Изобретение относится к авиационной технике, в частности к способам изготовления лопастей воздушного винта из композиционных материалов.
Известны способы изготовления лопастей воздушного винта из композиционных материалов, основанные на послойной выкладке слоев композиционного наполнителя, пропитанного связующим, с последующей полимеризацией при повышенной температуре пера и комля, а также с использованием древесного шпона.
Недостаток указанного способа изготовления лопастей состоит в том, что он не обеспечивает повышения ресурса работы комля лопасти, сопрягающегося с цилиндрической поверхностью стакана.
Известны также способы изготовления лопастей воздушного винта из композиционных материалов, основанные на послойной намотке и укладке слоев композиционного наполнителя с последующей их пропиткой под давлением и полимеризацией в пресс-форме.
Недостаток указанных способов изготовления лопастей воздушного винта состоит в том, что они не обеспечивают необходимую долговечность комля при наличии микроперемещений между комлем и лепестками стакана.
Известен наиболее близкий по технической сущности и решаемой задачи способ изготовления лопастей воздушного винта летательного аппарата из композиционных материалов, основанный на послойной выкладке слоев композиционного наполнителя с пропиткой под давлением, с последующей полимеризацией при повышенной температуре, причем комель лопасти опрессован совместно с защитой комля, например, металлической гильзой.
Недостатки этого способа изготовления лопастей следующие: металлическая защита комля в виде, например, латунной гильзы, несколько увеличивает ресурс работы комля, однако остаются повреждения между гильзой и композиционным комлем; металлическая защита комля требует применения дефицитного сырья латуни, другие металлы менее стойки; металлическая защита требует механической обработки комля высокого класса чистоты и точности, так как зазор между комлем и стаканом находится в пределах от 0,05-0,08 мм и ограничивается условием монтажа лопастей во втулках воздушных винтов.
Целью изобретения является повышение ресурса работы комля лопасти путем раздельного формирования лопасти и защиты комля лопасти.
Указанная цель достигается тем, что пропитывают защитную ленту комля лопасти высокотемпературным связующим, разрезают на заготовки, собирают в плоский пакет из "Н" заготовок, антиадгезионными прокладками изолируют заготовки друг от друга, помещают пакет под пресс, опрессовывают с точностью в "Н" раз меньше, чем точность изготовления каждой заготовки, полимеризуют, обрезают пакет в соответствии с геометрией предварительно выложенного, отформованного и полимеризованного комля и пера лопасти при более низкой температуре, разделяют пакет на отдельные ленты, а наклеивают каждую ленту на комель путем поджатия ленточной оправкой.
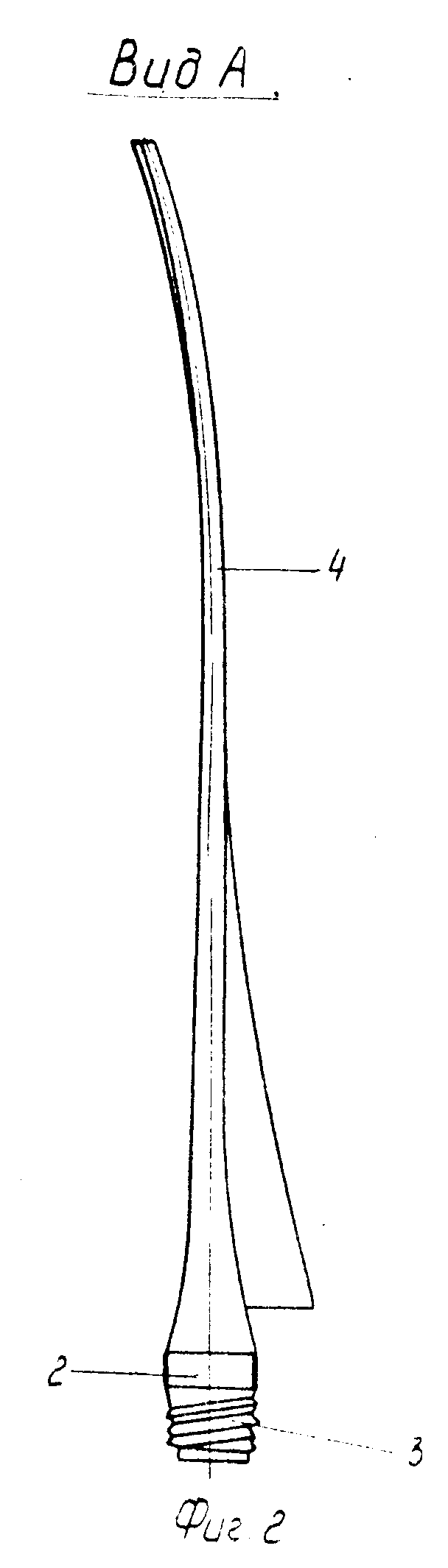
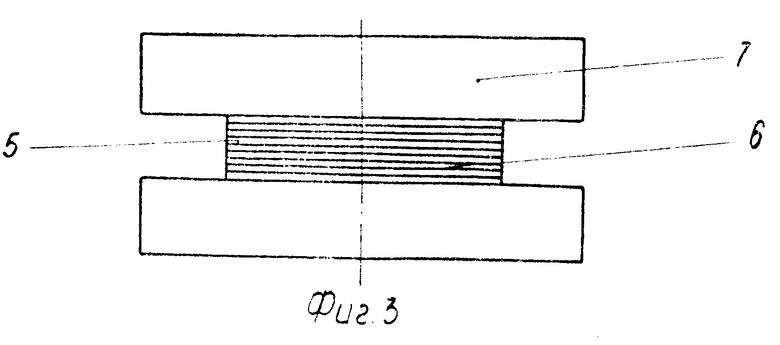
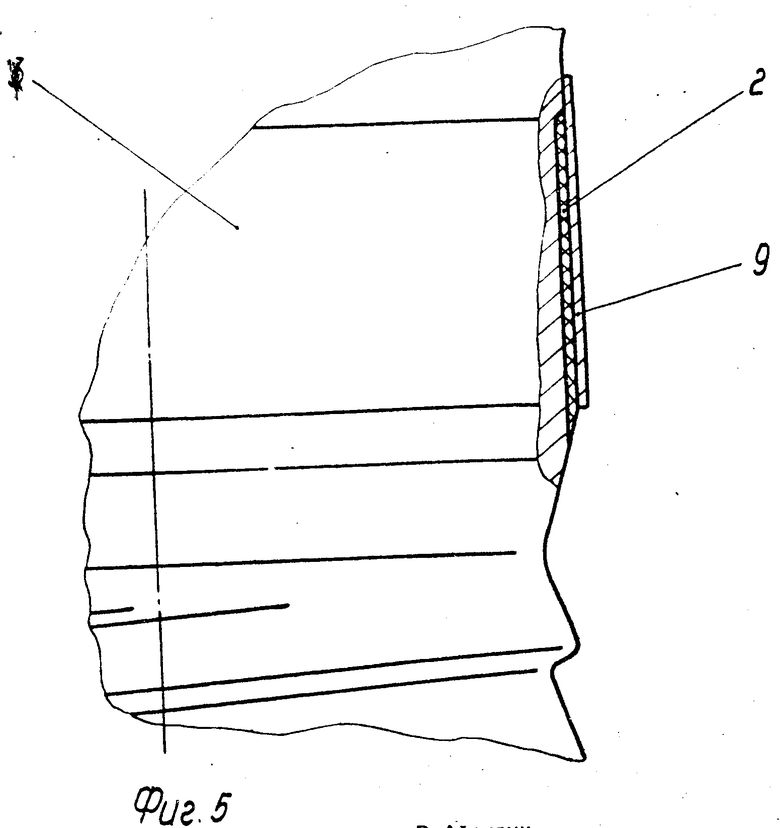
На фиг. 1 изображена лопасть воздушного винта с защитой комля, вид в плане; на фиг.2 - вид по стрелке А на фиг.1; на фиг.3 - формирование защиты комля лопастей; на фиг.4 - защита комля лопасти перед установкой на комель; на фиг.5 - наклейка защиты комля с поджатием ленточной оправкой.
Способ изготовления лопастей воздушного винта основан на послойной выкладке слоев 1 композиционного наполнителя, пропитанного под давлением, с последующей полимеризацией при повышенной температуре.
В соответствии с целью изобретения пропитывают защитную ленту 2 комля 3 лопасти 4 высокотемпературным связующим, разрезают на заготовки 5, собирают в плоский пакет из "Н" заготовок 5, антиадгезионными прокладками 6 изолируют друг от друга, помещают пакет под пресс 7, опрессовывают с точностью в "Н" раз меньше, чем точность изготовления каждой заготовки 5, полимеризуют, обрезают пакет в соответствии с геометрией предварительно выложенного, отформованного и полимеризованного комля 3 и пера 8 лопасти 4 при более низкой температуре, разделяют пакет на отдельные ленты и наклеивают каждую ленту комля 3 лопасти 4 с поджатием ленточной оправкой 9.
Способ изготовления лопасти реализуется следующим образом.
Используют одну лопастную или несколько отдельных пресс-форм, послойно укладывают слои наполнителя, пропитывают его под давлением связующим с последующей полимеризацией при температуре порядка 80оС. При этом на комле 3 лопастей 4 предусматривают канавку (полоску) глубиной порядка 0,25 мм с допусками высокого класса точности.
Одновременно пропитывают защитную ленту 2, например, из арголона АФ-1 толщиной 0,35-0,45 мм комля 3 лопасти 4 высокотемпературным связующим, например, с температурой полимеризации 200оС, разрезают на требуемые заготовки 5, например 10 штук, собирают в плоский пакет из 10-ти заготовок 5, которые антиадгезионными прокладками 6 изолируют друг от друга, помещают под пресс 7 (фиг.3), опрессовывают с точностью 0,1 мм, в десять раз меньше, чем требуемая точность каждой прокладки в пакете, порядка 0,01 мм, полимеризуют, обрезают пакет (фиг.4) в соответствии с геометрией предварительно выложенных, отформованных и полимеризованных комлей 3 и перьев 8 лопастей 4 при более низкой температуре. После этого остается, например, используя клей ВК-9, наклеить защитные ленты 2 на комли 3 лопасти 4 с поджатием их ленточными оправками 9 и произвести отделочные операции лопастей, т.е. установить нагревательные накладки, защиту передней кромки, покрасить перья эмалью.
Удается получить требуемую толщину защитной ленты порядка 0,25 мм ± 0,01 с требуемой точностью, которую получают прессованием пакета до двух упоров, расположенных между столами пресса 7, полученных шлифовкой с одного установа (не показанных на фиг.3), имеющих высоту с учетом прокладок 6.
Применение ленточного хомута 9 позволяет сохранить геометрию отформованных ранее комлей лопастей, так как хомут податливый и точно облегчает комель лопасти.
Наклейка высокоточных пакетов из защитных лент на предварительно высокоточно отформованные комли 3 лопастей 4 позволяет исключить механическую обработку комлей лопастей, так как данный способ изготовления лопастей позволяет выдержать заданный конструктивный зазор между комлями и юбками стаканов втулок порядка 0,05-0,08 мм.
Радиальная полимеризация лопастей и защита комлей лопастей в виде пакета лент, полимеризованных высокотемпературным связующим, обеспечивает их работоспособность при больших относительных перемещениях и при более высокой температуре, что и дает возможность увеличить ресурс работы лопастей в целом.
Изобретение относится к способу изготовления лопасти воздушного винта из композиционных материалов. Целью изобретения является повышение ресурса работы комля лопасти. Защитную ленту 2 комля 3 лопасти 4 пропитывают высокотемпературным связующим, разрезают на заготовки, собирают в плоский пакет из "Н" заготовок, антиадгезионными прокладками изолируют заготовки друг от друга, помещают пакет под пресс, опрессовывают с точностью в "Н" раз меньше, чем точность изготовления каждой заготовки, полимеризуют, обрезают пакет в соответствии с геометрией предварительно выложенного, отформованного и полимеризованного комля 3 и пера 8 лопасти 4 при более низкой температуре, отделяют ленты друг от друга, а затем наклеивают защитную ленту 2 комля 3 лопасти 4 с поджатием ленточной оправкой 5 ил.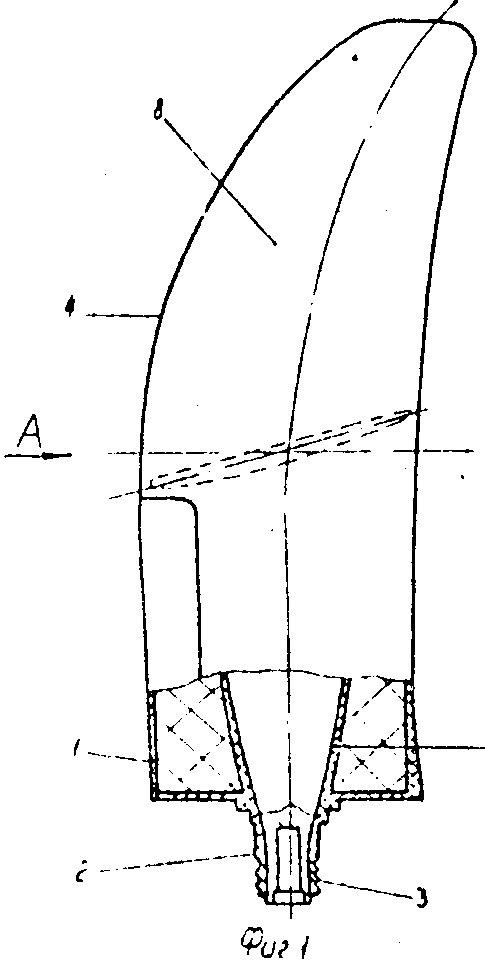
СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ВОЗДУШНОГО ВИНТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА, основанный на послойной укладке слоев наполнителя и связующего с последующей их полимеризацией, и наклеивании защитной ленты на комель лопасти, после чего производят отделочные операции, отличающийся тем, что, с целью повышения ресурса работы комля лопасти, перед наклеиванием защитной ленты ее пропитывают высокотемпературным связующим, разрезают на заготовки, собирают в плоский пакет Н заготовок, антиадгезионными прокладками изолируют заготовки друг от друга, помещают пакет под пресс, опрессовывают с точностью в Н раз меньше, чем точность изготовления каждой заготовки, полимеризуют, обрезают пакет в соответствии с геометрией предварительно выложенного, отформованного и полимеризованного комля и пера лопасти при более низкой температуре, разделяют пакет на отдельные ленты, а наклеивают каждую ленту на комель путем поджатия ленточной оправкой.
| Авторское свидетельство СССР N 1032687, кл | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
