9 совершает поступательное перемещение к центру дорна 1.
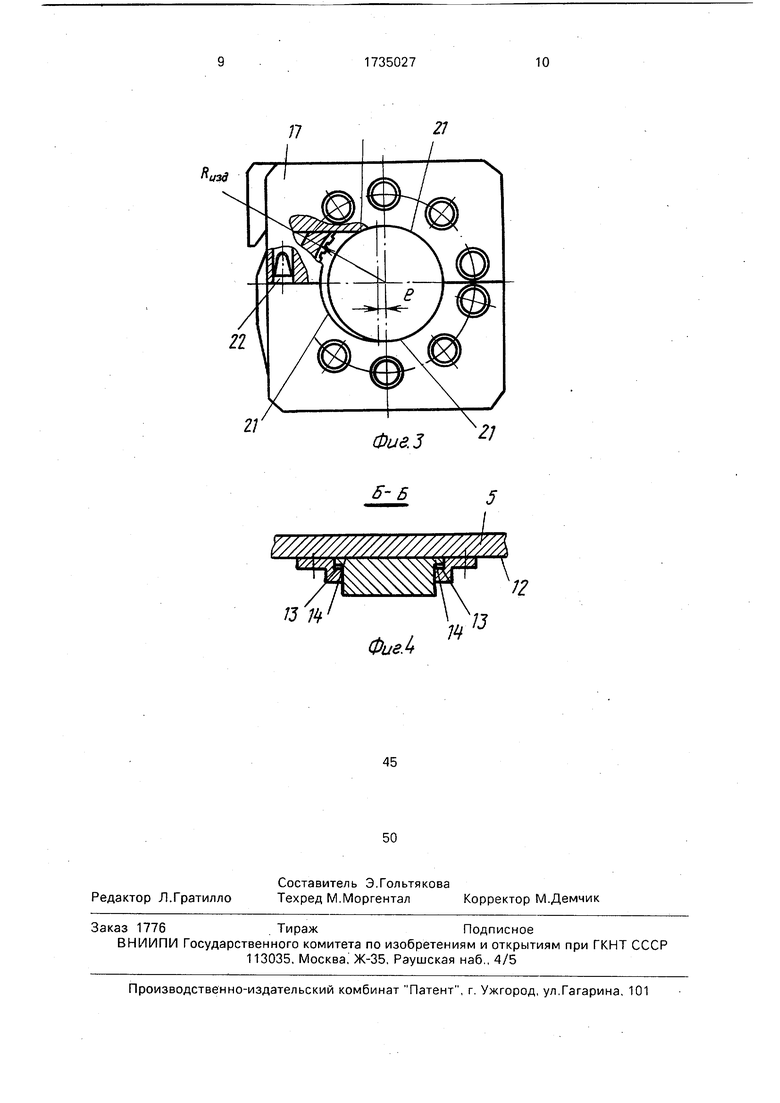
В запирающих фланцах 17 выполнены овальные полуотверстия 21, соосные формующей полости пресс-формы в ее сомкнутом состоянии. Полуотверстия 21 выполнены с эксцентриситетом I, направленным в сторону бокового сектора 5, и ве- личиной, равной разности радиусов заготовки R3ar, и готового изделия, т.е. I Raar - Низд. Запирающие фланцы 17 снабжены направляющими колонками 22 и соответствующими им отверстиями для фиксации полуформ 3 и 4 относительно друг друга при прессовании. Клин 7 механизма сведения и разведения секторов выполнен регулируемым с помощью сменной прокладки 23. Для синхронного перемещения секторов используется клин с углом заострения а рабочего участка, тангенс которого равен отношению длины И рычага 9 к расстоянию 2 от оси качания рычага до точки
Ь его касания с сектором 5, т.е. tg а - .
12
Для корда с возможным смещением используют клин с двумя наклонными участками а и Ог . Первый участок (начальный) выполняется с меньшим углом заострения «1, второй участок (конечный), соответствующий окончанию процесса прессования, - с большим углом «г. Этим обеспечивается прессование в два этапа: на первом этапе - медленное перемещение бокового сектора, т.е. его отставание от двух полуформ, и на втором этапе - быстрое перемещение бокового сектора при почти сомкнутых полуформах.
Горизонтальное перемещение Дх бокового сектора связано с вертикальным перемещением А в верхней полуформы соотношением Ах А в tg a . С учетом уменьшения горизонтального перемещения Ах сектора по сравнению с А х в
И.
- раз получим условие синхронности А х
12
лli
А в как tg а - .
2
Устройство для изготовления кольцевых армированных резинотехнических изделий работает следующим образом.
Верхняя 3 и нижняя 4 полуформы прикрепляются к верхней и нижней плитам вул- канизационного пресса. На дорне 1 собирают заготовку кольцевого изделия. Затем дорн 1 с заготовкой укладывают на формующую поверхность нижней полуформы 4. Диаметр заготовки больше диаметра формующей поверхности (равного диаметру изделия), поэтому дорн 1 с заготовкой
отклоняется в сторону бокового сектора на величину эксцентриситета, равного разности радиусов заготовки и изделий. Далее опускают верхнюю полуформу 3, которая
ориентируется относительно нижней полуформы 4 по колонкам 22. При перемещении верхней полуформы 3 вниз клин 7 действует через ролик 8 на рычаг 9, который, воздействуя на сектор 5, перемещает его
0 поступательно к центру дорна по направляющим 18 и 19 фланцев 17.
Происходит одновременное смыкание прессующих полуформ 3 и 4 и сектора 5 при их поступательном перемещении. При до5 стижении буртами 6 контакта с фланцами 2 дорн 1 начинает перемещаться вместе с секторами 5, формуя эластомер перед дорном. Таким образом, происходит одновременно формование эластомера в диаметрально
0 противоположных направлениях (в двух точках по вертикали и двух точках по горизонтали), способствуя созданию одинакового давления по периметру дорна 1. В момент полного смыкания элементов 3-5, когда они
5 состыкуются по плоскости разъема, а полуотверстия 21 фланцев 17 и внутренняя цилиндрическая поверхность буртов 6 образуют правильную окружность, ось дорна 1 совпадает с осью формующей повер0 хности элементов 3-5.
После окончания вулканизации верхняя плита пресса вместе с полуформой 3 отводится вверх вместе с клином 7. Последний освобождает рычаг 9, отводит кронштейном
5 13 сектор 5 от дорна 1 с готовым изделием. Возможны два варианта работы устройства в зависимости от изготовляемых на нем изделий. При изготовлении зубчатых ремней малого модуля с использованием в ка0 честве несущего слоя стеклокорда малого поперечного сечени используется клин с рабочей поверхностью в виде одного наклонного участка. В этом случае в процессе смыкания пресс:формы происходит синх5 ронное поступательное перемещение прессующих секторов.
При изготовлении зубчатых ремней большего модуля с использованием мзтал- лотроса большего радиуса используется
0 клин, рабочая поверхность которого выполнена с двумя наклонными участками. В этом случае появляется возможность снизить энергоемкость процесса прессования и уменьшить отход эластомера. В процессе
5 смыкания пресс-формы происходит последовательное поступательное перемещение полуформ 3 и 4 и сектора 5.
Данное устройство обеспечивает создание более равномерного давления за счет поступательного перемещения прессующих
секторов, что позволяет обеспечить высокое качество изделий при более простой, т.е. надежной конструкции.
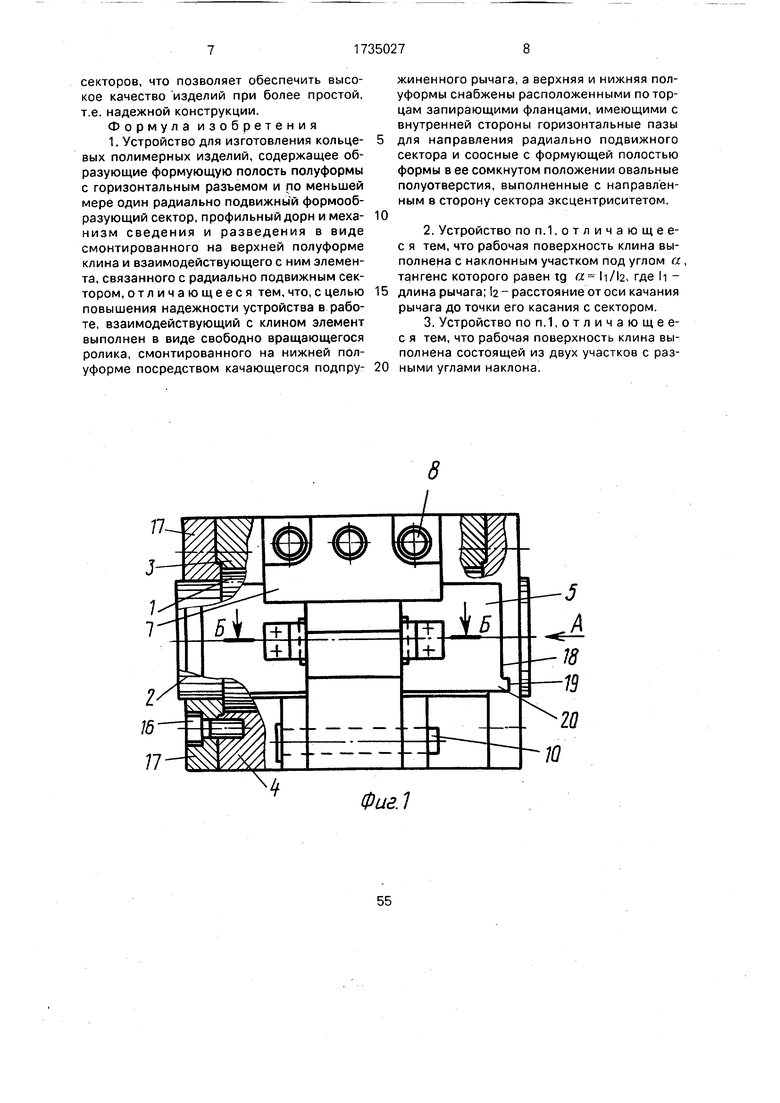
Формула изобретения 1. Устройство для изготовления кольцевых полимерных изделий, содержащее образующие формующую полость полуформы с горизонтальным разъемом и по меньшей мере один радиально подвижный формообразующий сектор, профильный дорн и меха- низм сведения и разведения в виде смонтированного на верхней полуформе клина и взаимодействующего с ним элемента, связанного с радиально подвижным сектором, отличающееся тем, что, с целью повышения надежности устройства в работе, взаимодействующий с клином элемент выполнен в виде свободно вращающегося ролика, смонтированного на нижней полуформе посредством качающегося подпружиненного рычага, а верхняя и нижняя полуформы снабжены расположенными по торцам запирающими фланцами, имеющими с внутренней стороны горизонтальные пазы
для направления радиально подвижного сектора и соосные с формующей полостью формы в ее сомкнутом положении овальные полуотверстия, выполненные с направленным в сторону сектора эксцентриситетом.
2.Устройство поп.1,отличающее- с я тем, что рабочая поверхность клина выполнена с наклонным участком под углом а тангенс которого равен tg a , где И длина рычага; 12 - расстояние от оси качания рычага до точки его касания с сектором.
3.Устройство поп,1,отличающее- с я тем, что рабочая поверхность клина выполнена состоящей из двух участков с разными углами наклона.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ВЫДУВНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1973 |
|
SU378324A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Устройство для изготовления резиновых зубчатых ремней | 1984 |
|
SU1481076A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЯМОГО ПРЕССОВАНИЯ | 2016 |
|
RU2703160C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Литьевая пресс-форма для изготовления эластичных оболочек | 1990 |
|
SU1717383A1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ЗАГОТОВКИ ДРЕВЕСНОВОЛОКНИСТОГО КАРТОНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2215648C2 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Роторная литьевая установка для переработки полимеров | 1980 |
|
SU1168427A1 |
| Устройство для изготовления кольцевых полимерных изделий | 1990 |
|
SU1713816A1 |

П-т
ФигЛ
W//////////// ///
/J П
Фи&З
б-Б
5
1
Фие.4
