Известны устройства для электроэрозионной обработки сферических полостей, состоящие из корпуса, в котором вращается электрод-инструмент, и токоподводящих элементов.
Основным недостатком этих устройств является относительно быстрый износ электродов-инструментов, что сказывается на точности обработки. Кроме того, в результате плохого доступа рабочей жидкости в зону обработки и затрудпенного удаления из нее продуктов эрозии производительность обработки понижается.
Предлагается устройство, позволяющее обрабатывать изделия с больгаей точностью благодаря непрерывной комленсации износа рабочих элементов. Для этого электрод-инструмент выполнен в виде вращающегося от отдельного электродвигателя диска, в радиальных пазах которого расположепы рабочие элементы. Последние удерживаются с помощью боковых тормозящих пластин и при каждом обороте диска выдвигаются пружинами до калибрующего упора.
Конструкция устройства схематично представлена на чертеже.
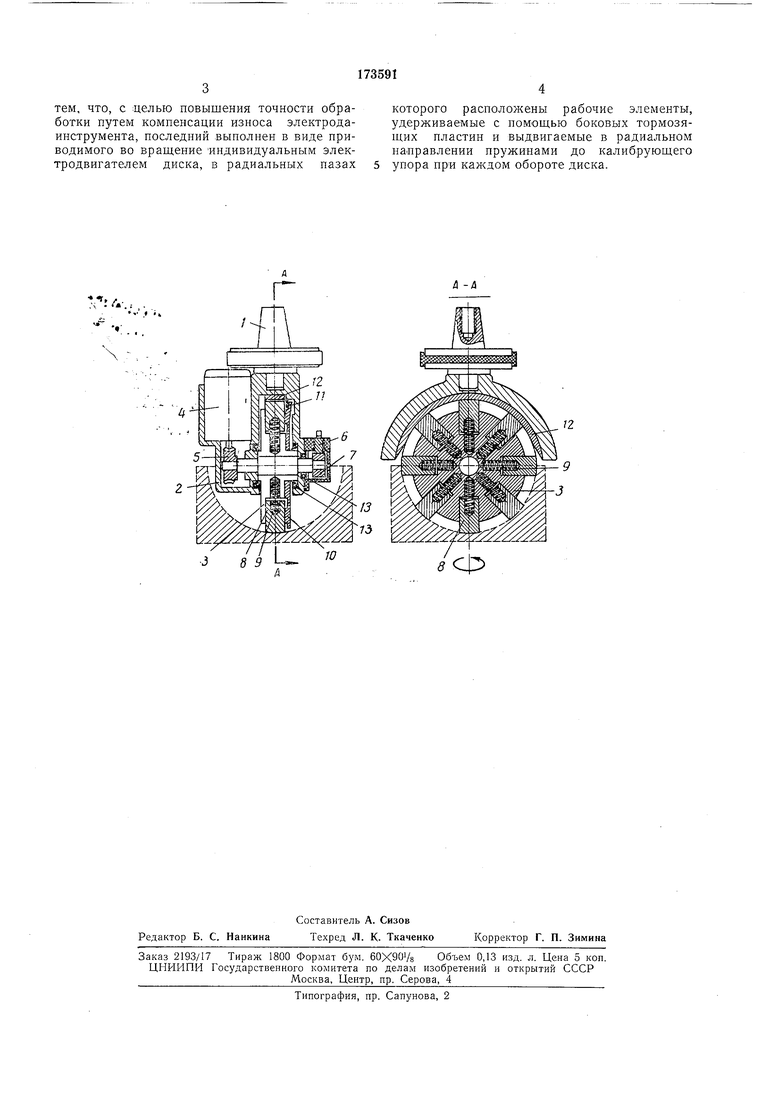
С помощью конического хвостовика / устройство закрепляется в шпинделе станка. В корпусе 2 вращается дисковый электрод-инструмент 3, приводимый электродвигателем 4
через редуктор 5. Ток к электроду-инструменту подводится при помощи щетки 6 и контактного кольца 7. Рабочие элементы 8 расположены в пазах дискового электрода-инструмента. Пружины 9 стремятся выдвинуть рабочие элементы, однако последние удерживаются при помощи боковых тормозящих пластин }0. Против каждого рабочего элемента находится удерживающая его пластина. Только в верхнем положении пластина отходит, зацепляясь за зубец 11, и рабочий элемент прижимается к упору 12.
Во время работы устройства рабочие элементы постепенно изнашиваются. Однако, выдвигаясь по очереди пружинами 9 до калибрующего упора 12 в момент прохождения верхнего положения, они снова занимают первоначальное положение. Таким образом износ рабочих элементов непрерывно компенсируется.
Цапфа вала, подшипники И токоподвод защищены от проникновения загрязненной рабочей жидкости сальниковыми манжетами 13.
Предмет изобретения
Устройство для электроэрозионной обработки сферических нолостей, устанавливаемое в шпинделе станка и состоящее из корпуса, вращающегося в яем электрода-инструмента и токоподводящих элементов, отличающееся тем, что, с :целью повышения точности обработки путем компенсации износа электродаинструмента, последний выполнен в виде приводимого во вращение индивидуальным электродвигателем диска, в радиальных пазах 5 которого расположены рабочие элементы, удерживаемые с помощью боковых тормозящих пластин и выдвигаемые в радиальном направлении пружинами до калибрующего упора при каждом обороте диска.
,Л.
-- -,
L
J 89
4 -Л
