Изобретение относится к механической обработке металлов без снятия стружки, в частности к непрерывному процессу прокатки труб валками, и может быть использовано для профилирования круглых труб в многоугольные.
Известен прокатный стан для профилирования квадратных заготовок, содержащий формующие клети, имеющие эксцентрично смонтированные валки.
Известно устройство для производства труб прямоугольного сечения, содержащее клети с неприводными и клети с приводными валками, чередующиеся между собой.
Известно также устройство для профилирования многоугольных труб, содержащее чередующиеся пары роликов, сгруппированные последовательно в формующую и калибрующую секции.
Недостатком известного устройства является сложность и трудоемкость его переналадки при переходе с одного
типоразмера профилируемых труб на другой.
Цель изобретения -упрощение переналадки.
Поставленная цель достигается тем, что устройство для профилирования многоугольных труб, содержащее чередующиеся пары роликов, сгруппированные последовательно в формующую и калибрующую секции, снабжено каркасами прямоугольной формы с горизонтальными и вертикальными пазами в стенках и балками по две на каждый ряд роликов, расположенных по одну сторону каркасов в секции, при этом балки установлены с возможностью поворота и перемещения в пазах каркасов.
На фиг.1 показано устройство вид сбоку; на фиг.2 -то же, продольный разрез; на фиг.З - разрез А-А на фиг.2.
Устройство 1 смонтировано в средней части горизонтальной рамы 2, на которой по обе его стороны подвижно установлены поСО
С
XI
со со
со ю
дающая 3 и приемная 4 самоходные тележки, последняя из которых имеет захваты 5. Устройство содержит шесть каркасов 6-11 прямоугольной формы, установленных вертикально. В вертикальных стенках каркасов 7,9 и 11 выполнены вертикальные сквозные пазы 12 прямоугольной формы. Горизонтальные стенки каркасов 6, 8 и 10 соответственно имеют горизонтальные аналогичные пазы (не показаны). Между каркасами 6 и 8 смонтированы первые две пары горизонтально подвижных попарно параллельных балок 13 и 14, а между каркасами 8 и 11 две других аналогичных пары балок 15 и 16 (фиг.2,3). Подвижность указан- ных балок является наладочной. Между каркасами 7 и 9 смонтированы первые две пары вертикально наладочно подвижных попарно параллельных балок 17 и 1 8, а между каркасами 9 и 11 - две других аналогичных пары балок 19 и 20. Между каждой парой параллельных балок 13 - 16 с возможностью свободного вращения смонтированы ряды вертикальных роликов 21. Аналогично между балками 17-20 смонтированы ряды горизонтальных роликов 22. Последовательность установки вертикальных и горизонтальных роликов такова, что они чередуются между собой. Балки 13,14, 17 и 18 со своими роликами образуют формую- щую секцию устройства, а балки 15,16,19 и 20 со своими роликами - калибрующую секцию.
Устройство работает следующим образом.
Перед началом работы устройство налаживается на соответствующий типоразмер формуемой трубы. Для этого, например, пара балок 17 принудительно перемещается в пазах 12 кронштейнов 7 и 9, после чего фиксируется в заданном положении любым
известным способом. Из фиг.2 видно, что пара балок 17 может не только перемещаться по вертикали, но и менять угол своего наклона, для чего концы этой пары в каркасах 7 и 9 также следует переместить вдоль своих пазов. Поскольку с концами балок 17 формующей секции через цапфы общего ролика, размещенные в пазах 12 каркаса 9, шарнирно связаны концы балок 19 калибрующей секции, то балки 19 также получают вертикальное наладочное перемещение. Для окончательной наладки балок 19 следует расфиксировать их концы в каркасе 19, переместить в пазах на нужную высоту и вновь зафиксировать. Аналогично производится наладка остальных вертикальных и горизонтальных пар параллельных балок. После наладки конец формуемой трубы заводится в устройство со стороны Вход и подающая тележка 3 вводит трубу в устройство 1. Когда, пройдя устройство 1, формуемая труба начнет выходить из него со стороны Выход, она попадает в захваты 5 приемной тележки 4. Тележка 4 начинает принудительно выводить формуемую трубку из устройства 1,
Формула изобретения Устройство для профилирования круглой трубы в многоугольную, содержащее чередующиесяпары роликов, сгруппированные последовательно в формующую и калибрующую секции, отличающееся тем, что, с целью упрощения переналадки, оно снабжено каркасами пря- моуголь.ной формы с горизонтальными и вертикальными пазами в стенках и балками, по две на каждый ряд роликов, расположенных по одну сторону каркасов в секции, при этом балки установлены с возможностью поворота и перемещения в пазах каркасов.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Профилегибочный стан | 1982 |
|
SU1042839A1 |
| Устройство для поперечного перемещения проката | 1978 |
|
SU774647A1 |
| Формовочный стан для производства сварных труб | 1977 |
|
SU665962A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2371271C2 |
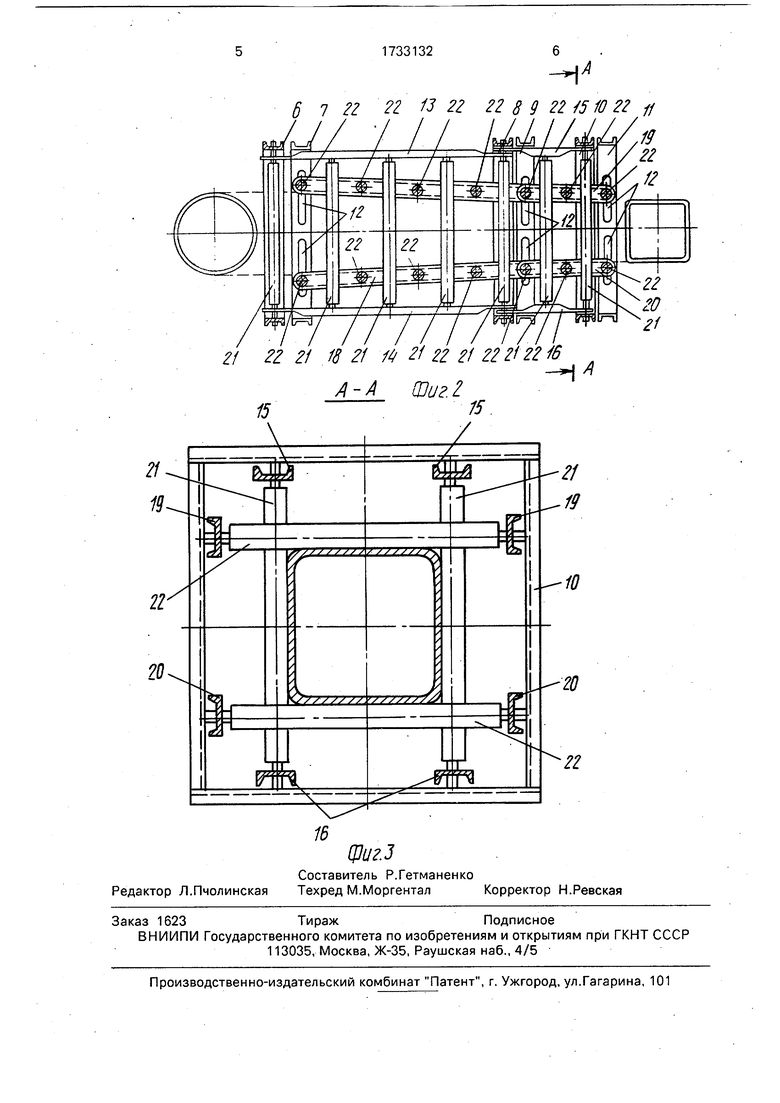
Изобретение м.б. использовано при профилировании круглых труб в многоугольные. Устройство для профилирования содержит чередующиеся пары роликов, сгруппированные последовательно в формующую и калибрующую секции. Шесть каркасов 6,7,8,9, 10 и 11 прямоугольной формы установлены вертикально. В вертикальных стенках выполнены сквозные пары прямоугольной формы, а в горизонтальных стенках между каркасами смонтированы пары балок 13 и 14, 15 и 16, 17 и 18, 19 и 20 с рядами роликов. Трубу задают в устройство и вытягивают тележками. Устройство - простое в наладке и обслуживании. 3 ил.
6 3 i в s ю iff 4
ЧЭцг.
6 1 22 22 13 22 22 8 9 22 15 Ю 22 //
4
/гг
21 22 21 18 21 М 21 22 21 22 212216
А-А Шиг 15
20
20 21
| 1970 |
|
SU428008A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Стан для продольной прокатки труб | 1977 |
|
SU619229A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
