4
to
00
;о
114
Изобретение относится к металлургии и может быть использовано при производстве листового металла.
Цель изобретения - уменьшение искжения формы боковых Граней при раз- :бивке ширины вследствие неравномерности нагрева заготовки по толщине |и увеличение выхода годного. j При прокатке сляба прямоугольной формы поперечного сечения, особенно при разбивке ширины, в условиях неравномерного нагрева по толщине боле нагретые слои металла получают большую деформа1шю, происходит выход боковой грани сляба на одну из плоскостей раската и образуется дефект в виде трещин и закатов. Одинаковая величина радиусов закруглений углов боковых граней сляба позволяет лишь несколько уменьшить величину перехода боковых граней на поверхность рас ,ката. Разная величина радиусов за- i круглений углов боковых граней сляба i обеспечивает полную компенсацию нера I номерности деформаций верхней и ниж- I ней плоскостей сляба и предотвращает переход боковых сляба на одну I из плоскостей сляба, что гарантирует ; отсутствие указанных дефектов боковы кромок листов и позволяет увеличить выход годного при прокатке листового металла за счет уменьшения припусков :на обрезь боковых кромок, По предлагаемому способу для умень шения величины перехода боковых граней сляба на поверхность раската при разбивке ширины вследствие неравномерности нагрева заготовки по толщине, а также увеличения выхода годного за Счет получения раската правильной геометрической формы и обеспечения устойчивого прохождения сляба в методических печах, боковые грани сляба перпендикулярны плоскостям поверхности, а углы сляба при переходе толщины к ширине выполняются с различной величиной радиусов закруглений сляба, при этом углы с большими радиусами ориентируются в сторону более прогреваемой плоскости сляба в методических печах.
Вьтолнение подобной конфигурации боковых граней сляба по предлагаемому способу осуществляется в ребровом калибре соответствуяицей формы на обжимном стане.
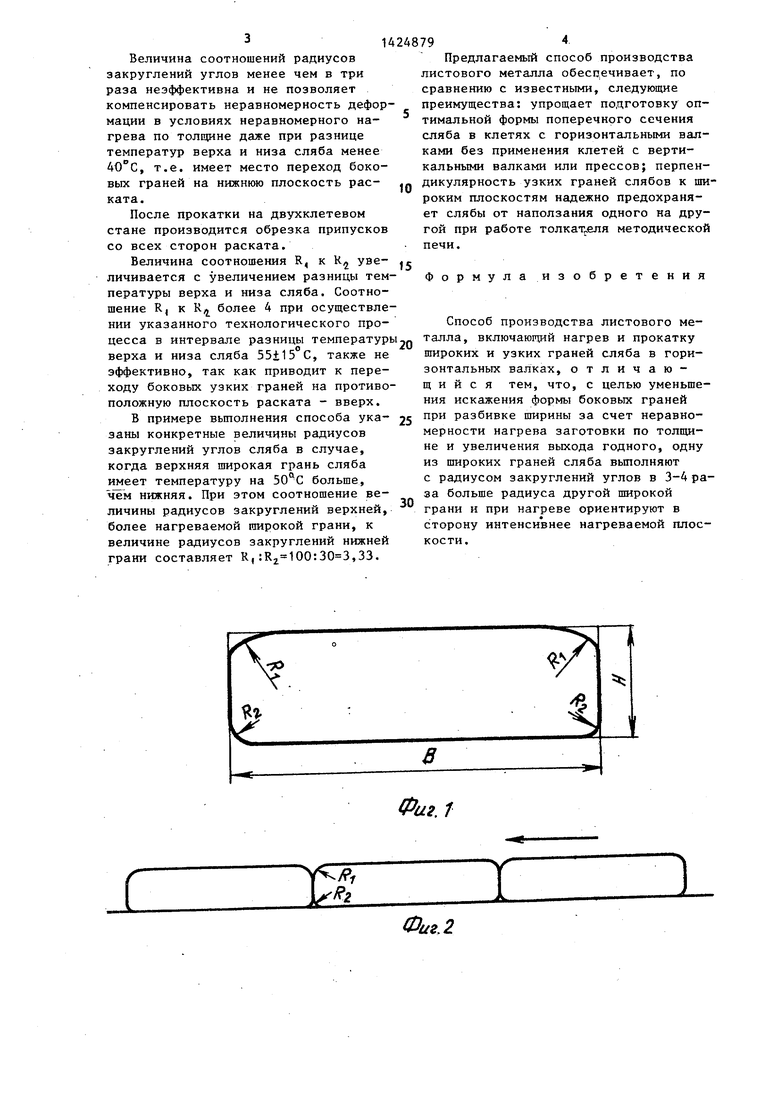
На фиг. 1 изображена форма поперечного сечения исходного сляба; на
to
15
20
25ЗО
35
40
5
0
5
фиг. 2 - прохождение слябов при нагреве в методической печи.
Радиус R, вьшолняется большим по сравнению с радиусом R в 3-4 раза, Н и В - толщина и ширина сляба.
При зтом обеспечивается перпендикулярность боковых узких граней к широким плоскостям сляба, что гарантирует устойчивое прохождение слябов в методической печи при работе Толкателя. Подготовленные таким образом слябы транспортируют к методическим печам, а при посадке ориентируют углы с большей величиной радиусов закруглений в сторону более прогреваемой плоскости.
Пример. Слябы нержавеющей стали марки 08Х18Н10Т имеют следую- mfie величины радиусов закруглений углов: R,100 мм, мм. После остывания и удаления поверхностных дефектов слябы садятся в методическую печь. Сторона с большими радиусами закруглений углов ориентируется при этом вверх, т.е. в сторону более прогреваемой плоскости заготовки, а сторона с меньшими радиусами закруглений ложится на глиссажные трубы, дю которым осуществляется движение заготовки в процессе нагрева в методической печи под действием усилия толкателя. Узкие грани слябов в методической печи контактируют друг с другом, а их перпендикулярность к широким плоскостям сляба исключает случаи выкантовы- вания слябов в методической печи при работе толкателя.
В методической печи слябы нагреваются до 1280° в наиболее прогретой верхней части сляба. Температура нижней плоскости сляба, соприкасающейся с глиссажными трубами методической печи, примерно на 50 С меньше, чем температура верхней плоскости, и составляет 1230°С. После вьздачи из методической печи слябы с размерами поперечного сечения 140x700 мм и длиной 1770 мм прокатьгоаются в двух клетях листового стана в лист с размерами поперечного сечения 8x1500 мм и длиной 14450 мм за 26 пропусков по схеме; 2 пропуска - протяжка, размеры проката 130x702x1900 мм; 6 пропусков- разбивка ширины, 61x1905x1500 мм; 7 пропусков - продольная прокатка на клети 1, 22x1500x5260 мм{ 11 пропусков - продольная прокатка на клети 2, 8x1500x14450 мм.
Величина соотношений радиусов закруглений углов менее чем в три раза неэффективна и не позволяет компенсировать неравномерность деформации в условиях неравномерного нагрева по толпщне даже при разнице температур верха и низа сляба менее 40 С, т.е. имеет место переход боковых граней на нижннж) плоскость раската.
После прокатки на двухклетевом стане производится обрезка припусков со всех сторон раската.
Величина соотношения R, к К уве- личивается с увеличением разницы температуры верха и низа сляба. Соотношение R( к К более 4 при осуществлении указанного технологического процесса в интервале разницы температуры верха и низа сляба 55+15 С, также не эффективно, так как приводит к переходу боковых узких граней на противоположную плоскость раската - вверх.
10
А248794.
Предлагаемый способ производства листового металла обеспечивает, по сравнению с известными, следующие преимущества: упрощает подготовку оптимальной формы поперечного сечения сляба в клетях с горизонтальными валками без применения клетей с вертикальными валками или прессов; перпендикулярность узких граней слябов к широким плоскостям надежно предохраняет слябы от наползания одного на другой при работе толкат,ля методической печи.
Формула изобретения
Способ производства листового металла, включаю1тий нагрев и прокатку широких и узких граней сляба в горизонтальных валках, отличающийся тем, что, с целью уменьшения искажения формы боковых граней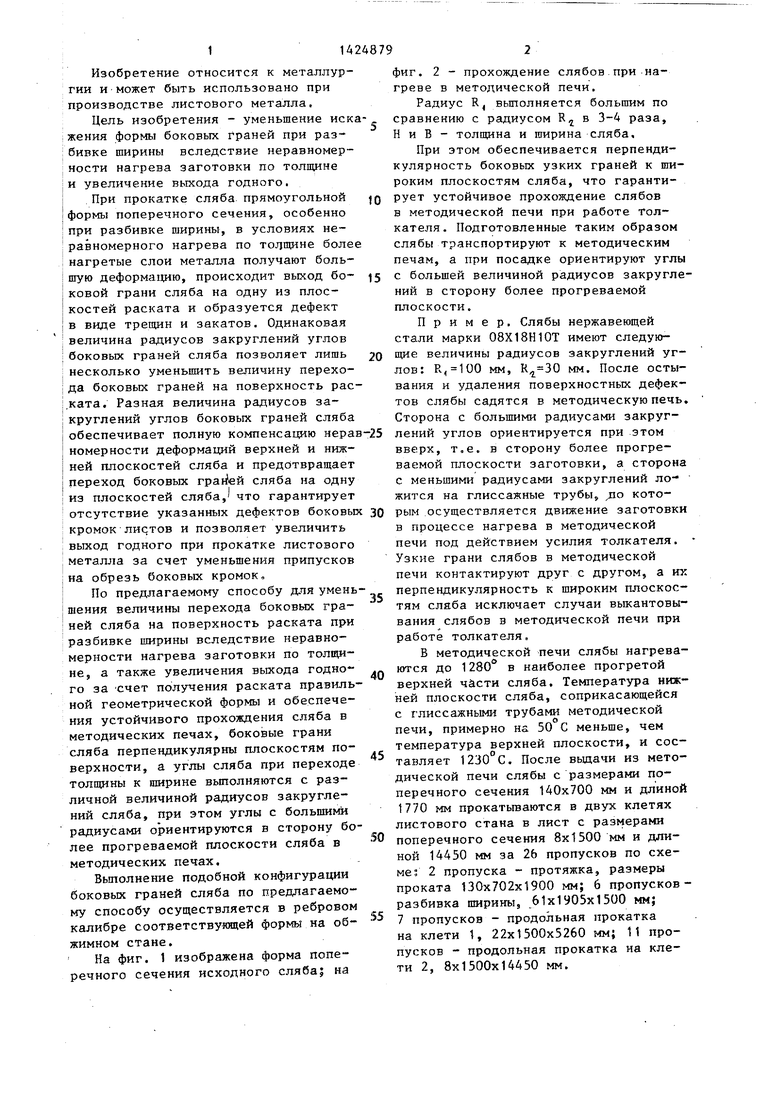
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2209125C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| Способ горячей прокатки толстых листов | 1988 |
|
SU1540881A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки толстых листов | 1988 |
|
SU1556777A1 |
| Пакет для получения многослойных листов | 1978 |
|
SU724312A1 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
Изобретение относится к металлургии и может быть использовано при производстве листовой стали. Цель изобретения - уменьшение искажения формы боковых граней при разбивке ширины за счет неравномерности нагрева заготовки по толщине и увеличение выхода годного. Боковые грани сляба вьшолняют с различной величиной ра- ,диусов загруглений углов, а в процессе нагрева в методических печах, перед прокаткой на листовом стане, сторону сляба с большими радиусами закруглений углов ориентируют в сторону более прогреваемой плоскости. 2 ил.
В примере вьтолнения способа ука- 25 Р разбивке ширины за счет неравно- заны конкретные величины радиусов мерности нагрева заготовки по толщи- закруглении углов сляба в случае, «е и увеличения выхода годного, одну когда верхняя широкая грань сляба из широких граней сляба выполняют
с радиусом закруглений углов в 3-4 раза больше радиуса другой широкой грани и при нагреве ориентируют в
имеет температуру на больше, чём нижняя. При этом соотношение величины радиусов закруглений верхней, более нагреваемой широкой грани, к величине радиусов закруглений нижней грани составляет R,:R 100:30 3,33.
30
сторону интенсивнее нагреваемой плоскости.
30
сторону интенсивнее нагреваемой плоскости.
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО МЕТАЛЛА | 0 |
|
SU212205A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
