L-Ф- JL
жена цанга 24. В начале цикла работы станка патрон 9 охватывает абразивный круг и манипулятор 6 устанавливает его на шпиндель 3. После поворота манипулятора 6 вокруг горизонтальной оси на 180° патрон 10 устанавливает цангу 24 поверх абразивного круга на шпинделе 3 и фиксирует тем самым абразивный круг. После отвода манипулятора 6 производят испытание абразивного круга. Затем манипулятор 6 снимает абразивный круг со шпинделя 3 и устанавливает его на свободную оправку. Тактовый стол совершает угловое перемещение (деление) на один шаг. Затем цикл работы станка повторяется. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ ИСПЫТАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2022 |
|
RU2806141C1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Зажимное устройство для токарного станка | 1983 |
|
SU1127696A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Резьбошлифовальный станок | 1984 |
|
SU1288001A1 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1563893A1 |
| Станок для обработки сферических поверхностей колец подшипников качения | 1983 |
|
SU1110547A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
Изобретение относится к производству абразивных инструментов и касается станков для испытания абразивных кругов на прочность. Цель изобретения - расширение технологических возможностей станка путем обеспечения испытания кругов малых диаметров за счет сокращения затрат вспомогательного времени. В испытательной камере 2 установлен вертикальный шпиндель 3. Станок также имеет тактовый стол, промышленный робот 5 с манипулятором 6. На торце манипулятора 6 соосно и оппозитно установлены схваты в виде патронов 9 и 10. На тактовом столе размещены два кольцевых ряда быстросменных оправок для абразивных кругов. Манипулятор 6 может поворачиваться вокруг вертикальной и горизонтальной осей. В патроне 10 располо
Изобретение относится к производству абразивных инструментов и касается станков для испытания абразивных кругов на прочность.
Цель изобретения - расширение технологических возможностей станка путем обеспечения испытаний кругов малых диаметров.
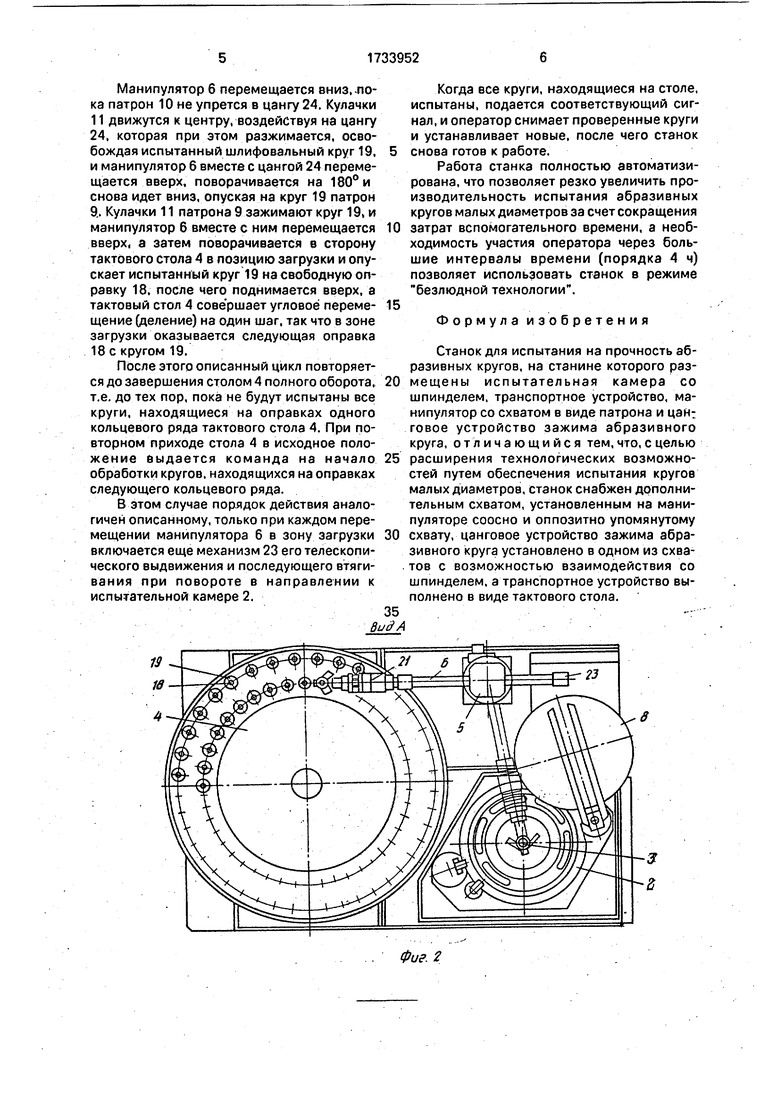
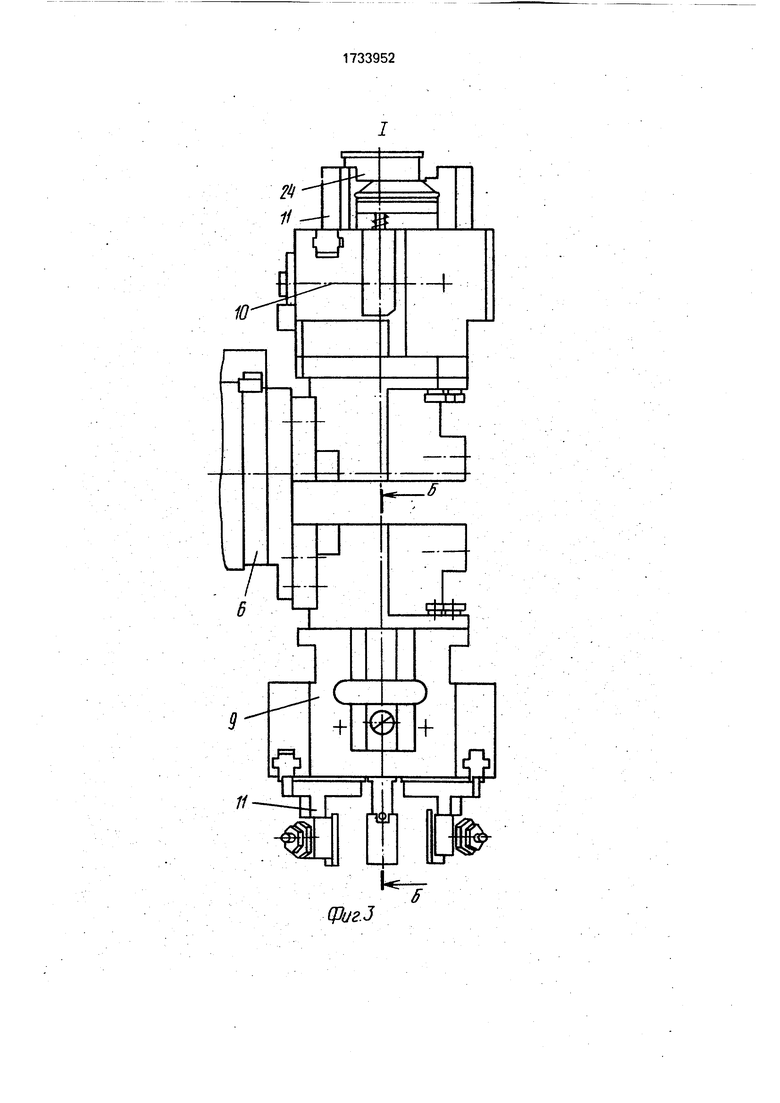
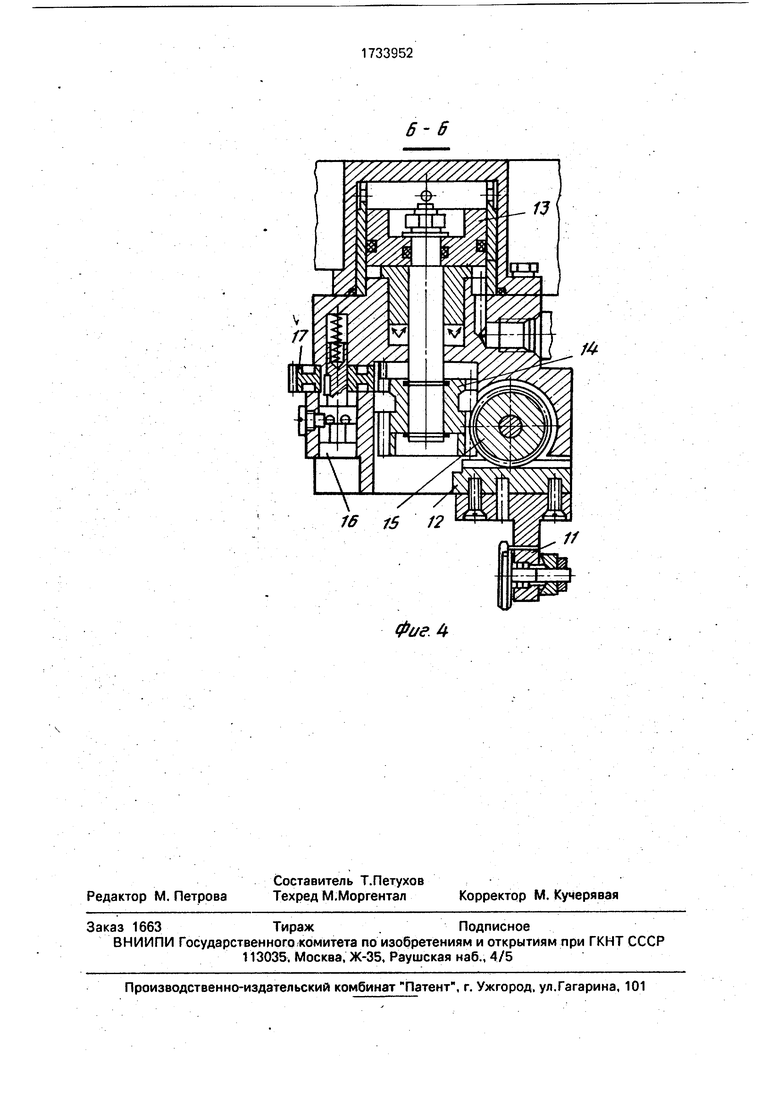
На фиг. 1 показан станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 1 (схваты манипулятора); на фиг. 4 - сечение Б-Б на фиг. 3.
На станине 1 установлена испытательная камера 2 с вертикальным шпинделем 3, тактовый стол 4, промышленный робот 5 с манипулятором 6, цилиндр 7 крышки 8 испытательной камеры.
На торце манипулятора 6 соосно закреплены оппозитные схваты в виде патронов 9 и 10, имеющих по три подвижных кулачка 11, связанных с соответствующими ползушками 12. Перемещение кулачков 11 каждого патрона осуществляется посредством гидроцилиндра 13, шток которого через трехзаходный червяк 14 и червячные колеса 15 связан со всеми ползушками 12 своего патрона,
Установочное перемещение кулачков 11 осуществляется посредством связанной с ручным приводом 16 шестерни 17, зацепляющейся с червяком 14.
На тактовом столе 4 размещены два кольцевых ряда быстросменных оправок 18 для испытуемых абразивных кругов 19.
Промышленный робот 5 имеет механизм 20 поворота манипулятора б вокруг вертикальной оси, механизм 21 ротации манипулятора 6 на 180° вокруг горизонтальной оси, механизм 22 перемещения манипулятора б в вертикальной плоскости и механизм 23 телескопического выдвижения манипулятора 6 для обслуживания разных рядов оправок 18 тактового стола.
В кулачках 11 патрона 10 располагается подпружиненное цанговое устройство зажима абразивного круга 19, имеющее цангу 24.
Станок работает следующим образом. На оправки 18 тактового стола 4 уста- навливается партия испытуемых абразивных кругов 19. В исходном положении перед началом цикла тактовый стол 4 зафиксирован, манипулятор 6 промышленного робота
5располагается в позиции загрузки так, что ось патронов 9 и 10 совпадает с осью одной
из оправок 18, и патрон 9 находится внизу, при этом кулачки 11 патрона 9 открыты, а кулачки 11 патрона 10 сжимают цангу 24, которая вследствие этого находится в разжатом состоянии.
При получении команды на начало цикла механизм 22 робота 5 осуществляет опу- скание манипулятора б до уровня расположения кругов на оправках 18. При
этом кулачки 11 патрона 9 охватывают круг 19 и зажимают его, после чего манипулятор
6поднимается и поворачивается так, чтобы ось патронов совпадала с осью шпинделя 3 испытательной камеры 2. Затем манипулятор 6 опускается, надевая круг 19 на шпиндель 3, и снова поднимается. Включается механизм 21 ротации манипулятора 6 и он поворачивается на 180°, так что теперь вниз обращен патрон 10. При последующем ходе
манипулятора 6 вниз на шпиндель 3 испытательной камеры 2 поверх круга 19 устанавливается цанга 24, кулачки 11 патрона 10 разжимаются, и при ходе манипулятора б вверх цанга 24 остается на круге 19, фиксируя его на шпинделе 3. Когда манипулятор 6, двигаясь вверх, достигает определенного уровня, он останавливается, не меняя своего положения.. Подается сигнал на начало испытания. По команде гидроцилиндр 7 осуществляет опускание крышки 8 испытательной камеры 2, и включается вращение шпинделя 3 по заданной схеме.
По окончании испытания гидроцилиндр
7открывает крышку испытательной камеры 2, и вновь включается цикл движений мани- пулятора 6.
Манипулятор 6 перемещается вниз,.пока патрон 10 не упрется в цангу 24. Кулачки 11 движутся к центру, воздействуя на цангу 24, которая при этом разжимается, освобождая испытанный шлифовальный круг 19, и манипулятор 6 вместе с цангой 24 перемещается вверх, поворачивается на 180°и снова идет вниз, опуская на круг 19 патрон 9. Кулачки 11 патрона 9 зажимают круг 19, и манипулятор 6 вместе с ним перемещается вверх, а затем поворачивается в сторону тактового стола 4 в позицию загрузки и опускает испытанный круг 19 на свободную оправку 18, после чего поднимается вверх, а тактовый стол 4 сове ршает угловое переме- щение (деление) на один шаг, так что в зоне загрузки оказывается следующая оправка 18с кругом 19.
После этого описанный цикл повторяется до завершения столом 4 полного оборота. т.е. до тех пор, пока не будут испытаны все круги, находящиеся на оправках одного кольцевого ряда тактового стола 4. При повторном приходе стола 4 в исходное положение выдается команда на начало обработки кругов, находящихся на оправках следующего кольцевого ряда.
В этом случае порядок действия аналогичен описанному, только при каждом перемещении манипулятора 6 в зону загрузки включается еще механизм 23 его телескопического выдвижения и последующего втягивания при повороте в направлении к испытательной камере 2.
Когда все круги, находящиеся на столе, испытаны, подается соответствующий сигнал, и оператор снимает проверенные круги и устанавливает новые, после чего станок снова готов к работе.
Работа станка полностью автоматизирована, что позволяет резко увеличить производительность испытания абразивных кругов малых диаметров за счет сокращения затрат вспомогательного времени, а необходимость участия оператора через большие интервалы времени (порядка 4 ч) позволяет использовать станок в режиме безлюдной технологии.
Формула изобретения
Станок для испытания на прочность абразивных кругов, на станине которого размещены испытательная камера со шпинделем, транспортное устройство, манипулятор со схватом в виде патрона и цан: говое устройство зажима абразивного круга, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения испытания кругов малых диаметров, станок снабжен дополнительным схватом, установленным на манипуляторе соосно и оппозитно упомянутому схвату, цанговое устройство зажима абразивного круга установлено в одном из схватов с возможностью взаимодействия со шпинделем, а транспортное устройство выполнено в виде тактового стола.
Фиг 2
QfyzJ
66
Фае. 4
| Рыбаков В.А | |||
| и др | |||
| Оборудование и оснастка предприятий абразивной и алмазной промышленности | |||
| Л.: Машиностроение, Ленинградское отделение | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
