Изобретение относится к очистке металлических изделий и может быть использовано для снятия заусенцев с торцов труб в трубном производстве.
Целью изобретения является повышение производительности и расширение технологических возможностей.
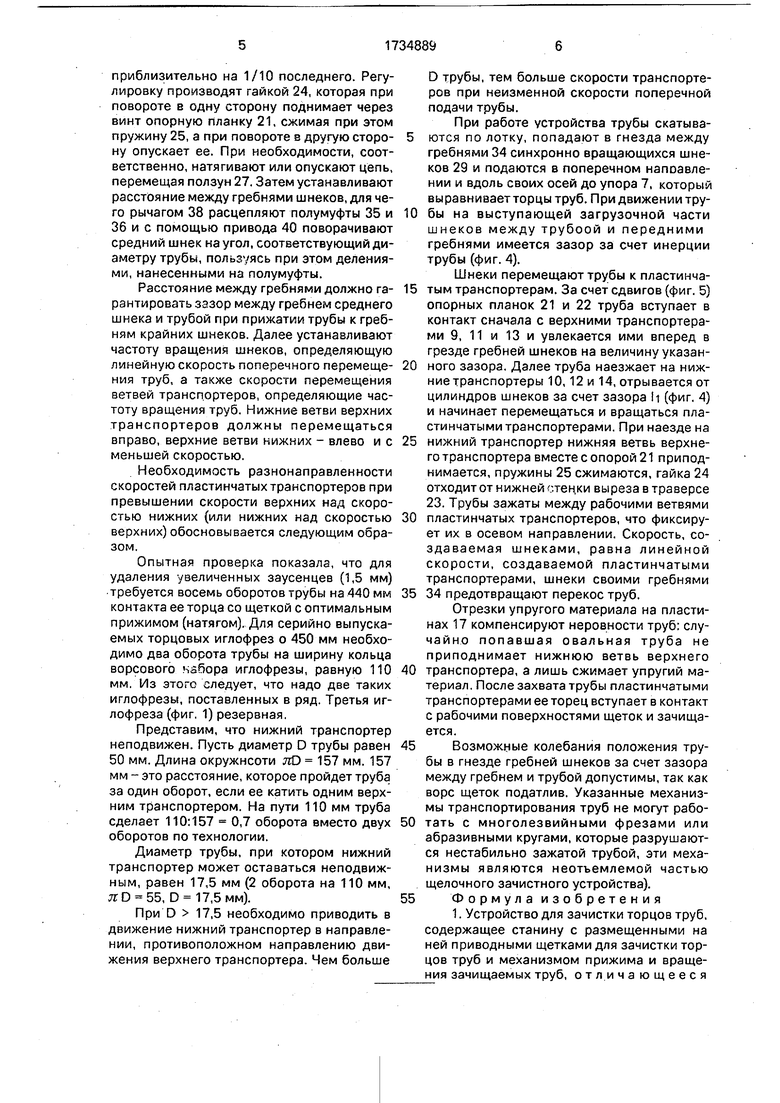
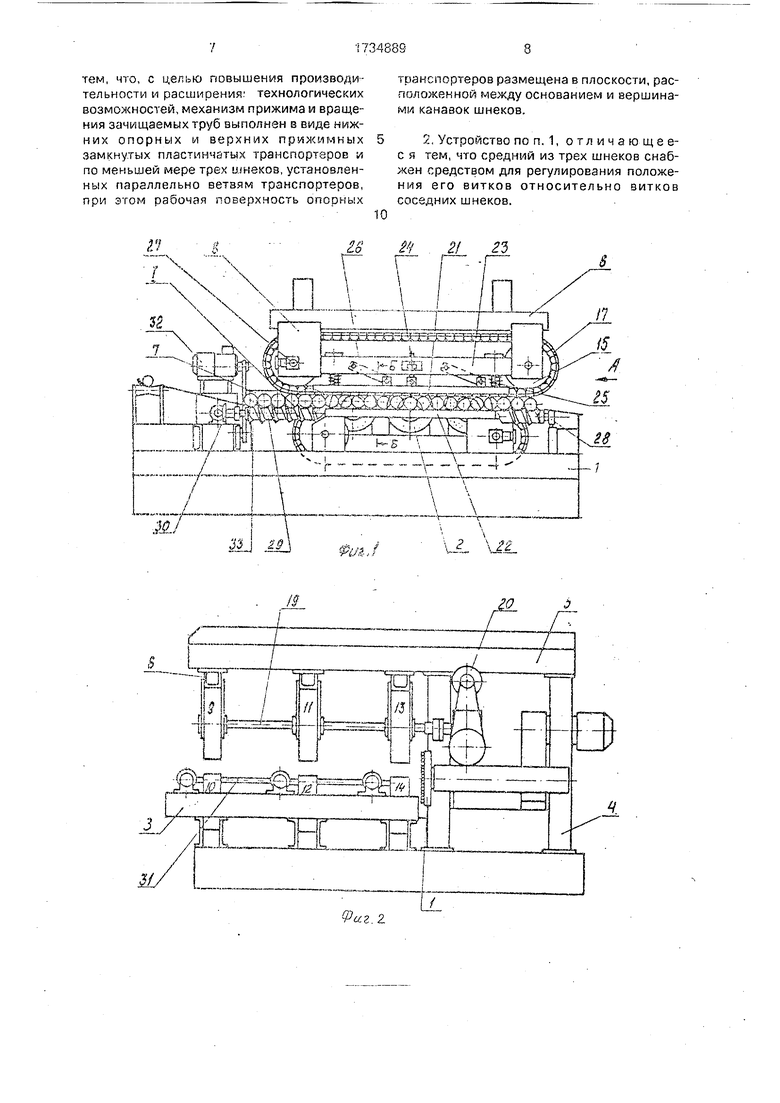
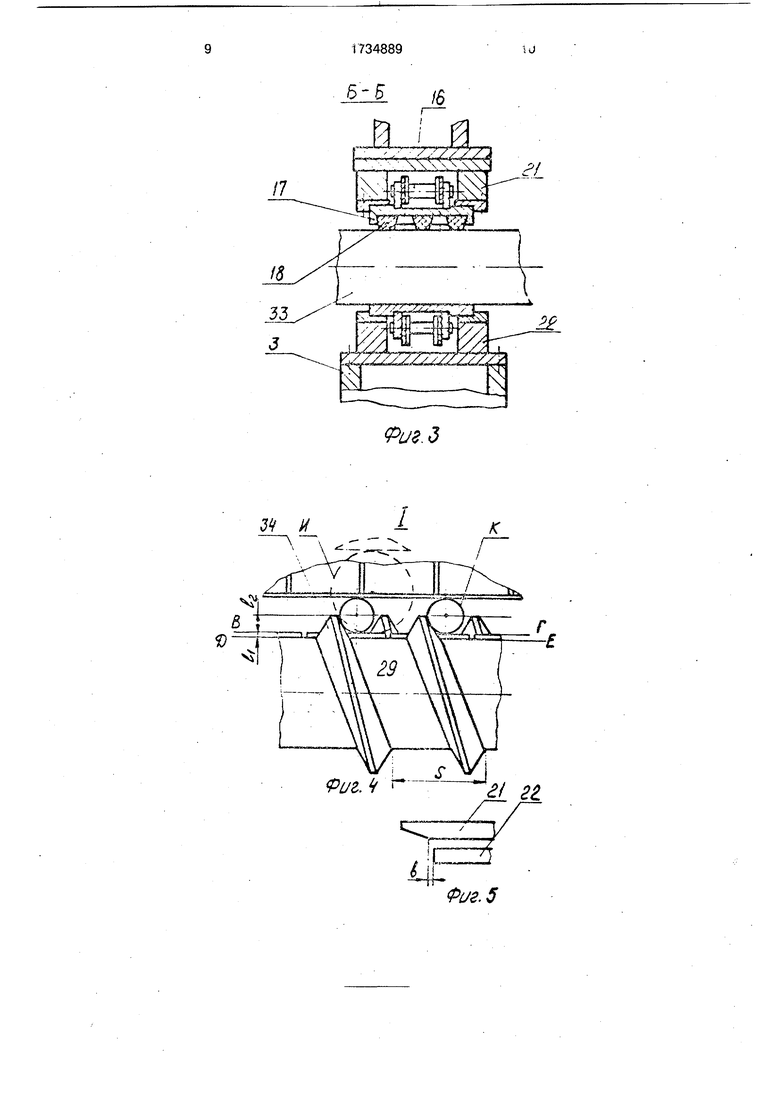
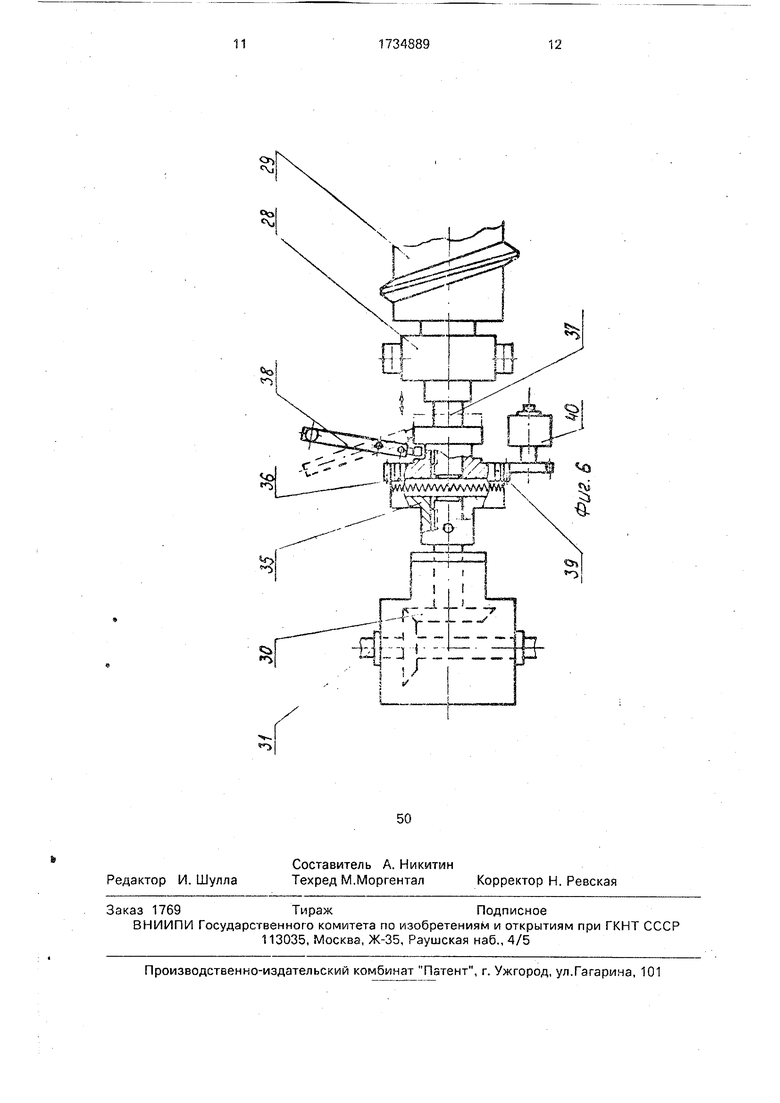
На фиг. 1 изображено устройство; вид вдоль осей труб; на фиг. 2 - вид А на фиг. 1 ; на фиг.З - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - заходные концы опор ветвей транспортеров; на фиг. 6 - механизм изменения углового положения шнека.
Устройство для зачистки торцов труб содержит станину 1 из установленных на фундаменте подшипниковых узлов с торцовыми проволочными щетками 2, имеющими плотный кольцевой ворс, связанных с приводами их вращения, раму 3, стойки 4. На стойках 4 закреплены консоли 5, расположенные над рамой 3 и несущие снизу балки 6.
На раме 3 помещен упор 7 в виде планки. На раме 3 и в течках 8, закрепленных на балках 6, смонтированы три пары пластинчатых транспортеров 9 и 10,11 и 12, 13 и 14, параллельных упору 7. Транспортеры расположены в каждой паре один над другим и выполнены каждый в виде двух звездочек 15, охваченных цепью, к звеньям 16 (фиг. 3) которой прикреплены пластины 17. На пластинах верхних транспортеров 9, 11 и 13 закреплены ремни 18 клиноременной передачи.Л
Ведущие звездочки верхних пластинчатых транспортеров связаны одна с другой валами 19 и имеют привод 20 с регулируемой частотой вращения, обеспечивающий
4
Ы 00 00 Ю
движение нижних ветвей вправо (фиг. 2). Ведущие звездочки нижних пластинчатых транспортеров связаны одна с другой валами и имеют свой привод с регулируемым числом оборотов, обеспечивающий движение нижней ветаи влево.
Каждая пара пластинчатых транспортеров снабжена жесткими параллельными одна другой опорными планками 21 и 22, контактирующими с пластинами цепи нижней ветви верхнего транспортера и верхней ветви нажнего транспортера. Верхние планки 21 имеют снизу на концах скосы и выполнены длиннее нижних планок 22, выступая за края последних приблизительно на длину скосов, V верхней планки 21 переход скоса в нижнюю поверхность (фиг. 5) расположен со сдвигом b от края нижней планки на заходных концах планок.
Для размещения более длинных верхних планок 21 верхние транспортеры 9, 11 и 13 выполнены длиннее нижних 10,12 и 13 и выступают за края последних. Направляющие планки 22 жестко прикреплены к раме 3.
Верхние пластинчатые транспортеры 9, 11 и 13 снабжены механизмом вертикального перемещения направляющей планки 21, содержащей траверсу 23 с вырезом в средней части, жестко прикрепленную к щечкам 8. винт, связанный с планкой 21, гайчу 24 на винте, которая опирается на стенку выреза в траверсе 23 при отсутствии обрабатываемых изделий между транспортерами, пружины 25 сжатия, установленные между траверсой 23 и планкой 21, и стержни 26 равной длины, шарнирно связанные с траверсой 23 и планкой 21 и обеспечивающие параллельность одного другому положений планки 21 на разных ее уровнях.
Для прижима ветви верхнего транспортера к планке 21 при подъеме последней, а также для ослабления цепи при опускании планки 21 ведомая звездочка верхнего транспортера установлена своей осью в ползуне 27, перемещаемом винтом (не показан) в направляющих щечки 8. На раме 3 в подшипниковых узлах 28 установлены параллельно пластинчатым транспортерам три шнека 29, связанных зубчатыми коническими колесами 30 с раздаточным валом 31, привод 32 которого связан со средством регулирования частоты его вращения,
Шнеки 29 выступают за края верхних пластинчатых транспортеров 9, 11, 13 на стороне загрузки труб 33 (фиг. 2, слева). Плоскость В-Г (фиг. 4) несущих поверхностей нижних пластинчатых транспортеров расположена выше опорной плоскости Д-Е опорных поверхностей канавок шнеков 29 и
ниже вершин гребней 34 последних (фиг. 4, отрезки И и а). Это обеспечивает контакт труб 33 с верхней ветвью нижних пластинчатых транспортеров на рабочем участке последних и взаимодействие труб с гребнями 34 шнеков, необходимое для предотвращения перекоса труб при их поперечном перемещении.
Два крайних шнека установлены так,
0 что их гребни (фиг. 4) на проекции винтов на вертикальную плоскость, параллельную конвейерам, совпадают. Положение гребней среднего шнека относительно гребней крайних шнеков можзт регулироваться с по5 мощью механизма изменения его углового положения, содержащего две кулачковые полумуфты 35 и 36 с мелким зубом. Полумуфта 35 жестко посажена на вал, несущий зубчатое колесо 30. Полумуфта 36 устан.ов0 лена с возможностью осевого движения на выступающей из подшипника цапфе 37 шнека и фиксирована от поворота шпонкой. Полумуфта 36 связана с рычагом 38, фиксируемым в своих крайних положениях. На
5 полумуфте 36 закреплен зубчатый венец 39, связанный с приводом 40 ее поворота.
Для регулирования взаимного положения гребней шнеков на их проекции на вертикальную плоскость, параллельную
0 шнекам, может быть использован механизм осевого перемещения среднего шнека (не показан).
При совпадении проекций гребней 34 всех трех шнеков труба находится в гнездах,
5 образованных двумя соседними гребнями каждого винтового конвейера (фиг. 4, И - труба максимального диаметра). Смещение относительного положения гребней среднего шнека при его повороте уменьшает ши0 рину гнезда, что необходимо при переходе на меньший диаметр трубы. Каждое гнездо в зтом случае образовано двумя гребнями крайних шнеков и одним гребнем среднего шнека (фиг. 4, К- труба меньшего диаметра).
5 На загрузочной стороне (фиг. 1 слева) устройство снабжено лотком, по которому трубы скатываются с рольганга. На разгрузочной стороне выполнен лоток, по которому трубы скатываются на шнеки
0 идентичного устройства, у которого винты шнеков имеют противоположное направление, а упор 7 и щетки 2 установлены с другой стороны для обработки вторых торцов труб. Устройство работает следующим обра5 зом.
При наладке на диаметр обрабатываемой трубы устанавливают расстояние между рабочими ветвями верхних и нижних пластинчатых транспортеров. Это расстояние должно быть меньше диаметра трубы
приблизительно на 1/10 последнего. Регулировку производят гайкой 24, которая при повороте в одну сторону поднимает через винт опорную планку 21, сжимая при этом пружину 25, а при повороте в другую сторону опускает ее. При необходимости, соответственно, натягивают или опускают цепь, перемещая ползун 27. Затем устанавливают расстояние между гребнями шнеков, для чего рычагом 38 расцепляют полумуфты 35 и 36 и с помощью привода 40 поворачивают средний шнек на угол, соответствующий диаметру трубы, пользуясь при этом делениями, нанесенными на полумуфты.
Расстояние между гребнями должно гарантировать зазор между гребнем среднего шнека и трубой при прижатии трубы к гребням крайних шнеков. Далее устанавливают частоту вращения шнеков, определяющую линейную скорость поперечного перемещения труб, а также скорости перемещения ветвей транспортеров, определяющие частоту вращения труб. Нижние ветви верхних транспортеров должны перемещаться вправо, верхние ветви нижних - влево и с меньшей скоростью.
Необходимость разнонаправленности скоростей пластинчатых транспортеров при превышении скорости верхних над скоростью нижних (или нижних над скоростью верхних) обосновывается следующим образом.
Опытная проверка показала, что для удаления увеличенных заусенцев (1,5 мм) требуется восемь оборотов трубы на 440 мм контакта ее торца со щеткой с оптимальным прижимом (натягом). Для серийно выпускаемых торцовых иглофрез о 450 мм необходимо два оборота трубы на ширину кольца ворсового ьабора иглофрезы, равную 110 мм. Из этого следует, что надо две таких иглофрезы, поставленных в ряд. Третья иг- лофреза (фиг. 1) резервная.
Представим, что нижний транспортер неподвижен. Пусть диаметр D трубы равен 50 мм. Длина окружнсоти лО 157 мм. 157 мм - это расстояние, которое пройдет труба за один оборот, если ее катить одним верхним транспортером. На пути 110 мм труба сделает 110:157 0,7 оборота вместо двух оборотов по технологии.
Диаметр трубы, при котором нижний транспортер может оставаться неподвижным, равен 17,5 мм (2 оборота на 110 мм, тгО 55, D 17,5мм).
При D 17,5 необходимо приводить в движение нижний транспортер в направлении, противоположном направлению движения верхнего транспортера. Чем больше
D трубы, тем больше скорости транспортеров при неизменной скорости поперечной подачи трубы.
При работе устройства трубы скатываются по лотку, попадают в гнезда между гребнями 34 синхронно вращающихся шнеков 29 и подаются в поперечном напоавле- нии и вдоль своих осей до упора 7, который выравниваетторцы труб. При движении тру0 бы на выступающей загрузочной части шнеков между трубоой и передними гребнями имеется зазор за счет инерции трубы (фиг. 4).
Шнеки перемещают трубы к пластинча5 тым транспортерам. За счет сдвигов (фиг. 5) опорных планок 21 и 22 труба вступает в контакт сначала с верхними транспортерами 9, 11 и 13 и увлекается ими вперед в грезде гребней шнеков на величину указан0 ного зазора. Далее труба наезжает на нижние транспортеры 10,12 и 14, отрывается от цилиндров шнеков за счет зазора li (фиг. 4) и начинает перемещаться и вращаться пластинчатыми транспортерами. При наезде на
5 нижний транспортер нижняя ветвь верхнего транспортера вместе с опорой 21 приподнимается, пружины 25 сжимаются, гайка 24 отходит от нижней гген,ки выреза в траверсе 23. Трубы зажаты между рабочими ветвями
0 пластинчатых транспортеров, что фиксирует их в осевом направлении. Скорость, создаваемая шнеками, равна линейной скорости, создаваемой пластинчатыми транспортерами, шнеки своими гребнями
5 34 предотвращают перекос труб.
Отрезки упругого материала на пластинах 17 компенсируют неровности труб: случайно попавшая овальная труба не приподнимает нижнюю ветвь верхнего
0 транспортера, а лишь сжимает упругий материал. После захвата трубы пластинчатыми транспортерами ее торец вступает в контакт с рабочими поверхностями щеток и зачищается.
5 Возможные колебания положения трубы в гнезде гребней шнеков за счет зазора между гребнем и трубой допустимы, так как ворс щеток податлив. Указанные механизмы транспортирования труб не могут рабо0 тать с многолезвийными фрезами или абразивными кругами, которые разрушаются нестабильно зажатой трубой, эти механизмы являются неотъемлемой частью щелочного зачистного устройства).
5 Формула изобретения
1. Устройство для зачистки торцов труб, содержащее станину с размещенными на ней приводными щетками для зачистки торцов труб и механизмом прижима и вращения зачищаемых труб, отличающееся
тем, что, с целью повышения производительности и расширения1 технологических возможностей, механизм прижима и вращения зачищаемых труб выполнен в виде нижних опорных и верхних прижимных замкнутых пластинчйтых транспортеров и по меньшей мере трех шнеков, установленных параллельно ветвям транспортеров, при этом рабочая поверхность опорных
транспортеров размещена в плоскости, расположенной между основанием и вершинами канавок шнеков.
52 Устройство поп.1, отличающеес я тем, что средний из трех шнеков снабжен средством для регулирования положения его витков относительно витков
соседних шнеков.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 2007 |
|
RU2386535C2 |
| Агрегат для укладки тротуарных плиток | 2020 |
|
RU2740596C1 |
| МАШИНА ДЛЯ ВЫДЕЛЕНИЯ СЕМЯН ТОМАТА ИЗ СЕЛЕКЦИОННЫХ ПАРТИЙ | 2023 |
|
RU2824020C1 |
| Горизонтальный пресс-автомат для холодного выдавливания | 1989 |
|
SU1669629A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ КАТАНКИ ОТ ОКАЛИНЫ | 1998 |
|
RU2149725C1 |
| Машина для ориентации и резки плодов | 1978 |
|
SU774533A1 |
| Устройство для обработки труб | 1982 |
|
SU1093437A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ КОРМОВ В ХРАНИЛИЩАХ БАШЕННОГО ТИПА | 1994 |
|
RU2078495C1 |
| Устройство для окраски и сушки труб | 1972 |
|
SU478754A1 |
| Подводный газопровод и устройство для его сооружения | 1990 |
|
SU1800193A1 |
Изобретение позволяет повысить производительность устройства, расширить диапазон диаметров обрабатываемых труб и снизить трудоемкость перенастройки на другой диаметр. Устройство содержит проволочные приводные щетки, две пары пластинчатых транспортеров, расположенных в каждой паре один над другим, и по меньшей мере три шнека. Транспортеры имеют направляющие опоры ветвей. Верхние транспортеры снабжены механизмом вертикального перемещения опоры. Плоскость несущих поверхностей нижних транспортеров расположена выше плоскости опорных поверхностей канавок шнеков и ниже вершин гребней шнеков. По меньшей мере один из шнеков, расположенный внутри группы шнеков, имеет средство для регулирования положения его витков относительно витков других шнеков. 1 з.п. ф-лы, 6 ил.
Фаг 2
21 гъ
- .-
8
/7
Фиг. 4
Риг J
ЈL 2Z
Ц
СИЗ
Фиг. 5
«r
| Станок для зачистки торцов труб | 1980 |
|
SU931239A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
