Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральных элементов из профилированного прутка быстрорежущей стали и устройство для его осуществления | 1983 |
|
SU1107928A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 1971 |
|
SU308801A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ЩЕЛЕВОГО ФИЛЬТРА | 2008 |
|
RU2394662C1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| Зажимной патрон | 1990 |
|
SU1787072A3 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| РУЧНОЙ ГИДРАВЛИЧЕСКИЙ РЕЗАК | 1997 |
|
RU2121433C1 |
| ГИБОЧНОЕ УСТРОЙСТВО | 1992 |
|
RU2067509C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
Использование: обработка металлов давлением. Сущность изобретения: устройство содержит закрепленную на шпинделе планшайбу, элементы зажима передних концов прутков, оправку, механизм направления заготовки. Оправка выполнена в виде набора дисков, смонтированных на стержне На наружной поверхности дисков выполнены j-образные продольные открытые пазы, образующие ручей для размещения прутка. Диски снабжены ограничителями взаимного поворота. Ближайший к шпинделю диск жестко закреплен на стержне, а остальные смонтированы с возможностью свободного вращения. 1 з.п ф-лы, 5 ил.
Изобретение относится к обработке металлов давлением в частности к гибке спиральных элементов для сборных режущих инструментов.
Известно устройство для изготовления спиральных элементов из профилированного прутка быстрорежущей стали, содержащее закрепленную в патроне станка планшайбу с механизмом зажима передних концов прутков, оправку и механизм направления заготовки.
Однако спиральные элементы, изготовленные известным устройством, имеют неу- довлетворительную геометрию, что сказывается на стойкости режущих инструментов.
Известно устройство для изготовления спиральных элементов из профилированного прутка быстрорежущей стали содержащее закрепленную в патроне станка
планшайбу с механизмами зажима передних концов прутков, оправку и механизм направления заготовки при этом последний выполнен в виде охватывающей оправку скэбы с отверстиями перпендикулярными оси оправки, и установленных и застопоренных в этих отверстиях направляющих прижимов в виде прямоугольныхстержнейсоткрытыми пазами на торцы, параллельными оси оправки, под навиваемый пруток.
Недостатками прототипа являются неудовлетворительное качество изготавливаемых спиральных элементов ввиду отсутствия гарантированного получения заданной геометрии (упомянутых элементов), так как экспериментально установлено, что отклонение шага спирали от требуемого достигало 0,5-1,0%, а это влияет на качество сборного режущего инструмента.
а
сь ел :ч
Цель изобретения - повышение качества изготавливаемых спиральных элементов путем гарантированного получения заданной геометрии.
Поставленная цель достигается тем, что в устройстве для изготовления нескольких спиральных элементов из профилированного прутка быстрорежущей стали, содержащем закрепленную на шпинделе планшайбу, элементы зажима передних концов прутков, оправку и механизм направления прутков, оправка выполнена в виде набора дисков, установленных на цилиндрическом стержне, на наружной повер- хности каждого диска выполнены J -образные продольные открытые пазы, образующие ручей для размещения прутка. поверхность основания каждого паза ограничена плоскостью, параллельной плоскости, проходящей через ось вращения диска. а поверхность стенки - плоскостью.образующей с осью вращения диска острый угол диски снабжены ограничителями взаимного поворота, причем ближайший к шпинделю диск жестко закреплен на цилиндрическом стержне, а остальные - с возможностью свободного вращения, при этом, ограничители взаимного поворота выполнены в виде выступов и пазов на соседних дисках, размещенных с возможностью взаимодейст- вия друг с другом.
В предлагаемом устройстве оправка выполнена в виде набора дисков: на наружной поверхности каждого диска выполнены J -образные продольные открытые пазы, об- разующие ручей для размещения прутка. поверхность основания каждого паза ограничена плоскостью, параллельной плоскости, проходящей через ось вращения диска, а поверхность стенки - плоскостью.образу- ющей с осью вращения диска острый угол1 диски снабжены ограничителями взаимного поворота; крайний к шпинделю диск жестко закреплен на цилиндрическом стержне, а остальные диски - с возможностью свобод- ного вращения; ограничители взаимного поворота выполнены в виде выступов и пазов на соседних дисках, размещенных с возможностью взаимодействия друг с другом.
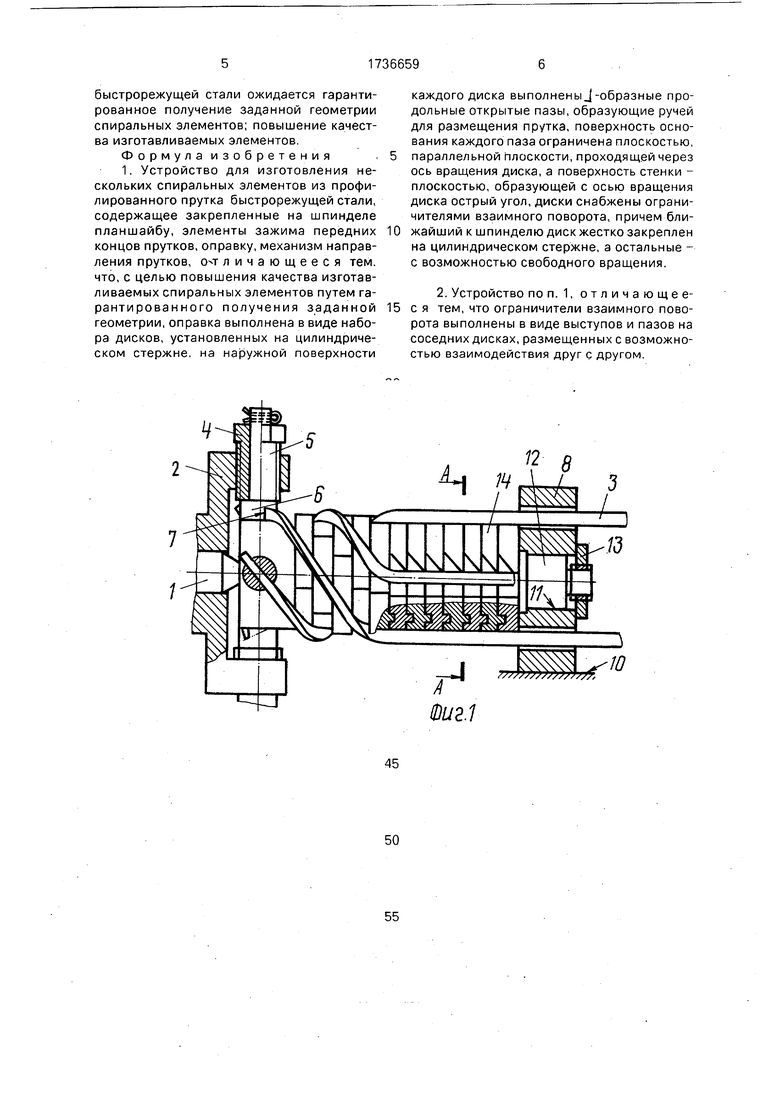
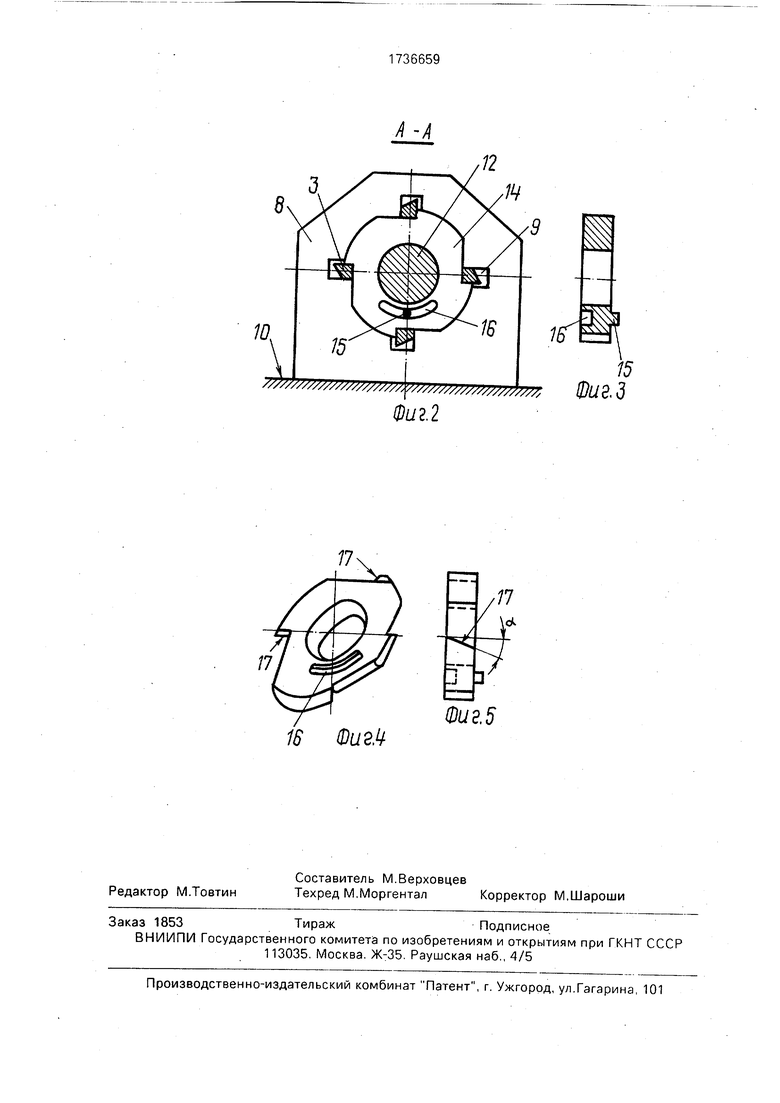
На фиг. 1 изображено устройство для изготовления спиральных элементов из профилированного прутка быстрорежущей стали, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-5 - конструкция дисков.
Устройство для изготовления спираль- ных элементов из профилированного прутка быстрорежущей стали содержит закрепленную на шпинделе 1 планшайбу 2. элементы зажима передних концов каждого из прутков 3, выполненных в виде резьбовой втулки 4 и стержня 5 с головкой 6, на торце которой выполнен открытый паз 7 с сечением, соответствующим сечению прутка 3. Глубина паза 7 несколько меньше высоты профиля. Устройство снабжено механизмом 8 направления прутков 3, имеющим сквозные пазы 9, и установлено на станине 10 (или суппорте) станка. В центральном отверстии 11 механизма 8 располо- жен конец стержня 12. на котором навинчена гайка 13, а другой конец стержня 12 закреплен на шпинделе 1 при помощи планшайбы 2. На стержне 12 установлены диски 14, образующие оправку, при этом крайний диск 14, расположенный у шпинделя 1, жестко скреплен со стержнем 12, а остальные диски 14. установлены на цилиндрическом стержне 12 с возможностью поворота и снабжены ограничителями взаимного поворота, т.е. предшествующий диск ограничивает поворот последующего и т.д., при этом ограничители взаимного поворота выполнены в виде взаимодействующих друг с другом выступов 15 и пазов 16 на соседних дисках. На наружной поверхности оправки выполнен продольный паз, образующийся из J-образных открытых пазов 17 на дисках 14. при этом стенка пазов 17 выполнена под углом и,. соответствующим углу винтоврй канавки на оправке, а основание образовано плоскостью параллельной плоскости, проходящей через ось вращения диска и перпендикулярной стенке паза 17. Для расширения технологических возможностей на оправке может быть выполнено п пазов.
Устройство для изготовления спиральных элементов из профилированного прутка быстрорежущей стали работает следующим образом.
Перед установкой прутка (ов) 3 на оправку диски 14 возвращают в исходное положение, при котором паз 7 (зажимов передних концов прутков), пазы 17 (дисков 14) и пазы 9 (механизма направления прутков) находятся на одной линии. Затем пруток вводят в пазы 9, 17 и 7, при этом в последнем закрепляют при помощи резьбовой втулки 4. После этого включают главный привод, При повороте шпинделя 1 пруток 3 накручивается на оправку е зоне пазов 17, которые, по мере поворота, оправки образуют винтовую линию с углом подъема и, соответствующую форме спирали, при этом свободный конец прутка может свободно перемещаться в сторону планшайбы 2.
От использования предлагаемого устройства для изготовления спиральных элементов из профилированного прутка
быстрорежущей стали ожидается гарантированное получение заданной геометрии спиральных элементов; повышение качества изготавливаемых элементов
Формула изобретения 1. Устройство для изготовления нескольких спиральных элементов из профилированного прутка быстрорежущей стали, содержащее закрепленные на шпинделе планшайбу, элементы зажима передних концов прутков, оправку, механизм направления прутков, отличающееся тем. что, с целью повышения качества изготавливаемых спиральных элементов путем гарантированного получения заданной геометрии, оправка выполнена в виде набора дисков, установленных на цилиндрическом стержне, на наружной поверхности
каждого диска выполнены J-образные продольные открытые пазы, образующие ручей для размещения прутка, поверхность основания каждого паза ограничена плоскостью,
параллельной плоскости, проходящей через ось вращения диска, а поверхность стенки - плоскостью, образующей с осью вращения диска острый угол, диски снабжены ограничителями взаимного поворота, причем ближайший к шпинделю диск жестко закреплен на цилиндрическом стержне, а остальные - с возможностью свободного вращения.
/2 0
. я
Фиг.1
8
16 ФигМ
Щ
,,15
///////s/w/s/////// yjUe.ij
Фш2
Фиг. 5
| Способ изготовления спиральных элементов из профилированного прутка быстрорежущей стали и устройство для его осуществления | 1983 |
|
SU1107928A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
