руются по внутреннему отверстию последнего. На стойках 8 и 9 соосно валам-цапфам 10 и 11 закреплены соответственно торцовые кулачки 12 и 13. Зажимной блок, установленный в каждом гнезде 7 поворотного
при его перемещении, а в нижней части закреплена ползушка 38. Рычаг 36 с установленными на нем роликом 37 к ползуш- кой 38 подпружинен пружиной 39. В нижней части ползушки 38 установлена ось 40,
40
барабана 6, выполнен в виде цангового 35 которая входит в паз проушины 41, закреп- патрона, включающего в себя цангу 14, втул-ленной на шторке 42. Последняя размещеку 15, пружину 16 и стопорное кольцо 17. Каждый цанговый патрон снабжен механизмом раскрытия последнего, выполненным в виде клиновой передачи, один из клиньев
18которой установлен с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси цангового патрона, а другой выполнен в виде шайбы
19со скосом, прямой торец которой установлен с возможностью взаимодействия с тор- 45 но-поступательное движение по циклу: быст- цом цанги 14. При этом клинья 18установле-рый подвод (БП) - рабочая подача (РП) -
на в направляющих 43. Выталкиватели 34 в своей нижней части центрируются во втулках 44, установленных в опоре 45. Крайнее нижнее положение выталкивателей 34 контролируется бесконтактным конечным выключателем (не показан). Силсвая головка 2 с закрепленной на ее торце двухшпин- дельной насадкой 3 и установленными в шпинделях оправками 4 совершает возвратбыстрый отвод (БО) с вращением оправок 4 и режущего инструмента.
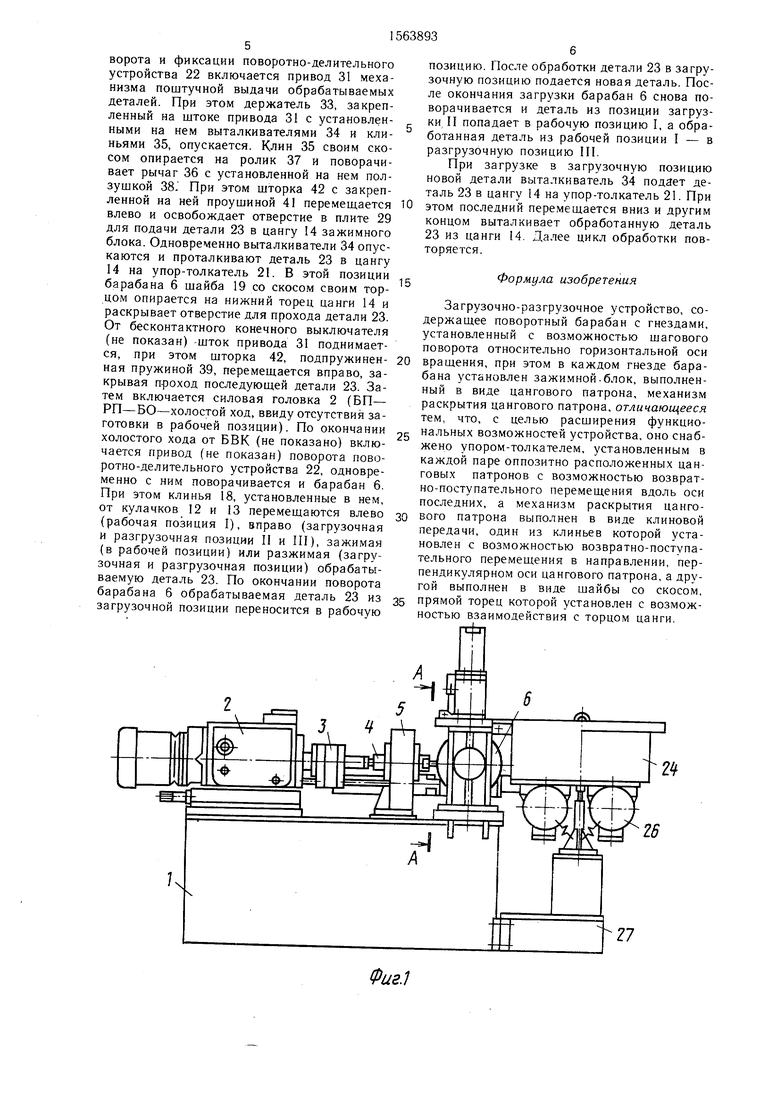
ны под цанговыми патронами параллельно оси вращения поворотного барабана 6 и имеют на концах подшипники 20, при помощи которых осуществляется взаимодействие клиньев 18 с торцовыми кулачками 12 и 13. В каждой паре оппозитно расположенных цанговых патронов соосно последним с возможностью возвратно-поступательного перемещения установлены опоры-толкатели 21. Последние проходят через отверстия клиньев 18, соответствующие валы-цапфы 10 и 11, а также через отверстие шайбы 19 со скосом и установлены с возможностью перемещения на величину, равную длине выпри его перемещении, а в нижней части закреплена ползушка 38. Рычаг 36 с установленными на нем роликом 37 к ползуш- кой 38 подпружинен пружиной 39. В нижней части ползушки 38 установлена ось 40,
которая входит в паз проушины 41, закреп- ленной на шторке 42. Последняя размещено-поступательное движение по циклу: быст- рый подвод (БП) - рабочая подача (РП) -
на в направляющих 43. Выталкиватели 34 в своей нижней части центрируются во втулках 44, установленных в опоре 45. Крайнее нижнее положение выталкивателей 34 контролируется бесконтактным конечным выключателем (не показан). Силсвая головка 2 с закрепленной на ее торце двухшпин- дельной насадкой 3 и установленными в шпинделях оправками 4 совершает возвратбыстрый отвод (БО) с вращением оправок 4 и режущего инструмента.
Устройство работает следующим образом.
Обрабатываемые детали 23, например гайки, загружаются в чашу 24. При включении вибропривода 26 под действием вибрационных сил детали 23 по внутренним спиральным подающим лоткам 25 подаются в ориентированном положении двумя потоками, поднимаются и попадают на отводящие лотки 28 и далее в выточку на плите 29. Поворотно-делительный механизм 22 совершает поворот на угол 90°. По окончании поворота и фиксации поворотно-делительного устройства 22 включается привод 31 механизма поштучной выдачи обрабатываемых деталей. При этом держатель 33, закрепленный на штоке привода 31 с установленными на нем выталкивателями 34 и клиньями 35, опускается. Клин 35 своим скосом опирается на ролик 37 и поворачивает рычаг 36 с установленной на нем пол- зушкой 38. При этом шторка 42 с закреппозицию. После обработки детали 23 в загрузочную позицию подается новая деталь. После окончания загрузки барабан 6 снова поворачивается и деталь из позиции загрузки II попадает в рабочую позицию I, а обработанная деталь из рабочей позиции I - в разгрузочную позицию III.
При загрузке з загрузочную позицию новой детали выталкиватель 34 подает деталь 23 в цангу 14 на упор-толкатель 21. При
ленной на ней проушиной 41 перемещается 10 этом последний перемещается вниз и другим влево и освобождает отверстие в плите 29 концом выталкивает обработанную деталь
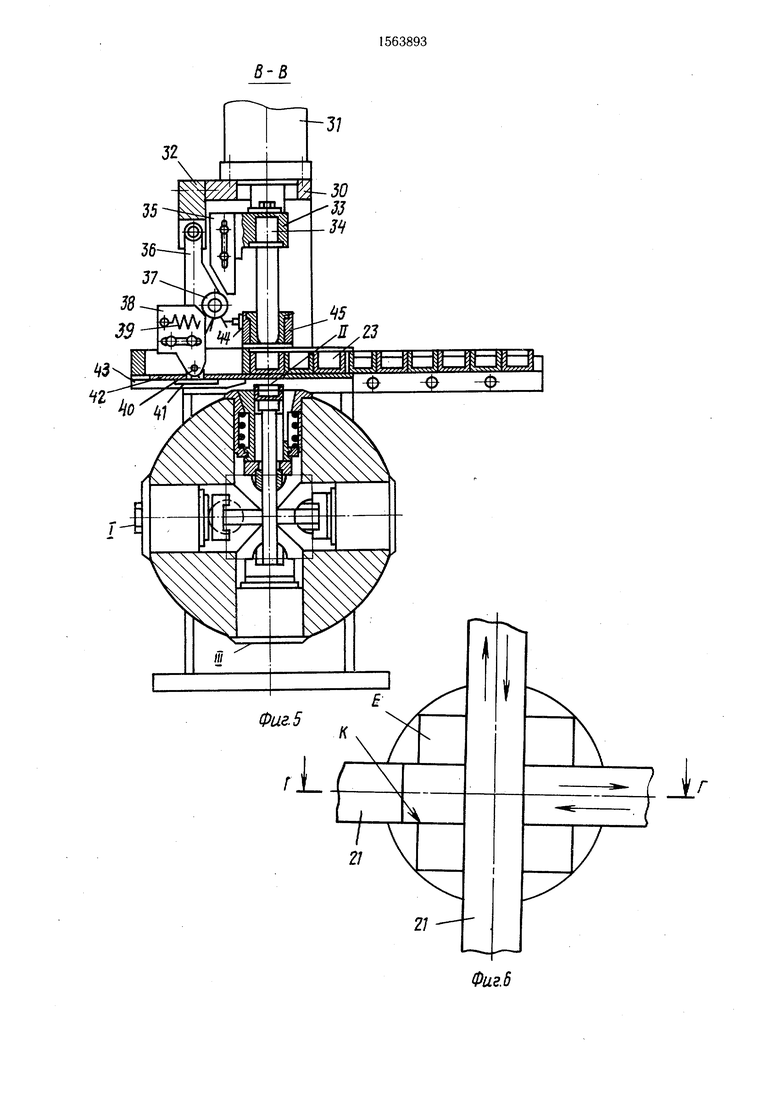
для подачи детали 23 в цангу 4 зажимного блока. Одновременно выталкиватели 34 опускаются и проталкивают деталь 23 в цангу 14 на у пор-тол кате ль 21. В этой позиции барабана 6 шайба 19 со скосом своим торцом опирается на нижний торец цанги 14 и раскрывает отверстие для прохода детали 23. От бесконтактного конечного выключателя
23 из цанги 14 Далее цикл обработки повторяется.
Формула изобретения
Загрузочно-разгрузочное устройство, содержащее поворотный барабан с гнездами, установленный с возможностью шагового поворота относительно горизонтальной оси ся, при этом шторка 42, подпружинен- 20 вращения, при этом в каждом гнезде бара- ная пружиной 39, перемещается вправо, за- бана установлен зажимной-блок, выполнен- крывая проход последующей детали 23. Затем включается силовая головка 2 (БП-
(не показан) -шток привода 31 поднимаетРП-БО-холостой ход, ввиду отсутствия заный в виде цангового патрона, механизм раскрытия цангового патрона, отличающееся тем. что, с целью расширения функциоготовки в рабочей позиции). По окончании - нальных возможностей устройства, оно снабхолостого хода от БВК (не показано) включается привод (не показан) поворота поворотно-делительного устройства 22, одновременно с ним поворачивается и барабан 6. При этом клинья 18, установленные в нем, от кулачков 12 и 13 перемещаются влево (рабочая позиция I), вправо (загрузочная и разгрузочная позиции II и III), зажимая (в рабочей позиции) или разжимая (загрузочная и разгрузочная позиции) обрабатываемую деталь 23. По окончании поворота
жено упором-толкателем, установленным в каждой паре оппозитно расположенных цанговых патронов с возможностью возвратно-поступательного перемещения вдоль оси последних, а механизм раскрытия цанго- 30 вого патрона выполнен в виде клиновой передачи, один из клиньев которой установлен с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси цангового патрона, а другой выполнен в виде шайбы со скосом,
барабана 6 обрабатываемая деталь 23 из 35 прямой торец которой установлен с возмож- загрузочной позиции переносится в рабочуюностью взаимодействия с торцом цанги.
позицию. После обработки детали 23 в загрузочную позицию подается новая деталь. После окончания загрузки барабан 6 снова поворачивается и деталь из позиции загрузки II попадает в рабочую позицию I, а обработанная деталь из рабочей позиции I - в разгрузочную позицию III.
При загрузке з загрузочную позицию новой детали выталкиватель 34 подает деталь 23 в цангу 14 на упор-толкатель 21. При
этом последний перемещается вниз и другим концом выталкивает обработанную деталь
этом последний перемещается вниз и другим концом выталкивает обработанную деталь
23 из цанги 14 Далее цикл обработки повторяется.
Формула изобретения
Загрузочно-разгрузочное устройство, содержащее поворотный барабан с гнездами, установленный с возможностью шагового поворота относительно горизонтальной оси вращения, при этом в каждом гнезде бара- бана установлен зажимной-блок, выполнен-
ный в виде цангового патрона, механизм раскрытия цангового патрона, отличающееся тем. что, с целью расширения функциональных возможностей устройства, оно снабжено упором-толкателем, установленным в каждой паре оппозитно расположенных цанговых патронов с возможностью возвратно-поступательного перемещения вдоль оси последних, а механизм раскрытия цанго- вого патрона выполнен в виде клиновой передачи, один из клиньев которой установлен с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси цангового патрона, а другой выполнен в виде шайбы со скосом,
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| Цанговый патрон | 1984 |
|
SU1220873A1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Зажимное устройство | 1984 |
|
SU1230786A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Кассета для плоских деталей | 1986 |
|
SU1348140A1 |

Изобретение относится к машиностроению и может быть использовано для автоматизации загрузки и выгрузки деталей при компановке металлорежущего или сборочного оборудования. Целью изобретения является расширение функциональных возможностей устройства за счет выполнения одновременной загрузки и выгрузки деталей в оппозитно расположенных гнездах посредством одного элемента - упора-толкателя. Детали из вибробункера посредством механизма поштучной выдачи подаются в цангу 14 поворотного барабана 6, которая раскрыта посредством клиновой передачи, включающей клин 18 и шайбу 19 со скосом. Деталь устанавливается на упор-толкатель 21, а оппозитно расположенная обработанная деталь в цанге 14 последним выбрасывается. Затем поворотно-делительный механизм 22 производит поворот на 90°, в процессе поворота деталь зажимается посредством клиновой передачи при взаимодействии клина 18 с торцовыми кулачками 12 и 13. При этом деталь устанавливается на рабочую позицию, производится обработка. Затем при следующем повороте цикл повторяется. 8 ил.
27
ттт
25
s pSSS|53
Фиг.3
со ст оо СО
to ю
Г
OQ
I
OQ
с
СХ
t
Д -Д поВернито
| Композиция системы доставки на основе конъюгата для доставки полинуклеотида РНК-интерференции в клетку печени и способ ее получения | 2011 |
|
RU2623160C9 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
