лий из порошков быстрорежущей стали, включающему засыпку порошков различного состава в пресс-форму, разделенную перегородкой на зоны, удаление перегородки, вибрацию, спекание и горячую деформацию, во внутреннюю зону пресс-формы засыпают порошок стали с содержанием углерода в 2-3 раза меньшим, чем в порошке стали, засыпаемом в наружную зону.
Засыпка во внутреннюю зону пресс- формы порошка стали с содержанием углерода в 2-3 раза меньшим, чем в порошке стали, засыпаемом в наружную зону, обеспечивает упрощение технологического процесса при сохранении высокого качества изделий за счет исключения операции тонкого измельчения и подготовки по крупности двух различных порошков, а также повышение эффективности утилизации отходов (изделий после эксплуатации) в качестве высоколегированной электросталеплавильной шихты за счет использования в качестве биметаллической пары порошковых материалов, отличающихся по химическому составу только содержанием углерода (исключается необходимость предварительного переплава отходов - отработавших изделий).
Химический состав порошка быстрорежущей стали, засыпаемого во внутреннюю зону пресс-формы, принят на основании обеспечения оптимального соотношения механической вязкости и теплофизических свойств между слоями. При уменьшении содержания углерода в порошке быстрорежущей стали, засыпаемого во внутреннюю зону пресс-формы, более чем в 3 раза, приводит к тому, что сталь из мартенситного класса переходит в ферритный, Ферритная сталь не претерпевает полиморфных превращений в процессах нагрева и охлаждения, что характерно для мартенситной стали. Это способствует повышенной склонности к напряжениям на границе слоев стали различного класса и трещинообра- зованию в биметаллических заготовках.
При уменьшении содержания углерода в порошке быстрорежущей стали, засыпаемого во внутреннюю зону пресс-формы, менее чем в 2 раза, различие в вязкостных свойствах стали снижается до уровня, при котором в случае возникновения трещины в наружном слое на границе раздела слоев снижается сопротивление к ее распространению внутрь заготовки, что может привести к аварийной ситуации, например к поломке прокатных валков.
П р и м е р. В пресс-форму диаметром 500 мм с концентрично установленной в ней тонкостенной перегородкой в виде трубы диаметром 280 мм, в образованную между
стенками пресс-формы и перегородки зону засыпают порошок быстрорежущей стали Р6М5К5-МП с содержанием углерода 1,08%, а во внутреннюю зону пресс-формы засыпают порошок стали Р6М5К5-МП с содержанием углерода 0,4%. Затем перегородку удаляют, вибрируют и в зоне соединения порошков образуется смешанный переходный слой. Верхнюю часть прес- сформы закрывают крышкой с прокладкой,
производят вакуумирование, герметизацию, горячее изостатическое прессование в среде аргона при 1150° С и давлении 100 МПа. Затем пресс-форму нагревают до 1140-1130° С и производят ковку на радиально-ковочной машине (РКМ) усилием 10МН с получением деформированной биметаллической заготовки, например, наружным диаметром 160 мм. Из полученных заготовок затем изготавливают рабочие
валки для станков холодной прокатки или режущий инструмент.
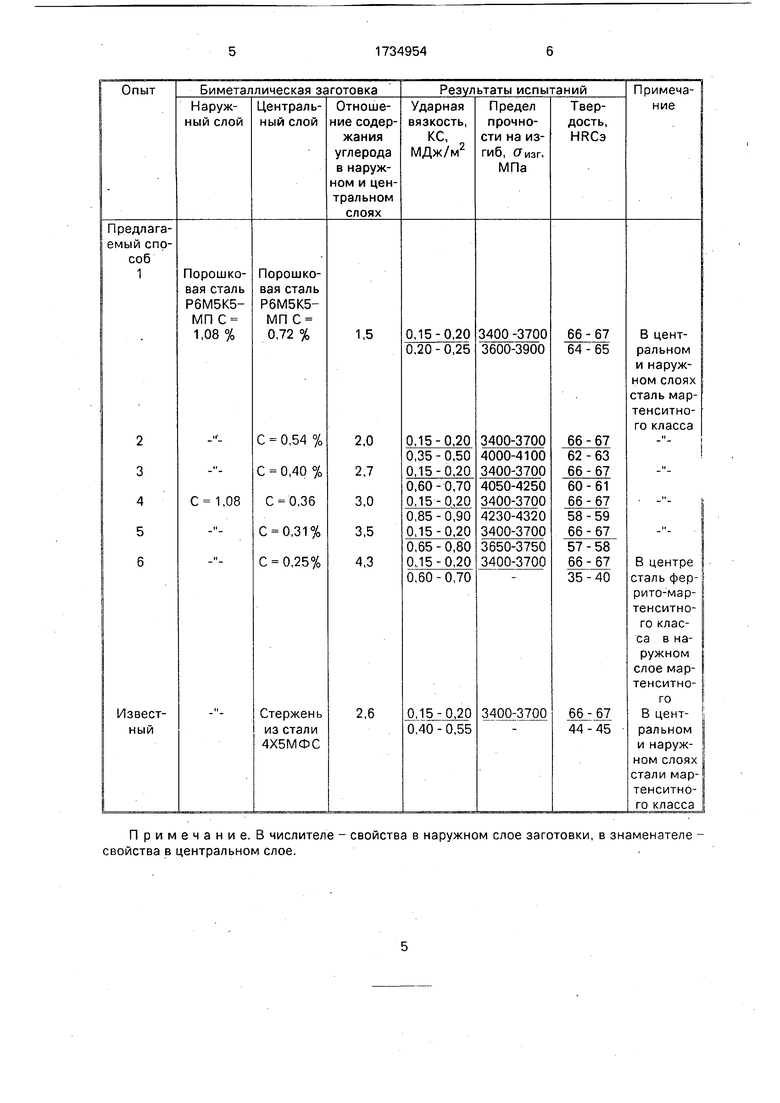
Испытания предлагаемого способа были проведены при граничных (опыты № 2, 4), оптимальном (опыт № 3) и запредельных
(опыты № 1, 4,-5) значениях отличительного признака.
Результаты испытаний приведены в таблице 1.
По сравнению с известным предлагаемый способ обеспечивает упрощение технологического процесса при сохранении высокого качества изделий и повышение эффективности утилизации отходов - использование отработавших изделий в качестве
высоколегированной электросталеплавильной шихты.
Формула изобретения Способ изготовления биметаллических
изделий из порошков быстрорежущей стали, включающий засыпку порошков различного состава в пресс-форму, разделенную перегородкой на зоны, удаление перегородки, вибрацию, спекание и горячую обработку давлением, отличающийся тем, что, с целью упрощения технологического процесса и повышения эффективности утилизации отходов при сохранении качества изделий, во внутреннюю зону пресс-формы
засыпают порошок стали с содержанием углерода в 2-3 раза меньшим, чем в порошке стали, засыпаемом в наружную зону.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| ТВЭЛ РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ СО СВИНЦОВЫМ ТЕПЛОНОСИТЕЛЕМ (ВАРИАНТЫ) | 2005 |
|
RU2302044C1 |
| Способ получения заготовки,преимущественно,для режущего инструмента | 1983 |
|
SU1207628A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ЦЕЛЬНОПРЕССОВАННЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111086C1 |
| Способ изготовления пористых изделий сложной формы из металлических порошков | 1986 |
|
SU1382588A1 |
| Способ получения композиционного материала на основе быстрорежущей стали | 1990 |
|
SU1747526A1 |
| Способ изготовления спеченных изделий | 1980 |
|
SU865530A1 |
| Способ получения заготовок для прессования изделий из порошка | 1988 |
|
SU1634363A1 |
| Способ сборки капсулы для экструзии изделий из металлического порошка | 1990 |
|
SU1770088A1 |
