Изобретение относится к электрохимическому никелированию, в частности к высокопроизводительным электролитам блестящего никелирования.
Известен хлоридный электролит никелирования состава, г/л: хлорид никеля 200-300; ацетат аммония 50-75, при температуре. 20-35°С, катодная плотность тока находится в пределах 3-10 А/дм2, а скорость осаждения никеля достигает 2,1 мкм/мин.
Известен хлоридный электролит никелирования состава, г/л: хлорид никеля 200- 275; фторид натрия 1-2; соляная кислота 100-140, лри температуре 20-25°С, катодная плотность тока находится в пределах 20-30 А/дм2, а скорость осаждения никеля лостигает 4,3 мкм/мин.
Однако данные электролиты, работающие при комнатной температуре (18-25°С), обладают низкими предельно допустимыми плотностями тока осаждения никелевых покрытий и недостаточными физико-механическими и декоративными свойствами.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является электролит никелирования следующего состава, г/л: хлорид никеля 60; сульфат никеля 300; борная кислота 30; 1,4-бутиндиол 1,75; сахарин 1,2; хлорамин Б 2,0, при температуре 20-25°С, катодная плотность тока находится в пределах 1.0- 1,5 А/дм , а скорость осаждения достигает 0,3 мкм/мин.
Однако данный электролит имеет низкие предельно допустимые плотности тока нанесения никелевых покрытий и очень чувXI
о VJ
о
ю ь.
ствителен к загрязнениям. В связи с этим требуется предварительная проработка при малых плотностях тока с целью удаления примесей железа, цинка, меди, а также обработка активированным углем для удаления органических примесей.
Цель изобретения - расширение интервала рабочих плотностей тока.
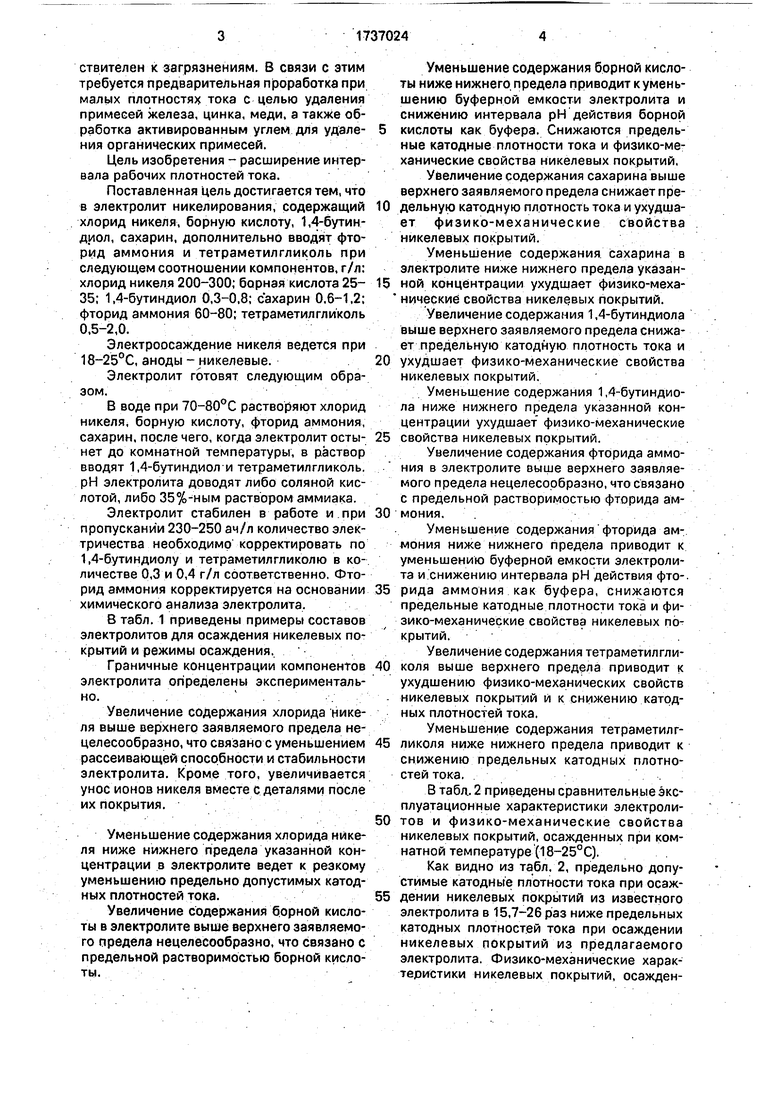
Поставленная цель достигается тем, что в электролит никелирования, содержащий хлорид никеля, борную кислоту, 1,4-бутин- диол, сахарин, дополнительно вводят фторид аммония и тетраметилгликоль при следующем соотношении компонентов, г/л: хлорид никеля 200-300; борная кислота 25- 35; 1,4-бутиндиол 0,3-0,8; сахарин 0,6-1,2; фторид аммония 60-80; тетраметилгликоль 0,5-2,0.
Электроосаждение никеля ведется при 18-25°С, аноды - никелевые.
Электролит готовят следующим образом.
В воде при 70-80°С растворяют хлорид никеля, борную кислоту, фторид аммония, сахарин, после чего, когда электролит остынет до комнатной температуры, в раствор вводят 1,4-бутиндиол и тетраметилгликоль. рН электролита доводят либо соляной кислотой, либо 35%-ным раствором аммиака.
Электролит стабилен в работе и при пропускании 230-250 ач/л количество электричества необходимо корректировать по 1,4-бутиндиолу и тетраметилгликолю в количестве 0,3 и 0,4 г/л соответственно, Фторид аммония корректируется на основании химического анализа электролита.
В табл. 1 приведены примеры составов электролитов для осаждения никелевых покрытий и режимы осаждения.
Граничные концентрации компонентов электролита определены экспериментально.
Увеличение содержания хлорида никеля выше верхнего заявляемого предела нецелесообразно, что связано с уменьшением рассеивающей способности и стабильности электролита. Кроме того, увеличивается унос ионов никеля вместе с деталями после их покрытия.
Уменьшение содержания хлорида никеля ниже нижнего предела указанной концентрации в электролите ведет к резкому уменьшению предельно допустимых катодных плотностей тока.
Увеличение содержания борной кислоты в электролите выше верхнего заявляемого предела нецелесообразно, что связано с предельной растворимостью борной кислоты.
Уменьшение содержания борной кислоты ниже нижнего предела приводит к уменьшению буферной емкости электролита и снижению интервала рН действия борной
кислоты как буфера. Снижаются предельные катодные плотности тока и физико-механические свойства никелевых покрытий, Увеличение содержания сахарина выше верхнего заявляемого предела снижает пре0 дельную катодную плотность тока и ухудшает физико-механические свойства никелевых покрытий.
Уменьшение содержания сахарина в электролите ниже нижнего предела указан5 ной концентрации ухудшает физико-меха- нические свойства никелевых покрытий.
Увеличение содержания 1,4-бутиндиола выше верхнего заявляемого предела снижает предельную катодную плотность тока и
0 ухудшает физико-механические свойства никелевых покрытий.
Уменьшение содержания 1,4-бутиндиола ниже нижнего предела указанной концентрации ухудшает физико-механические
5 свойства никелевых покрытий.
Увеличение содержания фторида аммония в электролите выше верхнего заявляемого предела нецелесообразно, что связано с предельной растворимостью фторида ам0 мония.
Уменьшение содержания фторида аммония ниже нижнего предела приводит к уменьшению буферной емкости электролита и снижению интервала рН действия фто-.
5 рида аммония как буфера, снижаются предельные катодные плотности тока и физико-механические свойства никелевых покрытий.
Увеличение содержания тетраметилгли0 коля выше верхнего предела приводит к ухудшению физико-механических свойств никелевых покрытий и к снижению катодных плотностей тока.
Уменьшение содержания тетраметилг5 ликоля ниже нижнего предела приводит к снижению предельных катодных плотностей тока.
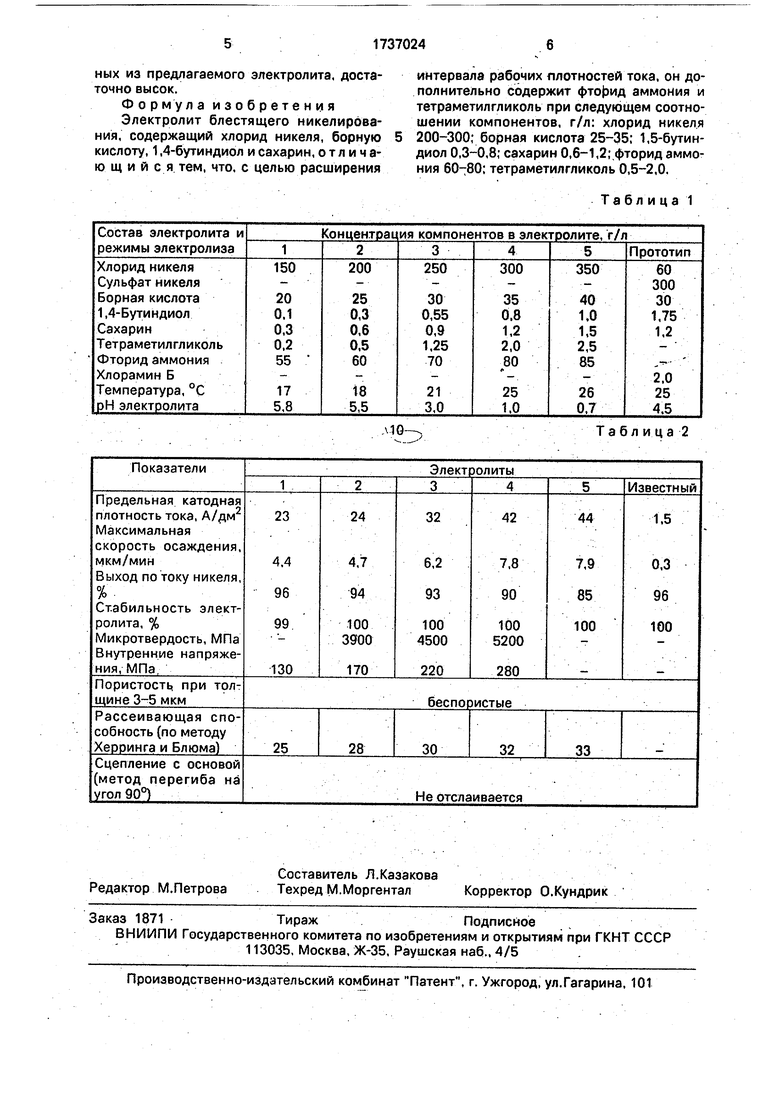
В табл. 2 приведены сравнительные эксплуатационные характеристики электроли0 тов и физико-механические свойства никелевых покрытий, осажденных при комнатной температуре (18-25°С).
Как видно из табл. 2, предельно допустимые катодные плотности тока при осаж5 дении никелевых покрытий из известного электролита в 15,7-26 раз ниже предельных катодных плотностей тока при осаждении никелевых покрытий из предлагаемого электролита. Физико-механические характеристики никелевых покрытий, осажденных из предлагаемого электролита, достаточно высок.
Формула изобретения Электролит блестящего никелирования, содержащий хлорид никеля, борную кислоту, 1,4-бутиндиол и сахарин, отличающийся тем, что, с целью расширения
интервала рабочих плотностей тока, он дополнительно содержит фторид аммония и тетраметилгликоль при следующем соотношении компонентов, г/л: хлорид никеля 200-300; борная кислота 25-35; 1,5-бутин- диол 0,3-0,8; сахарин 0,6-1,2; фторид аммония 60-80; тетраметилгликоль 0,5-2,0.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| НИЗКОКОНЦЕНТРИРОВАННЫЙ ЭЛЕКТРОЛИТ НИКЕЛИРОВАНИЯ | 2003 |
|
RU2248414C1 |
| НИЗКОКОНЦЕНТРИРОВАННЫЙ ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ | 2002 |
|
RU2213810C1 |
| ВОДНЫЙ ЭЛЕКТРОЛИТ БЛЕСТЯЩЕГО НИКЕЛИРОВАНИЯ, ЕГО ВАРИАНТ | 1993 |
|
RU2071996C1 |
| Электролит зеркально-блестящего никелирования | 1981 |
|
SU1006546A1 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| ЭЛЕКТРОЛИТ "ВИКТОРИЯ" | 1998 |
|
RU2143502C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ НИКЕЛЬ-БОР | 2008 |
|
RU2357015C1 |
| Водный электролит никелирования | 1978 |
|
SU765404A1 |
| Электролит для электроосаждения блестящих никелевых покрытий | 2024 |
|
RU2820423C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ НИКЕЛЬ-БОР | 2006 |
|
RU2329337C1 |
Изобретение относится к гальванотехнике, в частности к электроосаждению никеля, и может найти применение в различных областях техники при нанесении защитно- декоративных никелевых покрытий. Цель изобретения - повышение допустимых плотностей тока. Электролит никелирования содержит, г/л: хлорид никеля 200-300, борная кислота 25-35; 1,4-бутиндиол 0,3- 0,8; сахарин 0,6-1,2; фторид аммония 60-80, тетраметилгликоль 0,5-2,0. Повышение допустимых плотностей тока происходит в 15,7-26 раз за счет дополнительного введения фторида аммония и тетраметилгликоля. 2 табл.
л 10Табл и ца 2
| Электролит никелирования | 1975 |
|
SU541901A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Попилов Л.Я | |||
| Советы заводскому технологу | |||
| М.: Лениздат, 1975, с | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Андреев Р.П., Ткачева Г.Г | |||
| Электролитическое осаждение блестящего никелевого покрытия | |||
| - Сб | |||
| трудов: Вопросы техники и технологии полиграфического производства, Омск, 1975, с, 204-210. | |||
