Известны конструкции контейнеров для прессования металлов, состоящие из нескольких бандажей, запрессованных один в другой, для создания предварительного натяга и снятия части напряжений с рабочей втулки.
Предложенная конструкция контейнера отличается от известной наличием между бандажами прокладки, которая представляет собой бандаж, разрезанный в одном или нескольких местах по образующей. При прессовании в прокладке возникают меньшие усилия, чем в целом бандаже. Это позволит изготовлять прокладку из менее .прочной стали и экономить высокопрочную контейнерную сталь. Кроме того, если располагать отверстия под электронагревательные элементы не в специально упрочненном целом бандаже, а в тонкой прокладке, где из-за низких напряжений не будет возникать опасности концентрации напряжений на поверхности отверстий, то конструкция контейнера облегчается.
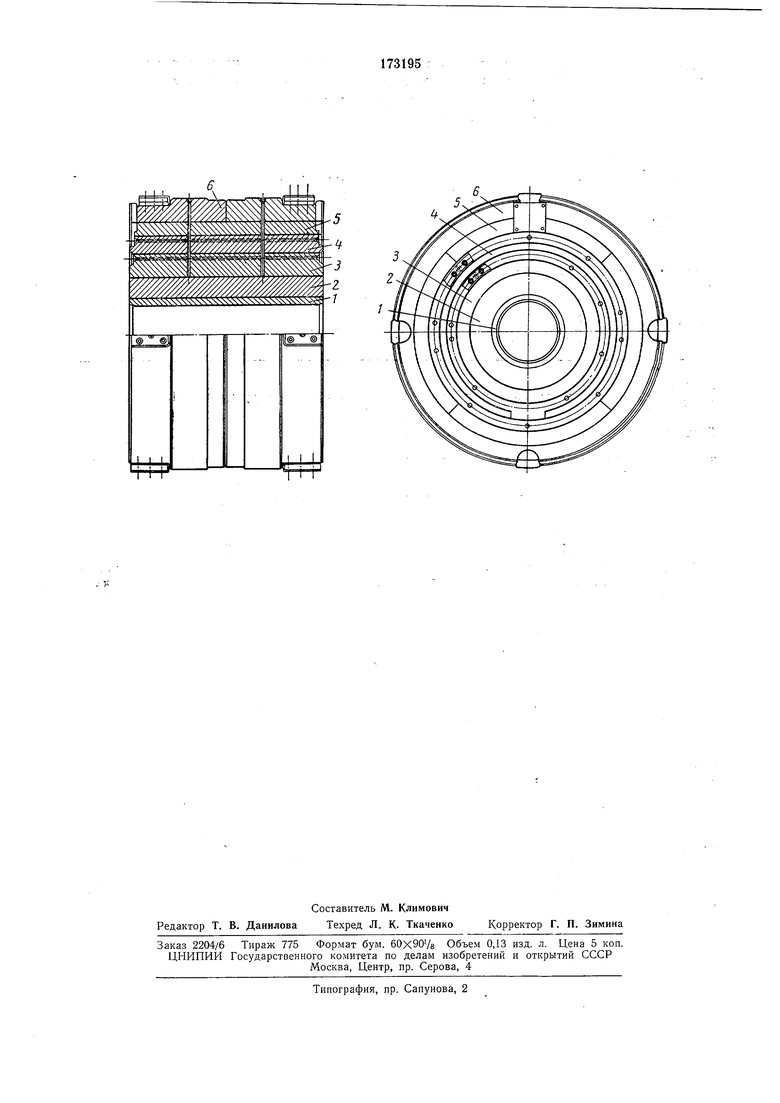
На чертеже изображен многослойный контейнер для прессования металлов.
На внутреннюю рабочую втулку / напрессованы бандажи 2, 3 и 4, прокладка 5 и наружный бандаж 6.
Рабочее давление, приложенное к внутренней поверхности втулки, воспринимается каждым бандажом за счет радиальных напряжений сжатия. Одновременно в каждом бандаже возникают тангенциальные растягивающие напряжения, благодаря которым каждый бандаж берет на себя часть нагрузки. В прокладке тангенциальных напряжений не возникает, она передает всю приходящуюся на
нее нагрузку на следующий целый бандаж за счет радиальных напряжений. Напряжения в прокладке ниже, чем общее напряжение в целом бандаже, из-за отсутствия в прокладке тангенциальных напряжений.
Предмет изобретения
Многослойный контейнер для экструдингпроцесса, собранный из нескольких концентрично посаженных один на другой бандажей, отличающийся тем, что, с целью облегчения контейнера и экономии дорогостоящих сталей, между двумя или несколькими парами бандажей помещены прокладки, выполненные
в виде бандажа, разрезанного по образующей в одном или нескольких местах.
.
I I
I I I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ сборки с натягом деталей типа вал-втулка из оптически активных материалов | 1980 |
|
SU935247A1 |
| МАТРИЦА ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ АВТОМОБИЛЬНЫХ ШИН | 2001 |
|
RU2219053C2 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2308332C1 |
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛОВ (ВАРИАНТЫ) И КОНТЕЙНЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2335708C2 |
| Устройство для крепления бандажа на корпусе вращающегося барабана | 1983 |
|
SU1149113A1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| Способ прессования изделий из порошковых материалов и устройство для его осуществления | 1986 |
|
SU1344513A1 |
| Втулка, запрессованная в кон-ТЕйНЕР для пРЕССОВАНия | 1979 |
|
SU816607A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДЬ^Х ОБРАЗЦОВ | 1972 |
|
SU344992A1 |