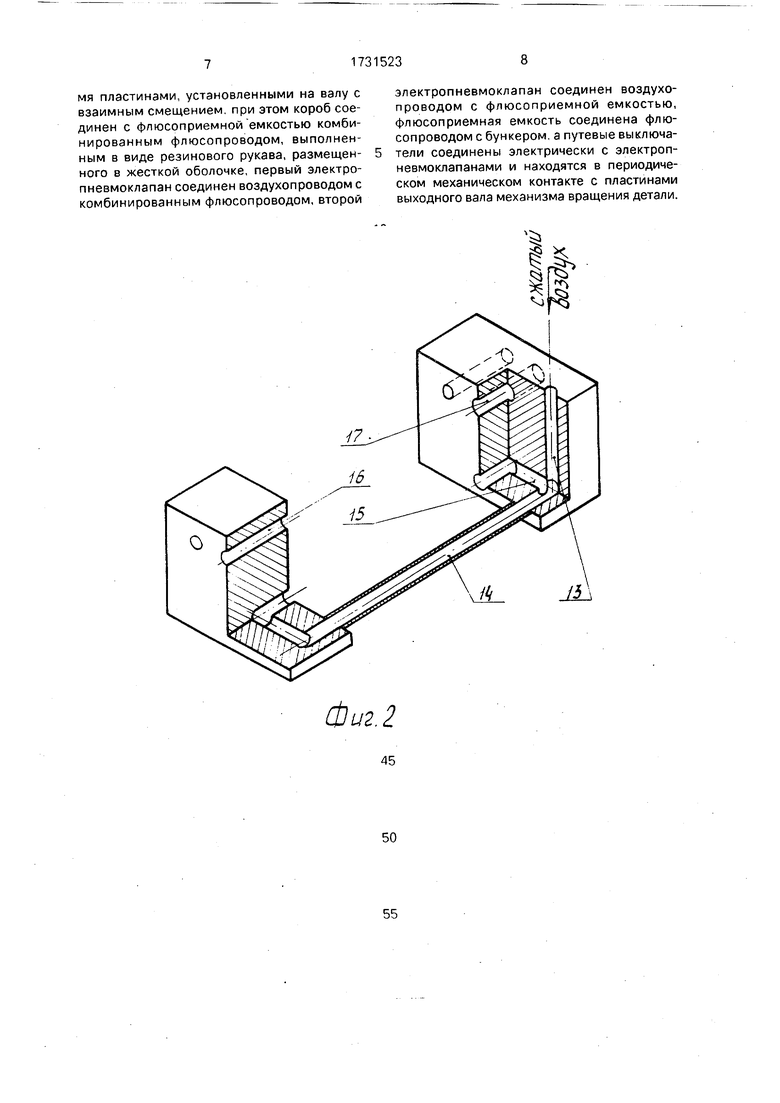
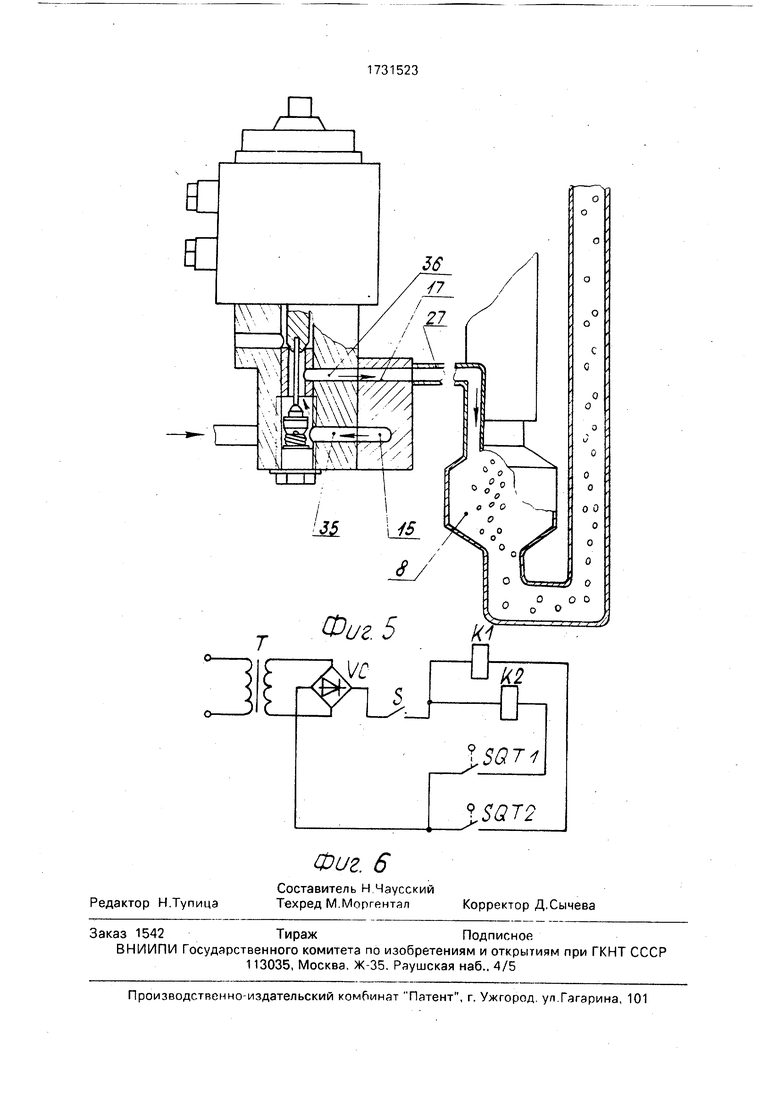
предназначенный для крепления электро- пневмоклапанов и для подключения их к сети сжатого воздуха, к комбинированному флюсопроводу и к флюсоприемной емкости; на фиг. 3 - конструкция электропневмоклапана; на фиг, 4 - схема прохождения сжатого воздуха при срабатывании первого электропневмоклапана и порционная подача флюса в флюсоприемную емкость; на фиг. 5 - то же, при срабатывании второго электропневмоклапана и порционная подача флюса в бункер; на фиг. 6 - электрическая схема устройства.
Устройство для подачи и отвода флюса имеет механизм 1 вращения свариваемой
детали 2 с выходным валом 3, бункер 4 с ссыпным патрубком 5 и фильтром 6, флю- соприемник, выполненный в виде короба 7 с коническим дном и флюсоприемной емкости 8. Короб снабжен сеткой 9 для просеивания флюса и соединен с флюсоприемной емкостью комбинированным флюсопроводом, выполненным в виде резинового рукава 10, размещенного в жесткой оболочке 11. Кронштейн 12 имеет внутренние каналы 1317 для прохождения сжатого воздуха. Воздухопровод 18, идущий от сети сжатого воздуха, подключают к каналу 13. К кронштеину 12 закреплены электропневмоклапа- ны 19 и 20. Конструкция электропневмокла- панов одинакова,
В состав электропневмоклапана входит катушка 21, якорь 22, трубка 23, игольчатый поршень 24, пружина 25. Электропневмок- лапан 19 соединен с комбинированным флюсопроводом с помощью воздухопровода 26, подключенного к каналу 16 кронштейна. Электропневмоклапан 20 соединен с флюсоприемной емкостью 8 с помощью воздухопровода 27, подключенного к каналу 17 кронштейна. Флюсоприемная емкость 8 соединена с бункером 4 с помощью флю- сопровода 28. Электропневмоклапаны подключены электрически к выпрямителю 29 и трансформатору 30. а также к двум путевым выключателям 31 и 32. К выходному валу 3 приварены пластины 33 и 34, причем одна пластина смещена относительно другой на небольшое расстояние, чтобы, по мере вращения вала, сначала включать один выключатель, а затем второй.
Устройство работает следующим образом.
Из бункера 4 через ссыпной патрубок 5 флюс подается в зону сварки. Нерасплавившаяся часть флюса ссыпается на сетку 9 и .просеивается в короб 7. Пластина 33 соприкасается с путевым выключателем 31 и включает его. При этом срабатывает элект- ропневмоклапан 19 следующим образом, электрический ток подается на катушку 21. якорь 22 опускается вниз, опускает трубку 23 и игольчатый поршень 24. Сжатый воздух при этом проходит последовательно по каналам 13, 14, 35. 36, 16 и по воздухопроводу 26 поступает в комбинированный флюсоп- ровод и сжимает резиновый рукав 10, который при этом перекрывает проход флюса. После этого вторая пластина 34 соприкасается с путевым выключателем 32 и включает его. Срабатывает Электропневмоклапан 20 аналогично первому электропневмоклапа- ну, а сжатый воздух при этом проходит последовательно по каналам 13; 15, 35, 36. 17 и по воздухопроводу 27 поступает в флю- соприемную емкость 8 и перемещает флюс по флюсопроводу 28 в бункер 4. Флюс оседает на дне бункера и затем поступает в зону сварки, а воздух выходит через фильтр наружу.
После того, как пластина 33 закончит контактировать с выключателем 31 и он отключается, в это время в электропневмокла- пане 19 под действием пружины 25 игольчатый поршень 24 поднимает трубку 23, при этом сжатый воздух отпускает резиновый рукав 10 и флюс ссыпается в флюсоп- риемную емкость 8 После того, как вторая
пластина 34 заканчивает контактировать с вторым выключателем 32 и он отключается, аналогично прекращается подача сжатого воздуха в флюсоприемную емкость, и флюс
не поступает в бункер. Таким образом, за счет периодического включения электро- пневмоклапанов осуществляется порционная ссыпка флюса в флюсоприемную емкость и порционная подача небольшими
0 партиями флюса в бункер, в результате флюс плавно перемещается по флюсопро- водам, не разбиваясь о стенки, что предохраняет частицы флюса от ударов и, соответственно, от изменения их формы и
5 размеров. В результате расход флюса значительно сокращается за счет многократного его использования. Устройство полностью исключает размельчение флюса, что дает уменьшение засорения фильтра,
0 Сокращается также расход сжатого воздуха, так как он используется не непрерывно, а в 2 раза меньше, т.е. за один поворот детали осуществляется, затем отключается. При отверстии флюсопровода D 0,05 м транспор5 тирование флюса осуществляется потоком сжатого воздуха флюсопроводов 0,0035 м. Количество транспортируемого флюса GM 50 кг/мин. При этом удельный расход сжатого воздуха равен 0,05 м /кг, а электро0 энергии 0,0043 кВт ч/кг.
Устройство испытано и используется в производстве, работает без перебоев в течение продолжительного времени, сохраняя технологические свойства флюса.
5 Перемещение повышенного количества флюса дает возможность наплавлять детали любых размеров и на любых скоростях. Устройство обеспечивает экономию флюса и сжатого воздуха, безопасность обслужива0 ния и улучшает санитарно-гигиенические условия цеха.
Формула изобретения Устройство для непрерывной подачи и отвода сварочного флюса, содержащее ме5 ханизм вращения свариваемой детали с выходным валом, бункер с ссыпным патрубком и флюсоприемник. выполненный в виде короба с коническим дном и флюсоприемной емкости, отличающееся тем, что, с
0 целью повышения производительности транспортирования и снижения расхода флюса и сжатия воздуха, оно снабжено трансформатором и выпрямителем, двумя электропневмоклапанами, подключенными
5 к сети сжатого воздуха и к выпрямителю, и двумя путевыми выключателями, коробе коническим дном снабжен сеткой для просеивания флюса, размещенной в его верхней части, бункер снабжен фильтром, а выходной вал механизма .вращения детали - двумя пластинами, установленными на валу с взаимным смещением, при этом короб соединен с флюсоприемной емкостью комбинированным флюсопроводом, выполненным в виде резинового рукава, размещенного в жесткой оболочке, первый электро- пневмоклапан соединен воздухопроводом с комбинированным флюсопроводом, второй
электропневмоклапан соединен воздухопроводом с флюсоприемной емкостью, флюсоприемная емкость соединена флюсопроводом с бункером, а путевые выключатели соединены электрически с электроп- невмоклапанами и находятся в периодическом механическом контакте с пластинами выходного вала механизма вращения детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной циркуляции флюса при сварке | 1989 |
|
SU1609575A1 |
| Устройство для непрерывной циркуляции флюса при сварке | 1990 |
|
SU1798083A1 |
| Флюсоаппарат смешанной системы | 1979 |
|
SU956194A1 |
| Флюсоаппарат | 1980 |
|
SU893451A1 |
| Пневматический флюсоаппарат | 1979 |
|
SU863239A1 |
| ФЛЮСОАППАРАТ ВСАСЫВАЮЩЕЙ СИСТЕМЫ | 1968 |
|
SU211706A1 |
| Флюсоаппарат смешанной системы | 1978 |
|
SU867562A1 |
| Пневмовинтоверт | 1987 |
|
SU1484546A1 |
| Установка для многоголовочной сварки | 1988 |
|
SU1687413A1 |
| Устройство для контактной сварки | 1989 |
|
SU1639912A1 |
Использование: автоматическая сварка под флюсом длинномерных швов крупных металлоконструкций. Из бункера 4 через патрубок 5 флюс подают в зону сварки. Остаток флюса через сетку 9 попадает в короб 7 При вращении вала 3 пластина 33 включает путевой выключатель 31. Срабатывает электропневмоклапан 10 и сжатый воздух через пневмосистему сжимает рукав 10, перекрывая проход флюса. При включении путевого выключателя 32 пластиной 34 срабатывает электропневмоклапан 20 и флюс через флюсопровод 28 поступает в
Фиг. 2
Jii
т, г, Л
T- I C. Ч
21
Фиг. 6
Составитель Н Чаусский
Техред М.МоргенталКорректор Д.Сычева
Редактор Н.Тупица
Заказ 1542ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва. Ж-35. Раушская наб.. 4/5
| Чвертко А.И | |||
| Флюсовая аппаратура для автоматической и механической сварки - М,: Машиностроение 1986, с, 72, рис | |||
| Солесос | 1922 |
|
SU29A1 |
| - М.: Машиностроение, 1963, с | |||
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
