Изобретение относится к отрасли машиностроительной промышленности, изготовляюш,ей пружины горячей навивки.
Известные устройства для горячей навивки содержат узлы подачи прутка, нагрева, навивки, а также узел закалки пружин, обеспечивающие совмещение операции навивки пружины с ее термообработкой. Однако в этих устройствах нельзя проводить термомеханическую обработку, обеспечивающую наибольшую прочность пружин по сравнению с термообработкой.
Предлагаемое устройство для изготовления пружин отличается от известных тем, что оно снабжено смонтированным на выходе прутка из узла нагрева узлом деформирования поперечного сечения прутка, обеспечиваюш,им возможность проведения термомеханической обработки совместно с нагревом, чем улучшаются прочностные характеристики пружин. Узел деформирования поперечного сечения прутка выполнен в виде приводной вращаюш,ейся планшайбы и трех деформирующих роликов, свободно посаженных на осях, смонтированных в вилках трех равномерно установленных по окружности планшайбы с возможностью регулировочного радиального перемещения вилкообразных кронштейнов, при этом упомянутые оси расположены под углом
к оси подачи прутка, обеспечивающим его затягивание между роликами.
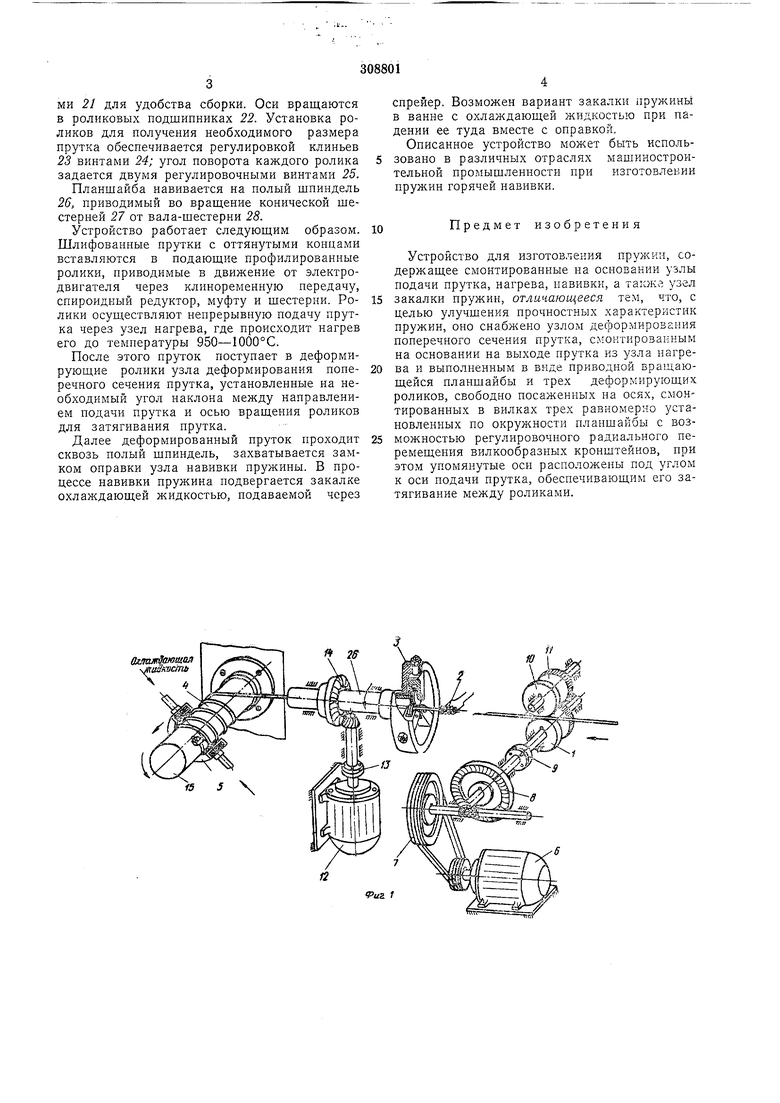
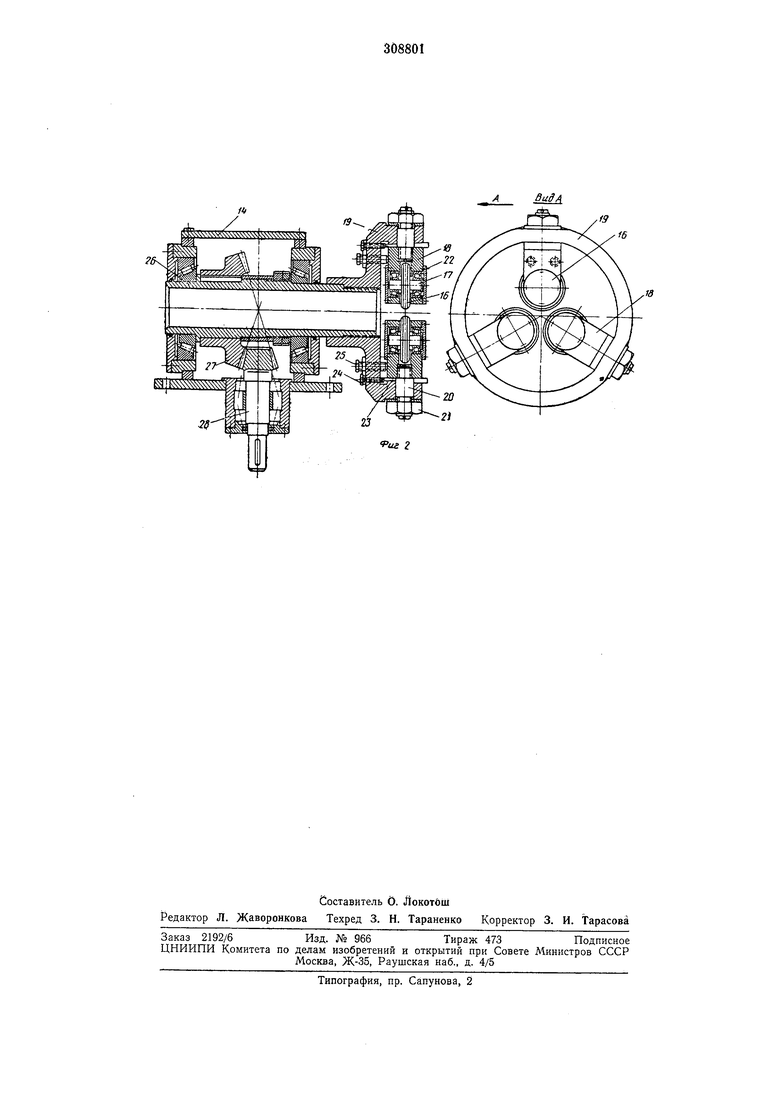
На фиг. 1 изображена кинематическая схема описываемого устройства; на фиг. 2 - 5 узел деформирования поперечного сечения, разрез и вид по А.
Устройство состоит из узла / подачи прутка, узла 2 нагрева, узла 3 деформирования поперечного сечения прутка, узла 4 навивки,
0 а также узла 5 закалки пружин.
Узел подачи прутка содержит электродвигатель 6, клиноременную передачу 7, спироидный редуктор 8, муфту 9, подающие профилированные ролики /0. Вращение подвижного
5 ролика осуществляется через шестерни //.
Привод узла деформирования поперечного сечения прутка включает в себя электродвигатель /2, муфту /5 и конический редуктор У4. Между узлами подачи и деформирования рас0 положен узел нагрева в виде индуктора высокочастотной установки АЗ-67. Узел навивки имеет оправку 15, а узел закалки - спрейер. Узел деформирования поперечного сечения прутка выполнен в виде деформирующих poj
5 ликов У&, изготовленных из быстрорежущей стали и термообработанных на твердость 62- 64HRC и расположенных на осях 17, в вилках трех вилкообразных кронштейнов 18, размешенных ъ планшайбе 19 под углами 120°.
ми 21 для удобства сборки. Оси вращаются в роликовых подшипниках 22. Установка роликов для получения необходимого размера прутка обеспечивается регулировкой клиньев 23 винтами 24; угол поворота каждого ролика задается двумя регулировочными винтами 25.
Планшайба навивается на полый шпиндель 26, приводимый во вращение конической шестерней 27 от вала-шестерни 28.
Устройство работает следующим образом. Шлифованные прутки с оттянутыми концами вставляются в подающие профилированные ролики, приводимые в движение от электродвигателя через клиноременную передачу, спироидный редуктор, муфту и шестерни. Ролики осуществляют непрерывную подачу прутка через узел нагрева, где происходит нагрев его до температуры 950-1000°С.
После этого пруток поступает в деформирующие ролики узла деформирования поперечного сечения прутка, установленные на необходимый угол наклона между направлением подачи прутка и осью вращения роликов для затягивания прутка.
Далее деформированный пруток проходит сквозь полый шпиндель, захватывается замком оправки узла навивки пружины. В процессе навивки пружина подвергается закалке охлаждающей жидкостью, подаваемой через
спрейер. Возможен вариант закалки пружинь в ванне с охлаждающей жидкостью при падении ее туда вместе с оправкой.
Описанное устройство может быть использовано в различных отраслях машиностроительной промышленности при изготовлении пружин горячей навивки.
Предмет изобретения
Устройство для изготовления пружин, содержащее смонтированные на основании узлы подачи прутка, иагрева, навивки, а также узел закалки пружин, отличающееся тем, что, с целью улучшения прочностных характеристик пружин, оно снабжено узлом деформирования поперечного сечения прутка, сконтировакным на основании на выходе прутка кз узла нагрева и выполненным в виде приводной вращающейся планшайбы и трех деформирующих роликов, свободно посаженных на осях, смонтированных в вилках трех равномерно установленных по окружности планшайбы с возможностью регулировочного радиального перемещения вилкообразных кронштейнов, при этом упомянутые оси расположены под углом к оси подачи прутка, обеспечивающим его затягивание между роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ПРУЖИН ИЗ СТАЛИ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2013 |
|
RU2547989C2 |
| Способ изготовления упругих элементов | 1988 |
|
SU1548221A1 |
| Станок для горячей навивки пружин кручения | 1986 |
|
SU1405938A2 |
| Устройство для горячей навивки крупногабаритных пружин из прутка | 1988 |
|
SU1553230A1 |
| АГРЕГАТ ДЛЯ НАВИВКИ СТАЛЬНЫХ ПРУЖИН | 2008 |
|
RU2373016C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН | 2000 |
|
RU2166399C1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Автоматическая линия для изготовления пружин горячей навивкой | 1977 |
|
SU745578A1 |
adfcacmii
