со
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2209125C1 |
| Глиссажная опора | 1973 |
|
SU450069A1 |
| Методическая печь | 1982 |
|
SU1081399A1 |
| Методическая печь для нагрева заготовок | 1986 |
|
SU1397683A1 |
| Подовая опора печи с шагающими балками | 1980 |
|
SU911111A1 |
| Способ производства полос | 1987 |
|
SU1530276A1 |
| Способ производства листового металла | 1986 |
|
SU1424879A1 |
| Способ нагрева заготовок в методической печи | 1989 |
|
SU1786352A1 |
| Рейтер нагревательной печи | 1982 |
|
SU1015230A1 |
| Методическая печь | 1987 |
|
SU1439372A1 |
Сущность изобретения: опора для транспортирования металла в методической печи, содержащая поперечные и снаб- женные рейтерами продольные водоохлаждаемые глиссажные трубы, снабжена приводом вращения продольных трубок, рейтеры закреплены на них по винтовой линии, причем направление винтовой линии на смежных трубах противоположно, а продольные трубы в местах контакта продольных труб с поперечными снабжены опорами вращения, рейтеры выполнены прерывистыми в местах установки опор вращения. 1 з.п. ф-лы, 1 ил.
Изобретение относится к конструкциям опорных элементов методических печей и может быть использовано в металлургической и других отраслях промышленности.
Известны опоры методической нагревательной печи, представляющие собой толстостенные водоохлаждаемые трубы (глиссажные трубы), расположенные вдоль печи, которые поддерживают нагреваемые заготовки и опираются на поперечные трубы.
Такая конструкция не обеспечивает высоких технико-экономических показателей работы печи, так как предполагает существенные потери тепла с охлаждающей водой из-за контакта нагреваемых заготовок и труб. Кроме того, в местах контакта заготовок с глиссажными трубами наблюдается локальное снижение температуры нагреваемого металла на величину до 60°С, Это заметно сказывается на качестве готового проката, так как вызывает разнотолщинность листов на захоложенныхучастках, достигающую 0,15 мм.
На рабочей поверхности продольных глиссажных труб жестко закрепляют рейтер. Наряду с теплоизоляцией это способствует ухудшению передачи тепла от горячего металла к охлаждающей воде.
Однако такое решение не позволяет существенно снизить тепловые потери и в полной мере ликвидировать неравномерность температуры и разнотолщинность готовых листов.
Целью изобретения является снижение тепловых потерь с охлаждающей водой.
Указанная цель достигается тем, что рейтеры продольных водоохлаждаемых теплоизолированных глиссажных труб методической печи закреплены на трубах по винтовой линии, причем направление винтовой линии на смежных трубах противоположно, а трубы дополнительно снабжены
vj
GJ 01
N 0
iO
механизмом их вращения вокруг продольной оси.
Кроме того, в местах контакта продольных труб с поперечными установлены опоры вращения, а рейтеры выполнены прерывистыми в месте установки опор вращения.
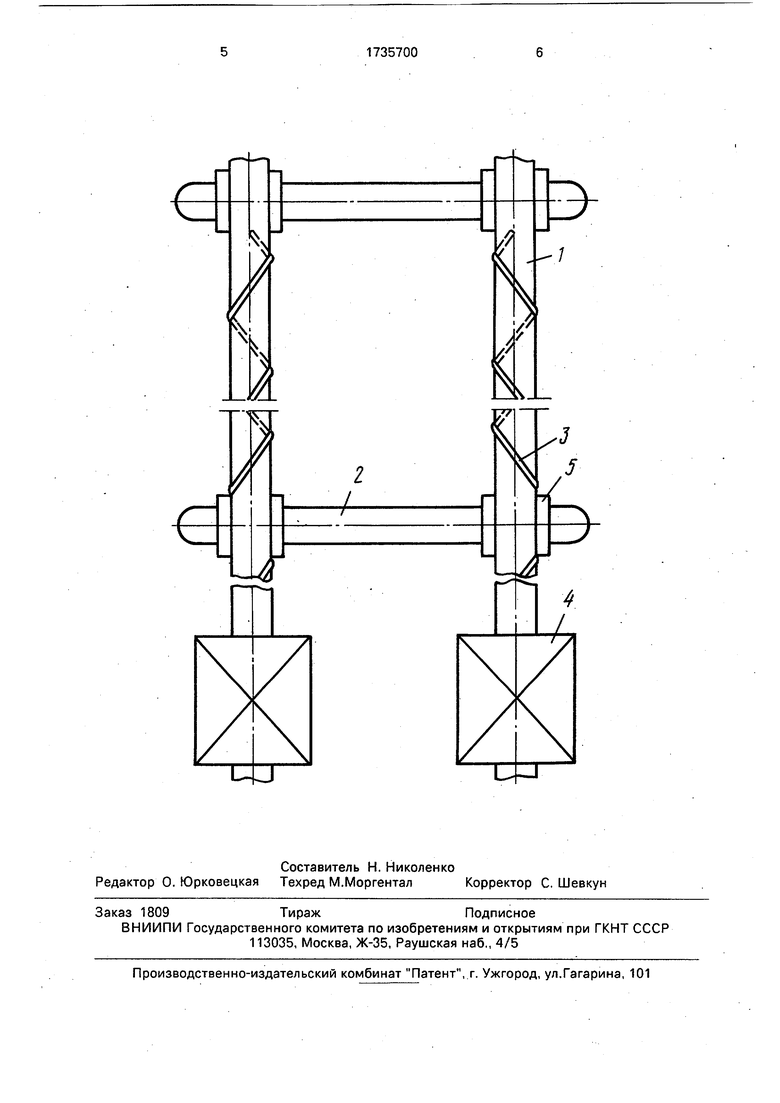
На чертеже показаны глиссажные трубы для укладки и перемещения слябов в методической печи.
Продольные водоохлаждаемые теплоизолированные трубы 1 опираются на поперечные трубы 2 и снабжены рейтерами 3, закрепленными по винтовой линии. Такая форма рейтера обеспечивает прерывистую линию его контакта с поверхностью заготовки в отличие от линейного контакта (непрерывного по всей ширине сляба) по прототипу (2-4 точки опоры на каждой глиссажной трубе, что обеспечивает устой- чивость слябов в печи), а следовательно, уменьшаются время контактирования заготовки и рейтера и потери тепла с охлаждающей водой. Кроме того, винтообразная форма рейтера улучшает условия для более надежного крепления теплоизоляции на трубе. Продольные трубы снабжены механизмом 4 их вращения вокруг продольной оси. Направление винтовой линии смежных глиссажныхтруб противоположно, чтообес- печивает устойчивое поступательное перемещение загатовок в печи без перекоса их и смещения в поперечном направлении. В местах совместного контакта продольных и поперечных труб продольные установлены в опорах 5 вращения, которые обеспечивают снижение силовых нагрузок и износа оборудования. При этом в местах установки опор рейтеры выполнены прерывистыми (опоры вращения монтируются в местах разрыва рейтеров).
При работе механизма вращения глис- сажных труб происходит волнообразное перемещение гребней рейтеров вдоль печи, При этом за счет фрикционных сил осущест- вляется несущее воздействие гребней на заготовки. Направление перемещения заготовки в печи определяется направление вращения труб, т.е. при необходимости можно выполнить обратное перемещение слябов (к окну посада), что в традиционных методических печах практически исключается. При остановке печи на ремонт исключается также необходимость заполнения печи холодными слябами.
Пример. Методическая двухрядная нагревательная печь стана 2800 имеет круглые продольные водоохлаждаемые глиссажные трубы диаметром D 120 мм, которые опираются через опоры вращения
на неподвижные поперечные трубы и расположены в четыре ряда.
На продольных трубах по винтовой линии закреплены рейтеры, направление навивки их на смежных трубах противоположно. Для устойчивого перемещения слябов по длине печи необходимо, чтобы они опирались в каждый момент времени не менее чем на два гребня рейтера на каждой трубе. Размеры нагреваемой заготовки HxBxL 175x 700 х 1500 мм, угол подъема винтовой линии а 50°. Тогда расстояние между двумя смежными витками рейтера на одной трубе составит S 2D tg a 286 мм. Минимальная в сортаменте стана 2800 ширина сляба составляет 700 мм, что больше 2S. Поэтому в любом случае нагреваемая заготовка опирается как минимум в двух точках на рейтер каждой трубы, что обеспечивает ее устойчивость при перемещении.
В местах установки опор вращения рейтеры выполнены прерывистыми. Ширина опор определяется устойчивым прохождением над ними слябов и в конкретном случае составляет не более половины шага навивки рейтера, т.е. 140 мм.
Продольные водоохлаждаемые трубы имеют привод для их вращения вокруг оси. Волнообразное перемещение гребней рейтеров вдоль печи при вращении труб способствует переносу слябов вдоль печи. При этом площадь непосредственного контакта металла с рейтерами уменьшается на 70 - 75%, что способствует снижению тепловых потерь через глиссажные трубы на 40 - 50%, улучшению качества нагрева, снижению расхода топлива на 2 %. За счет уменьшения разнотолщинности готового листа (вследствие более качественного нагрева) сокращается расход металла на 1 кг/т.
Формула изобретения
| Быков В.В | |||
| Выбор режимов нагрева металла | |||
| - М.: Металлургия, 1980, с.168 |
