| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1992 |
|
SU1838054A3 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| ЗОНТ | 2002 |
|
RU2206258C2 |
| Устройство для алмазного выглаживания поверхностей деталей | 1980 |
|
SU933411A1 |
| Способ восстановления полой цилиндрической детали | 1978 |
|
SU863292A1 |
| Устройство для выглаживания сложных поверхностей | 1976 |
|
SU560741A1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗУБНЫХ МОСТОВ | 2016 |
|
RU2624379C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2103099C1 |
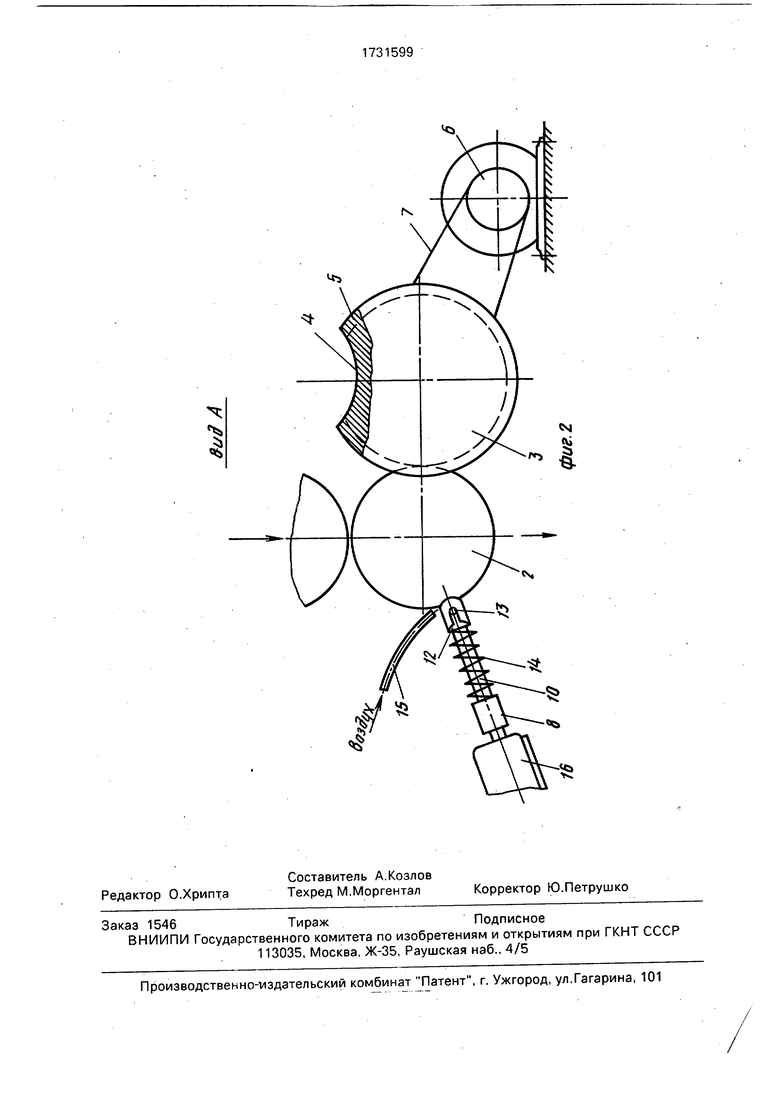
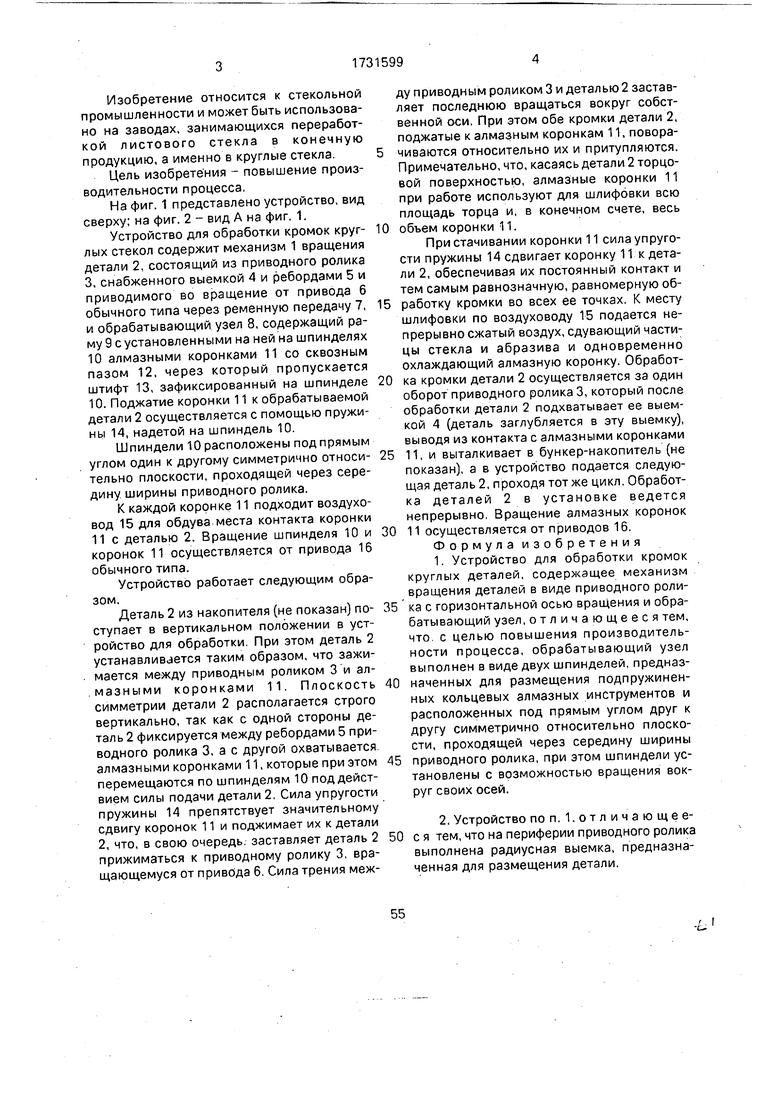
Использование: в стекольной промышленности на заводах строительного и технического стекла, связанных с переработкой листового стекла в конечную продукцию, а именно в круглые стекла. Деталь 2 поступает в устройство, где подпружиненными алмазными коронками 11 поджимается к природному ролику 3. Зажатая деталь 2 за счет возникающей между ней и роликом 3 силы трения начинает вращаться. Кромки детали 2 притупляются, так как касаются торцовых поверхностей алмазных коронок 11, шпиндели 10 которых расположены под прямым углом друг к другу симметрично относительно плоскости, проходящей через середину ширины приводного ролика. Совершив полный оборот вокруг своей оси, деталь 2 попадает в радиусную выемку приводного ролика 3, выходит из контакта с алмазными коронками и выносится роликом 3 в бункер-накопитель. При обработке детали 2 приводной ролик 3 совершает один оборот вокруг своей оси за счет того, что длина окружности приводного ролика кратна длине окружности обрабатываемой детали 2. 1 з.п. ф-лы, 2 ил. (Л С
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ЗАУСЕНЦЕВ С ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1972 |
|
SU432979A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
