(54) СТАНОК ДЛЯ ЗАЧИСТКИ ТОРЦОВ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для зачистки торцов труб | 1988 |
|
SU1563790A1 |
| Станок для зачистки торцов труб | 1980 |
|
SU874233A1 |
| Станок для одновременной зачистки торцов двух труб | 1981 |
|
SU1000124A1 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| СТАНОК ДЛЯ РУЧНОЙ ОГРАНКИ ДРАГОЦЕННЫХ КАМНЕЙ | 2000 |
|
RU2187420C1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КИРПИЧА | 2001 |
|
RU2193967C1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Станок для очистки внутренней поверхности труб | 2024 |
|
RU2838786C1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |

1
Изобретение относится к очистке, а именно к устройствам для зачистки торцов труб, и может быть использовано для зачистки торцов труб в трубопрокатном производстве.
Известен станок для зачистки торцов труб, содержащий станину с приводом вращения обрабатываемых труб, механизм крепления труб с прижимными роликами и платформу с шарнирно смонтированной на ней рамой и с установленными на ней приводными щеточными барабана.ми 1.
Недостатком известного устройства является то, что при изменении диаметра обрабатываемых труб требуется ручное регулирование по высоте рамы, на которой установлены щеточные барабаны, для совмещения оси трубы с горизонтальной осью щеточных барабанов.
Цель изобретения - повыщение производительности станка путем автоматизации его работы при обработке труб разных диаметров.
Поставленная цель достигается тем, что станок для зачистки торцов труб, содержащий станину с приводом вращения обрабатываемых труб, механизм крепления труб с прижимными роликами и платформу с шарнирно смонтированной на ней рамой и с установлень ыми на ней приводными щеточными барабанами, имеет размещенный на механизме крепления труб консольный ролик, а на раме платформы смонтирован упор, при этом упор установлен с возможностью взаимодействия с консольным роликом.
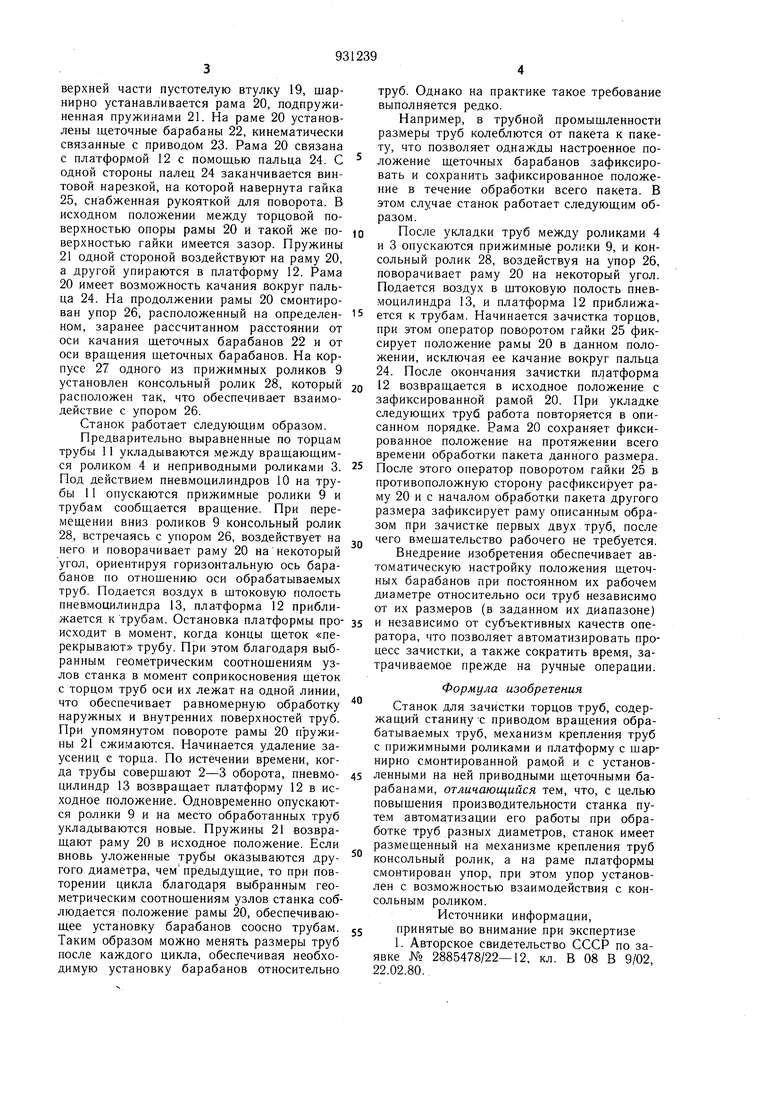
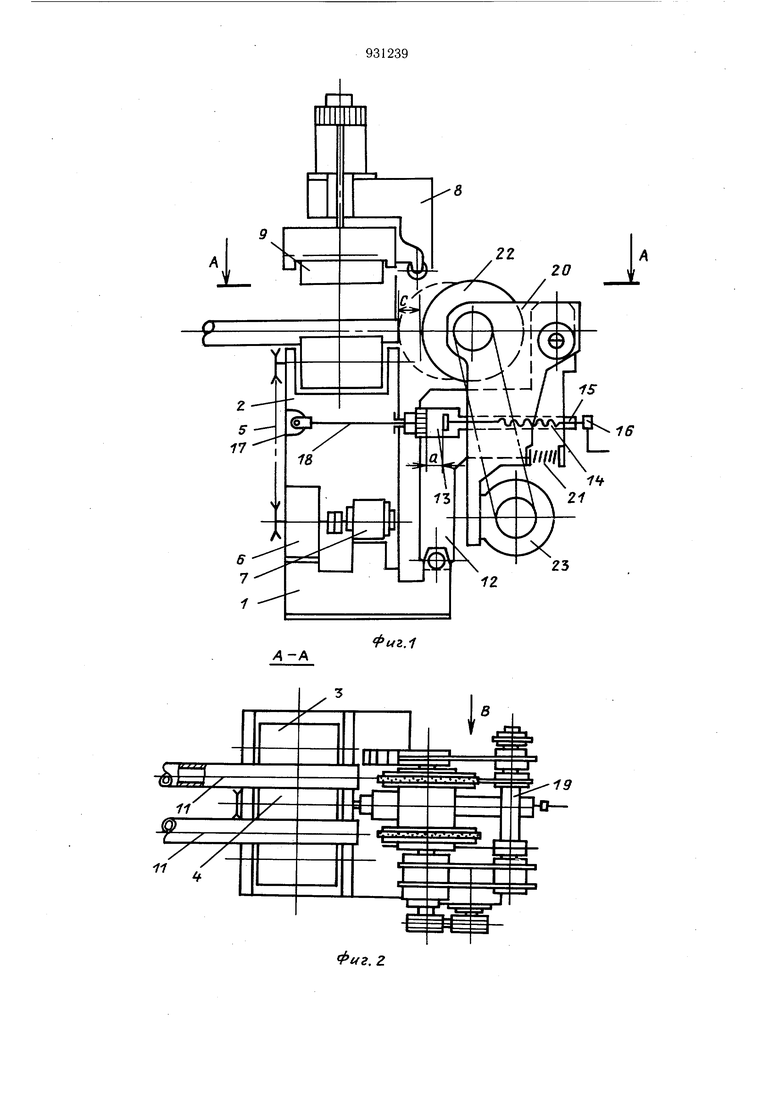
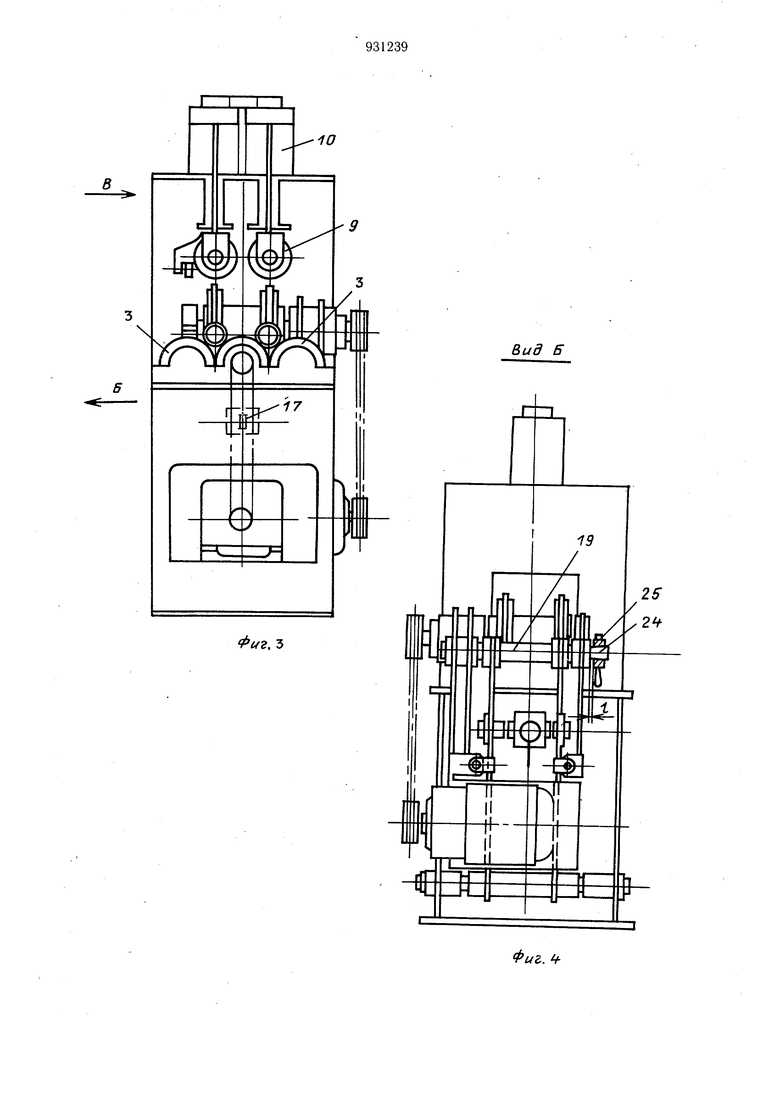
На фиг. .1 изображен станок, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - станок, вид сзади; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - вид В на
10 фиг. 2.
Станок включает станину 1, на-которой в корпусе 2 установлены лежащие в одной плоскости три ролика 3 и 4 с параллельными осями. Причем ролики 3 неприводные, а ролик 4 - приводной посредством цепной
15 передачи 5, редуктора 6 и двигателя 7. Над и между роликами 3 и 4 на стойке 8 установлены прижимные ролики 9 с пневмоприводами 10. На ролики 3 и 4 укладываются 2Q трубы 11. На станине 1 щарнирно установлена платформа 12 с пневмоцилиндром 13, ход которого регулируется винтом 14 и гайкой 15. Винт 14 снабжен рукояткой 16. Серьга 17 штока 18 пневмоцилиндра закреплена на станине 1. На платформе 12, имеющей в верхней части пустотелую втулку 19, шарнирно устанавливается рама 20, подпружиненная пружинами 21. На раме 20 установлены щеточные барабаны 22, кинематически связанные с приводом 23. Рама 20 связана с платформой 12 с помощью пальца 24. С одной стороны палец 24 заканчивается винтовой нарезкой, на которой навернута гайка 25, снабженная рукояткой для поворота. В исходном положении между торцовой поверхностью опоры рамы 20 и такой же поверхностью гайки имеется зазор. Пружины 21 одной стороной воздействуют на раму 20, а другой упираются в платформу 12. Рама 20 имеет возможность качания вокруг пальца 24. На продолжении рамы 20 смонтирован упор 26, расположенный на определенном, заранее рассчитанном расстоянии от оси качания щеточных барабанов 22 и от оси вращения щеточных барабанов. На корпусе 27 одного из прижимных роликов 9 установлен консольный ролик 28, который расположен так, что обеспечивает взаимодействие с упором 26. Станок работает следующим образом. Предварительно выравненные по торцам трубы 11 укладываются между вращающимся роликом 4 и неприводными роликами 3. Под действием пневмоцилиндров 10 на трубы 11 опускаются прижимные ролики 9 и трубам сообщается вращение. При перемещении вниз роликов 9 консольный ролик 28, встречаясь с упором 26, воздействует на него и поворачивает раму 20 нанекоторый угол, ориентируя горизонтальную ось барабанов по отношению оси обрабатываемых труб. Подается воздух в штоковую полость пневмоцилиндра 13, платформа 12 приближается к трубам. Остановка платформы происходит в момент, когда концы щеток «перекрывают трубу. При этом благодаря выбранным геометрическим соотношениям узлов станка в момент соприкосновения щеток с торцом труб оси их лежат на одной линии, что обеспечивает равномерную обработку наружных и внутренних поверхностей труб. При упомянутом повороте рамы 20 пружины 21 сжимаются. Начинается удаление заусениц с торца. По истечении времени, когда трубы соверщают 2-3 оборота, пневмоцилиндр 13 возвращает платформу 12 в исходное положение. Одновременно опускаются ролики 9 и на место обработанных труб укладываются новые. Пружины 21 возвращают раму 20 в исходное положение. Если вновь уложенные трубы оказываются другого диаметра, чем предыдущие, то при повторении цикла благодаря выбранным геометрическим соотнощениям узлов станка соблюдается положение рамы 20, обеспечивающее установку барабанов соосно трубам. Таким образом можно менять размеры труб после каждого цикла, обеспечивая необходимую установку барабанов относительно труб. Однако на практике такое требование выполняется редко. Например, в трубной промыщленности размеры труб колеблются от пакета к пакету, что позволяет однажды настроенное положение щеточных барабанов зафиксировать и сохранить зафиксированное положение в течение обработки всего пакета. В этом случае станок работает следующим образом. После укладки труб между роликами 4 и 3 опускаются прижимные ролики 9, и консольный ролик 28, воздействуя на упор 26, поворачивает раму 20 на некоторый угол. Подается воздух в щтоковую полость пневмоцилиндра 13, и платформа 12 приближается к трубам. Начинается зачистка торцов, при этом оператор поворотом гайки 25 фиксирует положение рамы 20 в данном положении, исключая ее качание вокруг пальца 24. После окончания зачистки платформа 12 возвращается в исходное положение с зафиксированной рамой 20. При укладке следующих труб работа повторяется в описанном порядке. Рама 20 сохраняет фиксированное положение на протяжении всего времени обработки пакета данного раз.мера. После этого оператор поворотом гайки 25 в противоположную сторону расфиксирует раму 20 и с началом обработки пакета другого размера зафиксирует раму описанным образом при зачистке первых двух труб, после чего вмещательство рабочего не требуется. Внедрение изобретения обеспечивает автоматическую настройку положения щеточных барабанов при постоянном их рабочем диаметре относительно оси труб независимо от их размеров (в заданном их диапазоне) и независимо от субъективных качеств оператора, что позволяет автоматизировать процесс зачистки, а также сократить время, затрачиваемое прежде на ручные операции. Формула изобретения Станок для зачистки торцов труб, содержащий станину С приводом вращения обрабатываемых труб, механизм крепления труб с прижимными роликами и платформу с щарнирно смонтированной рамой и с установленными на ней приводными щеточными барабанами, отличающийся тем, что, с целью повыщения производительности станка путем автоматизации его работы при обработке труб разных диаметров, станок имеет размещенный на механизме крепления труб консольный ролик, а на раме платформы смонтирован упор, при этом упор установлен с возможностью взаимодействия с консольным роликом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2885478/22-12, кл. В 08 В 9/02, 22.02.80.
уЦ-А
Фиг.1
10
Фиг, Ъ
Вид Б
Виде
Фцг.З
