1
Изобретение относится к изготовлению полых изделий методом раздува.
Известны машины для изготовления выдувных изделий из термопластов, включающие пресс-форму, механизм раздува, ниппель, соединенный с силовым цилиндром, и механизмы отделения облоя.
Целью изобретения является повышение качества изделия при их изготовлении за счет усовершенствования и упрощения конструкции механизмов удаления облоя.
Эта цель достигается тем, что механизм отделения верхнего облоя выполнен в виде охватывающего ниппель корпуса, в котором шарнирно закреплены ножи, входящие в продольные пазы ниппеля, снабженного ершеобразной насечкой, а механизм удаления нижнего облоя выполнен в виде рычажной системы, связанной одним концом со штоком силового цилиндра, а другим - с пресс-формой.
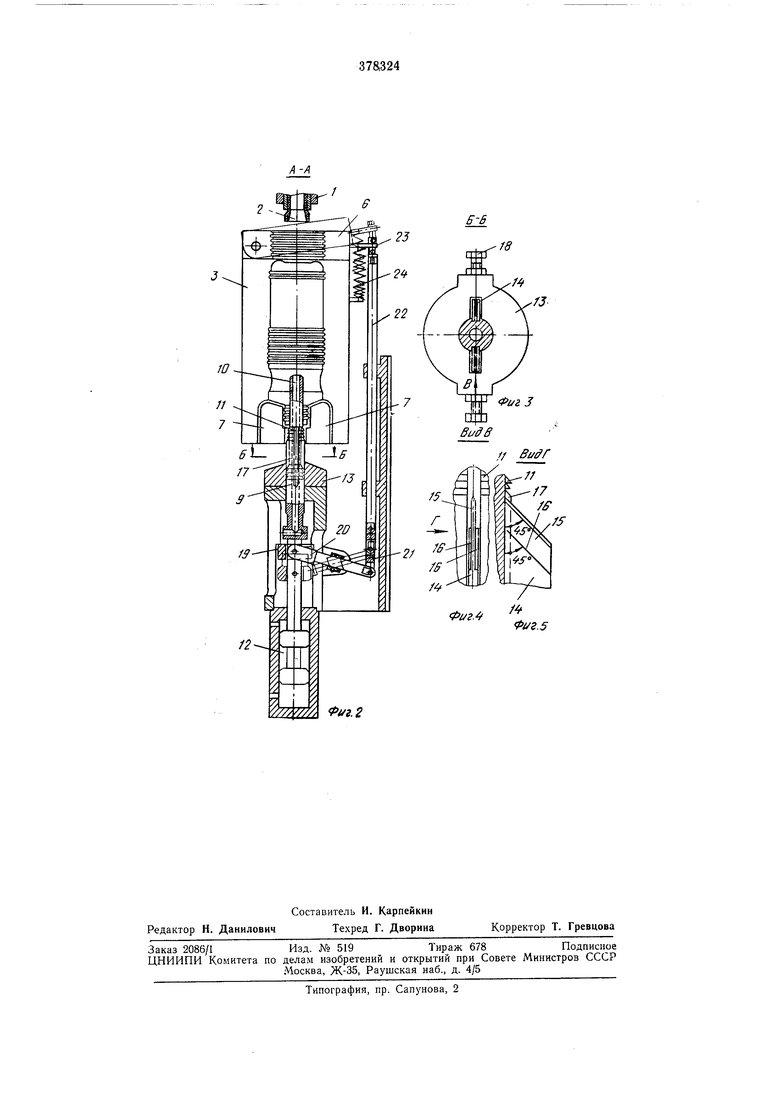
На фиг. 1 показана предлагаемая машина с разомкнутыми полуформами и узел I; на фиг. 2 - разрез по А-Л на фиг. 1; на фиг. 3- разрез по Б-Б на фиг. 2; на фиг. 4 - вид по стрелке В на фиг. 3; на фиг. 5-вид по стрелке Г на фиг. 4.
Выдувная машина состоит из экструдера с экструзионнюй головкой / для получения трубчатой заготовки 2, из двух полуформ 3, каждая из которых может перемещаться силовым цилиндром 4 н в сомкнутом состоянии образует пресс-форму для получения емкости. В верхней части полуформ 3 щарнирно закреплены губка 5 гладкая и губка 6 с насечкой, которые предназначены при сомкнутой прессформе для срыва нижнего облоя емкости. В нижней части полуформ 3, где образуется горлышко емкости, имеются плоскости 7, выполненные под углом 1,5-2° к плоскости
разъема пресс-формы, которые предназначены для размещения боковин верхнего облоя емкости. Кроме этого, в каждой полуформе 3 ниже места горлышка емкости имеются конические полуотверстия 8, образующие при сомкнутой пресс-форме усеченный конус с углом образующими 2-3°, предназначенный для горловины верхнего облоя емкости.
В плоскости разъема и вдоль центральной оси пресс-формы может перемещаться нинпель 9 с внутренним каналом W для подвода в емкость сжатого воздуха.
На наружной поверхности ниппеля 9 выполнена ершеобразная насечка //, предназначенная для захвата горловины верхнего облоя емкости с внутренней стороны. Ниппель 9 может перемещаться посредством силового цилиндра 12 в направляющем корпусе J3, в котором шарнирно закреплены ножи 14 для разрезки горловины верхнего облоя емкости. Нож М
состоит из лезвия 15, заостренного под углом не более 15°, и расположенных по обе стороны лезвия 15 площадок 16 сброса облоя. Площа;;кн 16 сброса облоя и лезине /5 наклонены к оси ниппеля 9 под тлом не более 45°. Ножи 14 устанавливаются в направляющие пазы 17 ниппеля 9 и фиксируются винтами . Ниппель 9 может воздействовать на рычажный механизм, осуществляющий срыв нижнего облоя емкости. Рычажный механизм состоит из подвижной на щтоке силового цилиндра 12 втулки /9, щарнирно закрепленной на ней вилки 20, которая соединена серьгой 21 с Т-образной скобой 22. Т-образная скоба может перемещать вдоль оси пресс-формы через рычаги 23 щарнирно закрепленные на пресс-форме губки 5 и 6. Для возвращения губок 4 и 5 в исходное положение рычаги 23 снабжены пружинами растяжения 24. При раскрытой иресс-форме расплав в виде трубчатой заготовки 2 поступает на выдвинутый вверх силовым цилиндром 12 ниппель .9 до тех пор, пока нижний торец трубчатой заготовки 2 не переместится на ершеобразную насечку ниппеля 9. После этого силовыми цилиндрами 4 смыкают иолуформы 3, конические полуотверстия 8 которых вдавливают расплав термопласта в ершеобразную насечку } нинпеля 9, образуя при этом горловину верхнего облоя емкости. Плоскостями 7 полуформы 3 оформляются боковины верхнего облоя емкости. Губками 5 и 6 нолуформ 3 отформовывается нижний облей емкости. Верхний и нижний облой емкости отсекается острыми кромками полуформ 3. После смыкания пресс-формы каналом 10 ниппеля 9 подается сжатый воздух на раздув и носле выдержки, необходимой для охлаждения емкости и облоя, сжатый воздух отключается. Затем силовым цилиндром 13 перемещают ниппель 9 Б крайнее нижнее положение. Ниппель 9, перемещаясь вниз, увлекая за со6oii ерщеобразной насечкой // отсеченный острыми кромками полуформ 3 верхний облой емкости. При дальнейшем движении нинпеля 9 горловину верхнего облся емкости встречают размещенные в пазах 17 ниннеля 9 лезвия 15 ножей 14 и разрезают ее. Затем площадки 16 отбрасьишют облой по сторонам. Ниппель 9, перемещаясь вниз, через рычажную систему - втулку 19, вилку 20, серьгу 21 и Т-образную скобу 22 - воздействует на рычаги 23 губок 5 и 6, чем осуществляется обрыв нижнего облоя емкости. Как только ниппель 9 переместится в крайнее нижнее положение, нресс-форма раскрывается, а емкость остается на конце ниппеля 9. При полном раскрытии пресс-формы подается сжатый воздух в канал 10 ниппеля 9 для сброса изделия. Затем ниппель 9 силовым цилиндром J2 перемещается в крайнее верхнее положение, чемприводится также в первоначальное положение рычажная система срыва нижнего облоя емкости. На этом полный цикл работы машин заканчивается. Предмет изобретения Мащина для производства выдувных издглий из термопластов, включающая прессформу, механизм раздува, ниппель которого соединен с силовым цилиндром, и механизмы отделения верхнего и нижнего облоя, огл«чающаяся тем, что, с целью упрощения конструкции мащины и повыщения качества изделия в результате удаления облоя, ниппель БЫполнен с ерщеобразными насечками и продольными пазами, механизм отделения верхнего облоя выполнен в виде охватывающего ниппель корпуса, в котором щарнирно закреплены ножи, входящие в пазы ниппеля, а механизм удаления нижнего облоя выполнен в виде рычажной системы, связанной одним концом со штоком силового цилиндра, а другим - с пресс-формой.
3
Pi/г. 2
Б-Б
f8
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Устройство для изготовления полых изделий из термопластов | 1987 |
|
SU1523262A1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1988 |
|
SU1684075A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173260C2 |
| УСТРОЙСТВО ДЛЯ СМЫКАНИЯ ПРЕСС-ФОРМЫ | 2008 |
|
RU2390413C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173261C2 |
| Выдувная форма для автоматических линий | 1987 |
|
SU1426828A1 |
| УСТРОЙСТВО для УДАЛЕНИЯ ОБЛОЯ НА ПЛАСТМАССОВЫХ ВЫДУВНЫХ ИЗДЕЛИЯХ | 1971 |
|
SU318206A1 |