сд
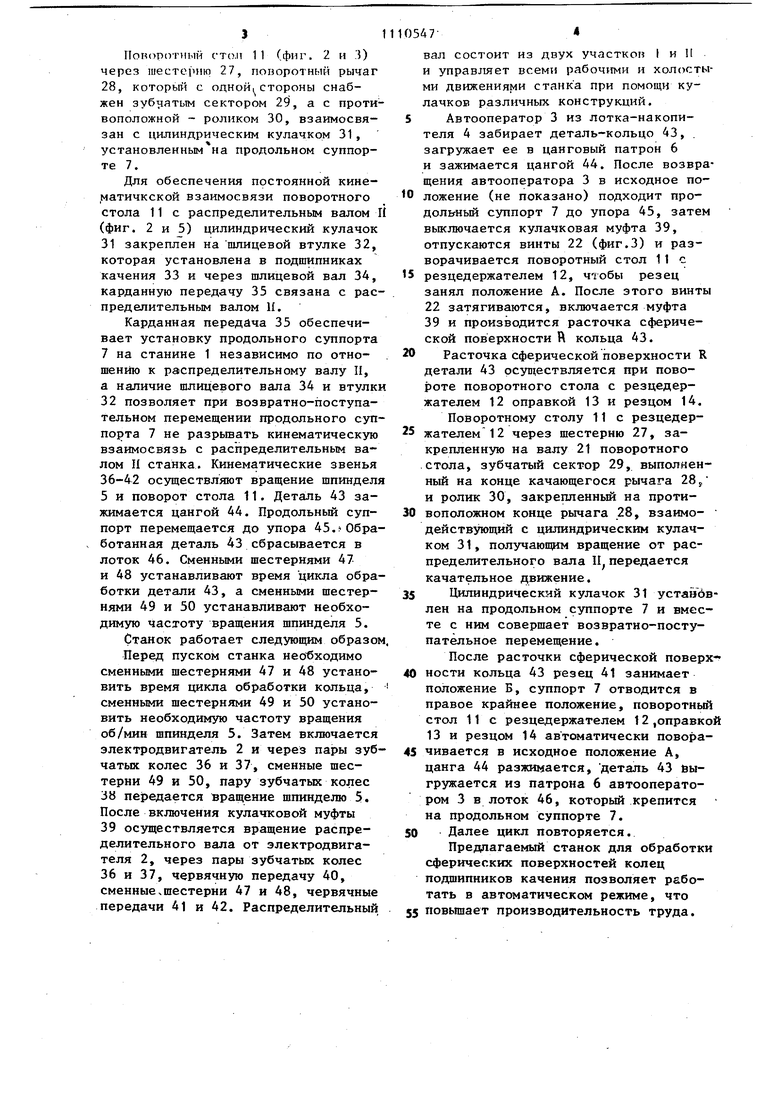
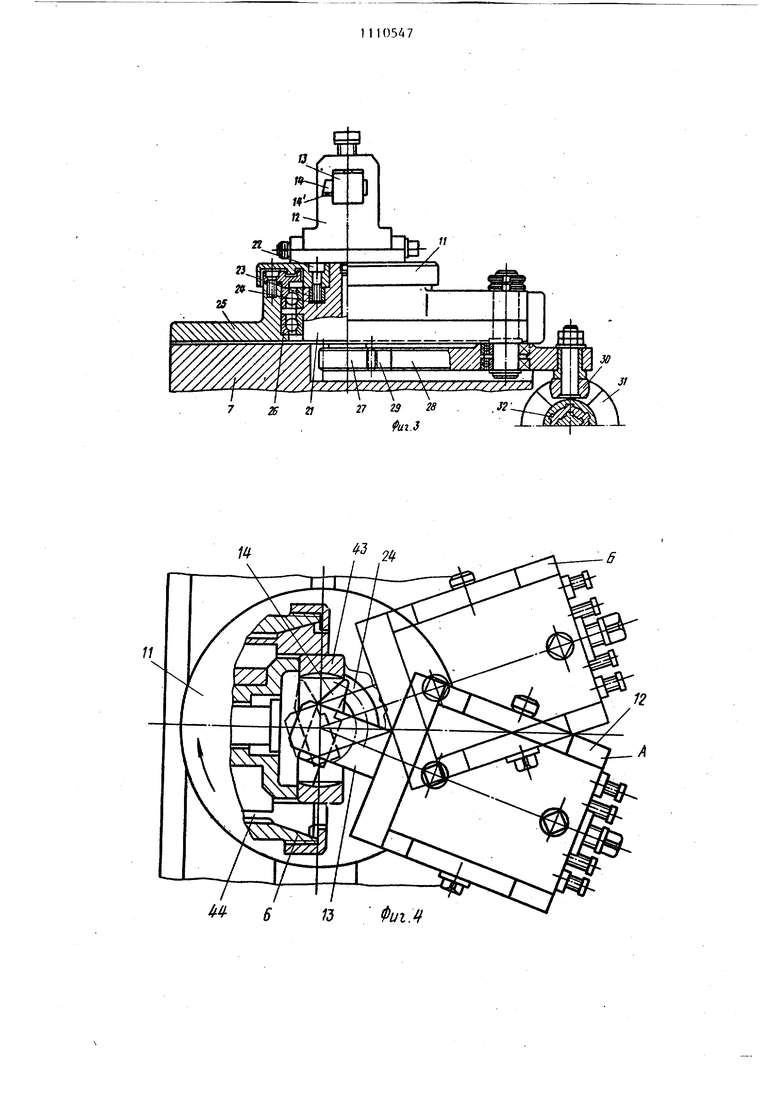
4 1Изобретение относится к станкостроению, а именно к станкам для то карной обработки внутренних и наруж ных сферическтх поверхностей, в час ности для расточки внутренней сфери ческой поверхности наружных колец шариковьк подшипников, методом поворота резца вокруг оси, которая проходит через центр сферической по верхности обрабатываемого кольца-де тали. Известен станок для обработки сф рических поверхностей колец подшипн ков качения, содержащий станину, внутри которой смонтированы электро двигатель, приводы главного и податочного движений. Сверху на станине установлен продольный суппорт, на котором в подшипниках качения смонтирована шестерня с резцодержателем оправкой и резцом, повернутым перед ней гранью вверх. На верхнем конце вала закреплена шестерня, которая входит в зацепление с шестерней, св бодно установленной на валу. Шестерня разворачивается в требуемое угловое положение рукояткой для обе печения зацепления с шестерней и фиксируется винтами Cl3Недостатками известного станка ярляются большое количество ручных вспомогательных работ, что снижает производительность труда, а также невозможность применения многостаночного обслуживания. Цель изобретения - автоматизация рабочего цикла станка. Указанная цель достигается тем, что в станке для обработки сферических поверхностей колец подшипников качения, содержащем шпиндель с патроном, продольный суппорт с приводо его перемещения, поворотный стол с резцедержателем, установленный на продольном суппорте, и привод поворота стола, привод перемещения продольного суппорта выполнен в виде сдвоенного цилиндра и двух реечных передач, а привод поворота стола выполнен в виде ведущего вала с шес терней, взаимодействующей.с дополнительно введенным в станок поворотным рычагом посредством зубчатого сектора, выполненным на одном ко це поворотного рычага, взаимодействующего с дополнительно введенным в станок цилиндрическим кулачком, причем последний установлен на продольном суппорте. 472 На торце недупитч) нала цыполлен кольцевой паз, н котором установлены дополнительно введенные н станок конические сухари с резьбовыми отверстиями, причем поворотный стол снабжен винтами, установленными в резьбовые отверстия конических сухарей для крепления поворотного стола к ведущему валу. На фиг, 1 показан предлагаемый .станок, общий вид; на фиг. 2 - кинематическая схема; на фиг. 3 - поворотный стол с приводом; на фиг. 4 - положение резца в начале и в конце резания; на фиг. 5 закрепление закрытой цилиндрической кривой на шлицевой втулке. Станок содержит (фиг.1) основание (станину) 1 коробчатой формы, внутри которой смонтирован электродвигатель 2, приводы главного и пода- точного движений. Сверху на станине установлен автооператор 3 с лоткомнакопителем 4, шпиндель 5 с цанговым патроном 6 для зажима деталей-колец подшипников. На станине установлен продольный суппорт 7 с пневмо-механическим приводом 8 возвратно-поступательного перемещения, который через золотниковую коробку 9 управляется дисковым кулачком 10. На продольном суппорте 7 установлен поворотный стол 11 с резцедержателем 12, оправкой 13 и резцом 14, повернутым передней гранью 14 вниз (фиг.З) для лучшего отвода стружки из зоны реаания и отвода ее от работего, кроме toro, исключается наматывание стружки на оправку. Пневмомеханический привод 8 (фиг. 2) включает в себя сдвоенный цилиндр 15 со штоком-рейкой 16, шестерней 17, закрепленной на валу 18, на противоположном конце которого закреплена шестерня 19, взаимодействующая с рейкой 20, установленной на п родольном суппорте 7. Для установки резца 14 в исходное положение А (фиг.4) поворотный стол 11 относительно ведущего вала 21 разворачивается и крепится к нему винтами 22 посредством конических сухарей 23, которые установлены в кольцеовм. пазу 24 на торце ведущего вала 21. Ведущий вал 21 в корпусе 25 смонтирован на подшипниках качения 26 (фиг.З).
Э
Поворотный стол 11 (фиг, 2 и 3) через шестерню 27, поиоротный рычаг 28, которьт с одной стороны снабжен зубчатым сектором 29, а с противоположной роликом 30, взаимосвязан с цилиндрическим кулачком 31, установленным на продольном суппорте 7.
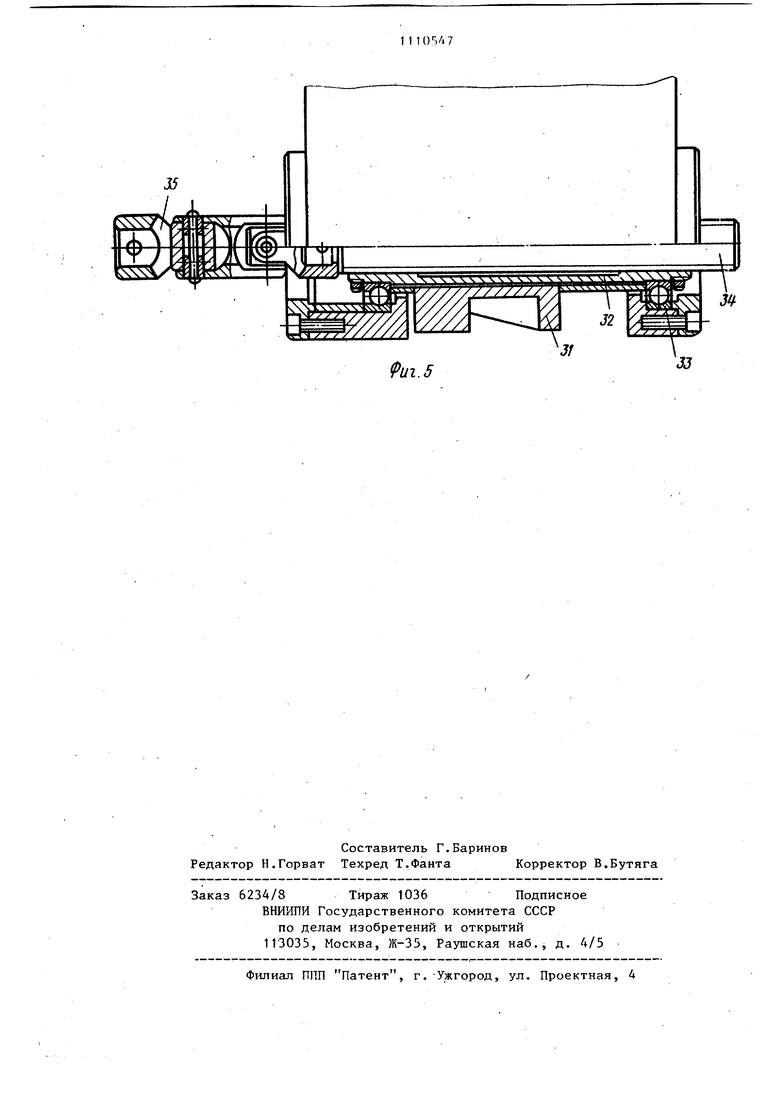
Для обеспечения постоянной кинематичкской взаимосвязи поворотного стола 11 с распределительным валом П (фиг. 2 и 5) цилиндрический кулачок
31закреплен на шлицевой втулке 32, которая установлена в подшипниках качения 33 и через шлицевой вал 34, карданную передачу 35 связана с распределительным валом И.
Карданная передача 35 обеспечивает установку продольного суппорта 7 на станине 1 независимо по отношению к распределительному валу И, а наличие шлицевого вала 34 и втулки
32позволяет при возвратно-поступательном перемещении продольного суппорта 7 не разрьшать кинематическую взаимосвязь с распределительным валом II станка. Кинематические звенья 36-42 осуществляют вращение шпинделя 5 и поворот стола 11. Деталь 43 зажимается цангой 44. Продольный суппорт перемещается до упора 45.Обработанная деталь 43 сбрасывается в лоток 46. Сменными шестернями 47
и 48 устанавливают время цикла обработки детали 43, а сменными шестернями 49 и 50 устанавливают необходимую частоту вращения шпинделя 5. Станок работает следующим образом Перед пуском станка необходимо сменными шестернями 47 и 48 установить время цикла об1 аботки кольца, сменными шестернями 49 и 50 установить необкодимзто частоту вращения об/мин шпинделя 5. Затем включается электродвигатель 2 и через пары зубчатых колес 36 и 37, сменные шестерни 49 и 50, пару зубчатых колес
38передается вращение шпинделю 5. После включения кулачковой муфты
39осуществляется вращение распределительного вала от электродвигателя 2, через пары зубчатых колес 36 и 37, червячную передачу 40, сменные.шестерни 47 и 48, червячные передачи 41 и 42. Распределительный
10547-
вал состоит из двух участков I и II и управляет всеми рабочими и холостыми движениями станка при помощи кулачков различных конструкций.
5 Автооператор 3 из лотка-накопителя 4 забирает деталь-кольцо 43, . загружает ее в цанговый патрон 6 и зажимается цангой 44. После возвращения автооператора 3 в исходное по0 ложение (не показано) подходит продолыный суппорт 7 до упора 45, затем выключается кулачковая муфта 39, отпускаются винты 22 (фиг.З) и разворачивается поворотный стол 11 с
5 резцедержателем 12, чтобы резец
занял положение А. После этого винты 22 затягиваются, включается муфта 39 и производится расточка сферической поверхности R кольца 43.
20 Расточка сферической поверхности R детали 43 рсупюствляется при повороте поворотного стола с резцедержателем 12 оправкой 13 и резцом 14. Поворотному столу 11 с резцедер25 жателем 12 через шестерню 27, закрепленную на валу 21 поворотного стола, зубчатый сектор 29, выполненный на конце качающегося рычага 28/ и ролик 30, закрепленный на проти30 воположном конце рычага 28, взаимодействующий с цилиндрическим кулачком 31, получающим вращение от распределительного вала П передается качательное движение.
35 Цилиндрический кулачок 31 устанбвлен на продольном суппорте 7 и вместе с ним совершает возвратно-поступательное перемещение.
После расточки сферической поверх-
40 ности кольца 43 резец 41 занимает положение Б, суппорт 7 отводится в правое крайнее положение, поворотный стол 11 с резцедержателем 12 ,оправкой 13 и резцом 14 автоматически повора45 чивается в исходное положение А, цанга 44 разжимается, деталь 43 йыгружается из патрона 6 автооператором 3 в лоток 46, который крепится на продольном суппорте 7.
50 Далее цикл повторяется.
Предпагаемый станок для обработки сферических поверхностей колец подшипников качения позволяет работать в автоматическом режиме, что 55 Повышает производительность труда.
а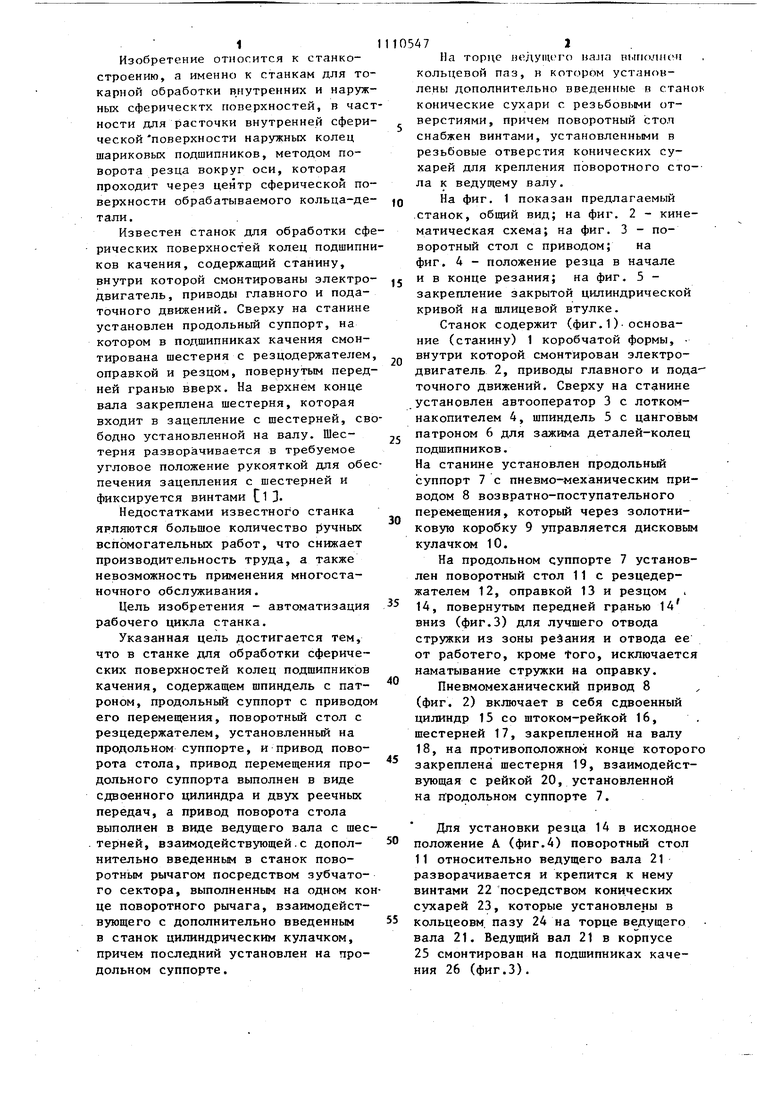
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДРЕЗКИ БАЗОВЫХ ТОРЦОВ ЗАГОТОВОК ЗУБЧАТЫХ КОЛЕС | 1966 |
|
SU224987A1 |
| Многопозиционный станок для обработки тонкостенных корпусов емкостей | 1976 |
|
SU749494A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
1СТАНОК ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ, содержащий шпиндель с патроном, продольный суппорт с приводом его перемещения, поворотный стол с резцедержателем, установленный на продольном суппорте, и привод поворота стола, отличающийс я тем, что, с целью автоматизации рабочего цикла станка, привод перемещения продольного суппорта выполнен в виде сдвоенного цилиндра и двух реечных передач,, а привод поворота стола - в виде ведушего вала с шестерней, взаимодейств5тощей с дополнительно введенным в станок поворотным рычагом посредством зубчатого сектора, выполненным на одном конце поворотного рычага, а ролик, установленньй на другом конце рычага, взаимодействует с дополнительно введен- ным в станок цилиндрическим кулачком, установленным на продольном суппорте. 2. Станок по п. 1, о т л н ч а ю щ и и с я тем, что на торце ведущего вала выполнен кольцевоый паз, в котором установлены дополнительно введенные в станок коничеО) ские сухари с ре зьбовыми отверстис ями, причем поворотный стол снабжен пинтами, установленными в резьбовые отверстия конических сухарей для крепления поворотного стола к ведущему валу.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для автоматического приведения в действие огнетушителя при начавшемся пожаре | 1924 |
|
SU1811A1 |
| СреднеВолжский станкозавод, 1965, | |||
| (прототип). | |||
