Изобретение относится к контрольно- измерительной технике в машиностроении и может быть использовано для определения линейных размеров деталей.
Известно устройство для сортировки деталей по линейным размерам, содержащее установленную на направляющих с возможностью движения в горизонтальной плоскости кассету.
Недостатком этого устройства является невозможность определения точного размера изделия и передачи этого размера в регистрирующую аппаратуру.
Известно также устройство для сортировки по линейным размерам стержневых изделий ступенчатой формы, содержащее корпус, кассету с гнездами для сортируемых изделий, направляющие для перемещения кассеты и контрольный блок с размещенным в нем контрольным щупом.
Недостатком этого устройства является недостаточная точность измерений, так как при измерении изделие базируется в гнездах кассеты, что не обеспечивает единую базу измерений. Кроме того, на этом устройстве невозможна передача измерительной информации в регистрирующую аппаратуру.
Целью изобретения является повышение точности при автоматизированном измерении размеров деталей.
Указанная цель достигается тем, что в устройстве для измерения линейных разме-. ров деталей, содержащем корпус, установ- ленные на нем направляющие для размещения контролируемых деталей, механизм перемещения кассет, измеритель1- ную позицию, предназначенную для базирбвания деталей, преобразователь линейных перемещений, неподвижные элементы которого закреплены на корпусе, а подвижные предназначены для контактирования с контролируемой деталью, и блок регистрации, измерительная позиция выполнена в виде установленных на направляющих плоскопараллельных плиток со
VI
00 GJ Ю
(Ј
скосами, предназначенными для контактирования с контролируемыми деталями, уст- ройство снабжено подпружиненным фиксатором, выполненным в виде стержня со сферической головкой, установленным в корпусе в зоне измерительной позиции и предназначенным для фиксации кассеты с деталями, и электромагнитным узлом, неподвижный контакт которого установлен на корпусе, а подвижный - на фиксаторе со стороны, противоположной головке, при этом электроконтактный узел и преобразователь линейных перемещений электрически связаны с блоком регистрации.
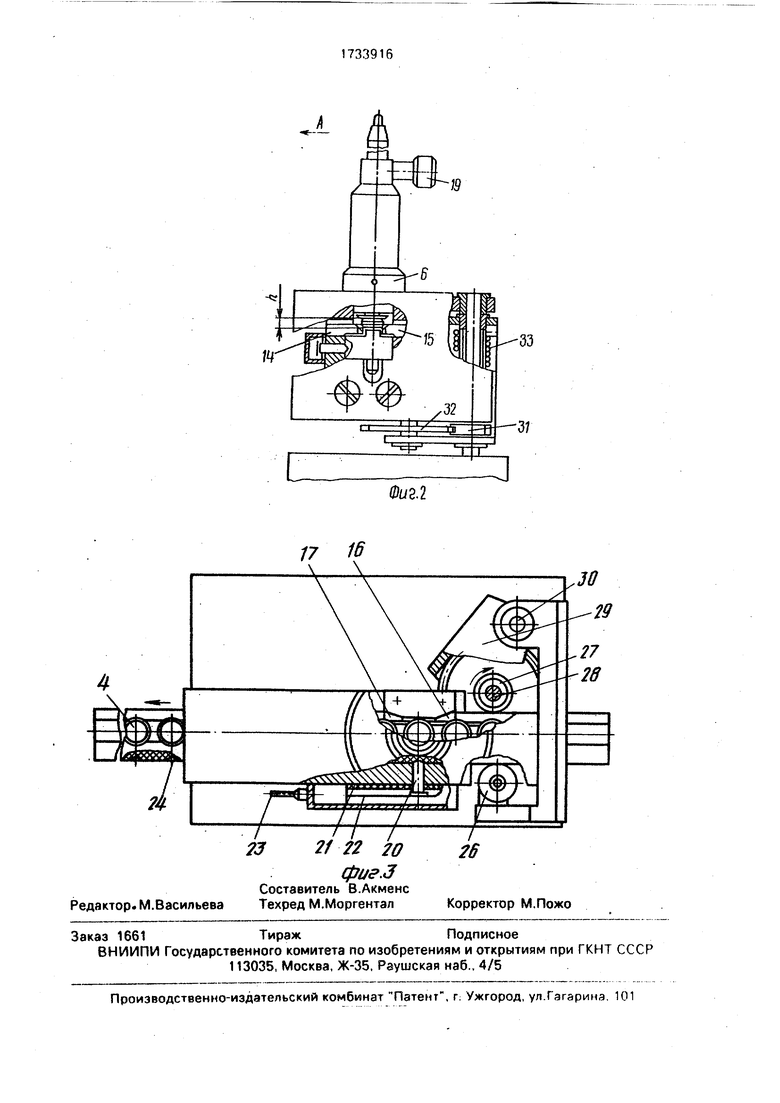
На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - то же, вид сверху.
Устройство содержит корпус 1, на котором установлена направляющая 2, в которой помещена кассета 3 с гнездами 4 для измеряемых деталей 5, представляющих собой ступенчатое изделие, которому требуется измерить высоту верхней ступени h. К направляющей 2 крепится контрольный блок 6, выполненный в виде корпуса 7 с центральным каналом 8, в котором размещен преобразователь 9 линейных перемещений, взаимодействующий с закрепленным с возможностью осевого перемещения в корпусе 7 измерительным наконечником 10. Прижатие наконечника 10 к измеряемой детали 5 обеспечивается пружиной 11, а его ход ограничивается штифтом 12. Перемещение измерительного наконечника 10 преобразователем 9 линейных перемещений преобразуется в электрический сигнал и по проводу 13 передается в регистрирующее устройство. Для базирования детали 5 во время измерения к направляющей 2 плоскопараллельные плитки 14 и 15. имеющие Скос 16 и задний скос 17 для плавного перемещения верхней ступени измеряемой детали 5 с кассеты 3 на планки базирования 14, 15 и обратно в кассету 3, Для крепления датчика 9 в корпусе 7 служит скоба 18 с винтом 19.
Для передачи измерительной информации в регистрирующую аппаратуру именно в тот момент, когда под преобразователем 9 линейных перемещений находится измеряемая деталь 5, к направляющей 2 крелит- ся подпружиненный фиксатор 20, выполненный в виде стержня со сферической головкой и установленный в корпусе в зоне измерительной позиции, а также элек- троконтатный узел с одним неподвижным контактом 21, подвижным контактом 22 и проводом 23, а на кассете 3 напротив середины каждого гнезда 4 одной из боковых
поверхностей размещены углубления 24. взаимодействующие с фиксатором 20.
В одном конце направляющей 2 крепится механизм 25 перемещения кассеты 3, содержащий опорный ролик 26 и ведущий ролик 27, покрытый фрикционным материалом, Ролик 27 выполнен самонажимающимся. Для этого он помещен на оси 28, размещенной в корпусе 29, который выпол0 нен с возможностью повор вокруг оси 30.
Привод ведущего ролика 27 осуществляется
через ось 30 посредством шестерен 31 и 32.
Электромотор и редуктор, вращающие
ось 30, размещены в корпусе 1 (не показа5 ны). Для обеспечения первоначального прижима ведущего ролика 27 к кассете 3 служит пружина 33. В дальнейшем прижим обеспечивается самим вращением ролика.
Устройство работает следующим обра0 зом
В начале работы измеряемые детали 5 закладываются в кассету 3. Включается привод механизма 25 перемещения кассеты 3 и кассета вставляется в направляющую 2 со
5 стороны механизма 25. Механизм 25 обеспечивает непрерывное равномерное движе- ние кассеты 3 в направляющей 2. Направление движения показано стрелкой. По мере движения кассеты 3 по направляю0 щей 2 детали 5 поочередно по переднему скосу 16 размещаются на базирующие плитки 14, 15. Когда очередная деталь 5 находится под измерительным наконечником 10, взаимодействуя с углублением 24 и фикса5 тором 20, срабатывают контакты 21, 22 и по проводу 23 подается управляющий сигнал для ввода измерительной информации с провода 13. Подобным образом вводится размеренная информация и с других нахо0 дящихся на кассете деталей. После прохода кассеты через устройство в него вставляется другая кассета и цикл повторяется.
Устройство позволяет автоматически вводить результаты измерений в ЭВМ или
5 другое регистрирующее устройство и повышает точность и повторяемость измерений. Формула изобретения Устройство для измерения линейных размеров деталей,.содержащее корпус, ус0 тановленные на нем направляющие, предназначенные для размещения в них с возможностью перемещения кассет, предназначенных для размещения контролируемых деталей, механизм перемещения
5 кассет, измерительную позицию, предназначенную для базирования деталей, преобразователь линейных перемещений, неподвижные элементы которого закреплены на корпусе, а подвижные предназначены для контактирования с контролируемой деталью, и блок регистрации, отличающееся тем, что, с целью повышения точности при автоматизированном измерении размеров деталей, измерительная позиция выполнена в виде установленных на направляющих плоскопараллельных плиток со скосами, предназначенными для конта- тирования с контролируемыми деталями, устройство снабжено подпружиненным фиксатором, выполненным в виде стержня
со сферической головкой, установленным в корпусе в зоне измерительной позиции и предназначенным для фиксации кассеты с деталями, и электромагнитным узлом, неподвижный контакт которого установлен на корпусе, а подвижный - на фиксаторе со стороны, противоположной головке, при этом электроконтактный узел и преобразователь линейных перемещений электрически связаны с блоком регистрации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля геометрических размеров канавок в деталях | 1989 |
|
SU1740977A1 |
| Устройство для измерения расстоянияМЕжду ОСяМи дВуХ ОТВЕРСТий | 1979 |
|
SU842382A1 |
| Профилометр для контроля качества плоских поверхностей | 1985 |
|
SU1303807A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1991 |
|
RU2011154C1 |
| Устройство для измерения зазора между рабочими поверхностями литейных полуформ | 1988 |
|
SU1682753A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для электроискровой обработки внутренних цилиндрических поверхностей | 1988 |
|
SU1657308A1 |
| БЫСТРОПЕРЕНАЛАЖИВАЕМАЯ ИЗМЕРИТЕЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2155931C2 |
| Измерительная головка | 1990 |
|
SU1763860A1 |
| Накопитель деталей | 1982 |
|
SU1039691A1 |
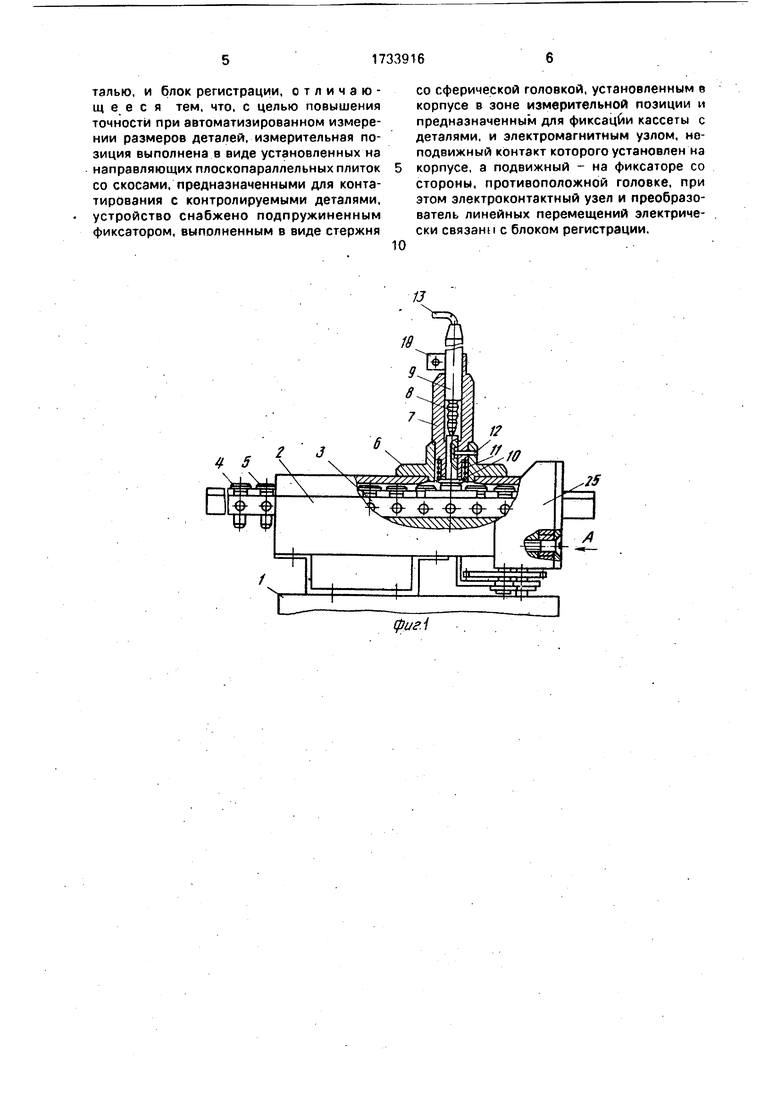
Изобретение относится к измерительной технике. Цель изобретения - повышение точности измерений путем введения единой измерительной базы при автоматической адресованной передаче результатов измерений большого количества однотипных деталей в регистрирующую аппаратуру (например ЭВМ). Для этого в устройстве, содержащем корпус 1, кассету 3 с гнездами 4 для деталей 5, направляющую 2, механизм 25 для перемещения кассеты и контрольный блок 6, под измерительным наконечником 10 размещены плитки базирования деталей и линия управления вводом измерительной информации в регистрирующую аппаратуру с замыкающими контактами, взаимодействующими через фиксаторе углублениями на кассете 3 3 ил
4 5
фиг
73 21 22 20
фиг.З
Составитель В.Акменс Техред М.Моргентал
29
7 2S
Корректор М.Пожо
| Устройство для сортировки по линейным размерам стержневых изделий ступенчатой формы | 1986 |
|
SU1395388A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
