Известные устройства для автоматической сборки и контроля электролитических конденсаторов, содержащие механизм загрузки, узел контроля, узел отрезки уплотнительиой пробки, механизм сборки и узел механической обработки, недостаточно надежны в работе.
В предлагаемом устройстве для автоматической сборки и контроля электролитических конденсаторов повышение надежности работы устройства достигается вынолнением узла отсечки с отсекателями со ступенчатыми вырезами, контактных ш,упов узла контроля - в виде снабженного контактами качающегося рычага, подвешенного на четырех плоскопараллельных пружинах. Узел отрезки описываемого устройства имеет пластинчатые направляющие с накопителем. Фиксатор положения отрезанной пробки выполнен в виде клещей с поддоном. В узле сборки использованы две наложенные одна на другую призмы и устаиозленная над ними нодпружинепная игла.
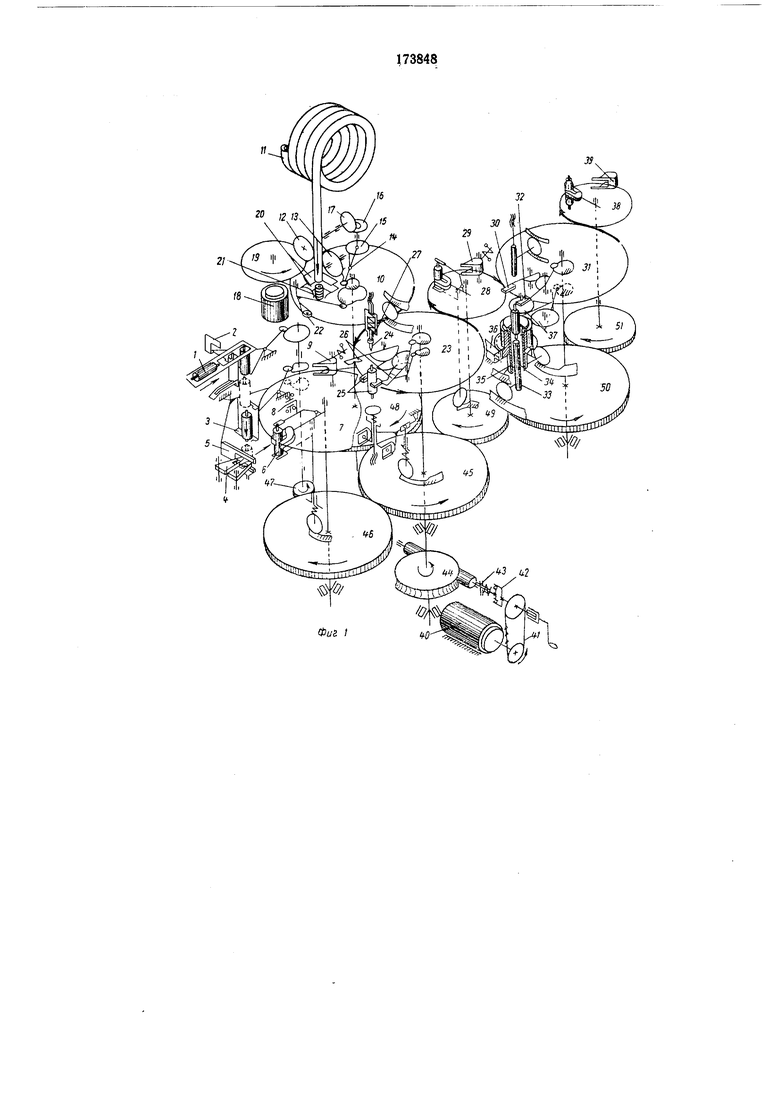
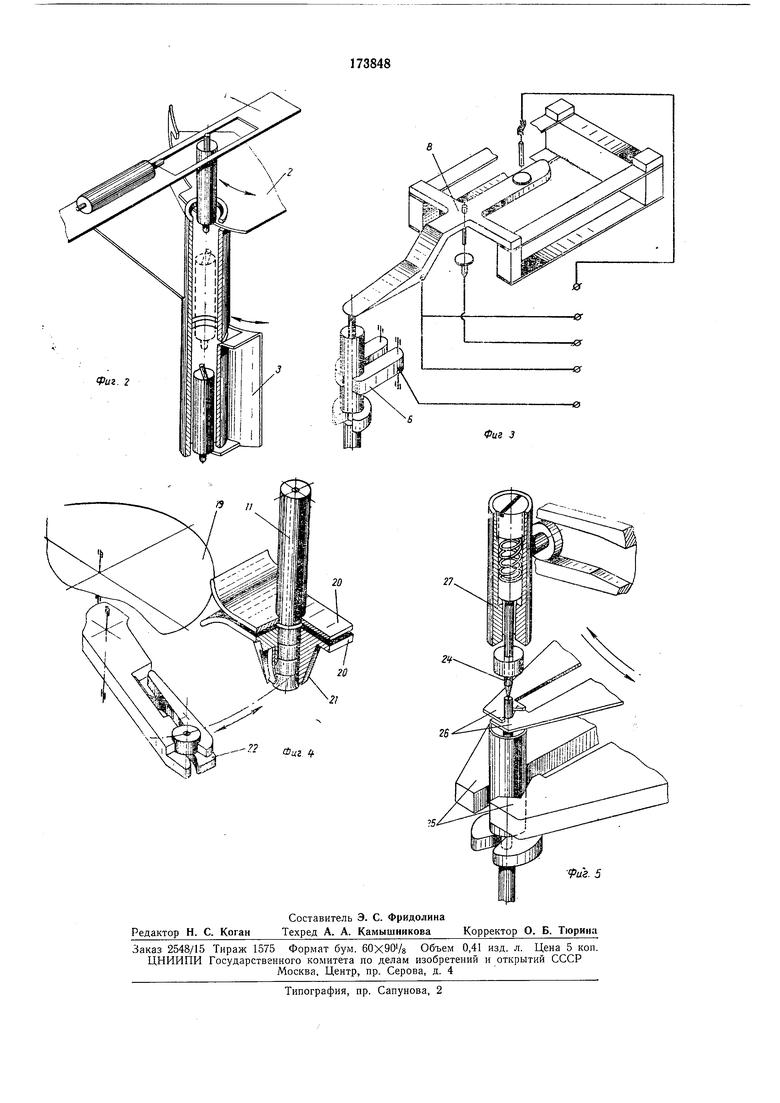
Па фиг. 1 изобрал ена кинематическая схема устройства; на фиг. 2 - схема загрузочного устройства с узлом отсечки; на фиг. 3 - узел контроля; на фиг. 4 - узел отрезки с фиксатором положения отрезанной пробки; на фиг. 5 - узел сборки.
ентирующей дорожкой и накопителем, узлом отсечки с отсекателями 2 и 3 со ступенчатыми вырезами, обеспечивающими пощтуцную выдачу и предотвращающими заклинивание корпусов изделий в случае смещения вывода детали, и приемного устройства 4 с рычагом 5, посредством которого корпус изделия передается в контактные клещи 6 рабочей позиции шестипозиционного узла 7 контроля
электрических и размерных параметров изделия. Управление работой отсекателей рычага 5 осуществляется через систему рычагов от одного распределительного вала, синхронно вращающегося с узлом контроля.
Для обеспечения возможности одновременного измерения электрических и размерных параметров изделия в одной и той же позиции без отрыва контактных щупов узел контроля выполнен в виде качающегося рычага S
с контактами, связанными с измерительной схемой, который для обеспечения его плоскопараллельного перемещения при промере длины вывода секции по высоте подвешен на четырех плоскопараллельных пружинах. Сигнал
о годности изделия передается от контактоз
измерительного рычага 8 на экстрактор 9
удаляющий из общего потока бракованные
бухту шланга // снабжен подающим механизмом, состоящим нз нодающих ролнков 12 и 13 с приводом от копира через рычаг 14, храповое колесо 15 я коническую пару шестерен 16 и 17, электродвигателем 18 с тонки.м дисковым ножом 19. Для обеспечения точного по высоте размера и предотвращения образования косого среза на уилотнительной пробке узел отрезки с фиксатором положения отрезанной пробки выполнен в виде двух пласти.нчатых направляющих 20 с накопителем 21 и фиксатора положения отрезанного изделия в виде «лещей 22 с поддоном, из которых отрезанная пробка забирается ,в узел сборки 23 иглой 24. Рабочая позиция шестипозициоаного узла сборки состоит из управляемых от копира клещей 25 и механизма сборки, выполненного с целью ориентации вывода изделия относительно корпуса и уплотнительной пробки относительно вывода для обеспечения точной сборки в виде двух призм 26, заходящих одна на другую, и подпружиненной иглы, приводимой совместно с пуансоном 27 в возвратно-поступательное перемещение от копира.
Узел 28 контроля короткого замыкания конструктивно выполнен подобно узлу контроля. Сигнал о годности передается на экстрактор 29. Управляемые клещи 30 служат для передачи изделия из узла контроля в рабочую позицию шестипозиционного узла 31 механической обработки. Механизм рабочей позиции узла 31 выполнен в виде двух передающих щтоков 32 и 33, закрепленных на подшипниках качения для обеспечения передачи изделия в цангу 34 без прекращения ее вращения и предотвращения образования задиров на изделии. Цанга получает вращение от щестерни 35, обкатывающейся по неподвижной шестерне 36 в процессе перемещения рабочей позиции.
Загибочное устройство выполнено в виде оправки с двумя формообразующими роликами 37, последовательно входящими в контакт с изделием в процессе перемещения ее от одного копира.
Узел 38 служит для снятия готовых изделий с помощью экстрактора 39.
Привод узлов осуществляется от электродвигателя 40 через клиноременную передачу 41, обгонную 42 и предохранительную 45 муфты, через червячный редуктор 44 и через цилиндрические шестерни 45, 46, 47, 48, 49, 50 и 51.
Устройство дает возможность увеличить производительность труда в 5 раз и может быть применено, например, для сборки и контроля всей номенклатуры малогабаритных электролитических конденсаторов и аналогичных им изделий.
Предмет изобретения
Устройство для автоматической сборки и контроля электролитических конденсаторов, содержащее механизм загрузки, выполненный в виде вибрационного бункера с узлом отсечки, служащим для поштучной выдачи изделий,
узел контроля, снабженный контактными щупами и измерительной схемой, узел отрезки уплотнительной пробки с фиксатором положения отрезанной пробки, механизм сборки и узел механической обработки, отличающееся
тем, что, с целью повыщения надежности работы устройства, узел отсечки снабжен отсекателямн со ступенчатыми вырезами, контактные щупы узла контроля выполнены в виде снабженного контактами качающегося рычага, подвешенного на четырех плоскопараллельных пружинах, в узле отрезки применены пластинчатые направляющие с накопителем, фиксатор положения отрезанной пробки выполнен в виде клещей с поддоном, а в узле
сборки применены две наложенные одна на другую нризмы и установленная над ними подпружиненная игла.
21
Фиг t
л.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ | 1970 |
|
SU266958A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1973 |
|
SU369640A1 |
| УСТРОЙСТВО для МНОГОКРАТНОГО ОБЖАТИЯ ПРУЖИН | 1971 |
|
SU306899A1 |
| Сборочный автомат | 1982 |
|
SU1106626A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 1967 |
|
SU196174A1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ БАЛЛОНОВ ЖИДКОЙ УГЛЕКИСЛОТОЙ | 1966 |
|
SU184700A1 |
| УСТРОЙСТВО для РАЗБРАКОВКИ МАГНИТНЫХ ЭЛЕМЕНТОВ СО СЛОЖНЫМ МАГНИТОПРОВОДОМ | 1969 |
|
SU254570A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ СТАРТЕРОВ | 1972 |
|
SU326662A1 |
| Устройство для запрессовки пружинных контактов в гнезда колодки | 1985 |
|
SU1405093A2 |
| УСТРОЙСТВО для КОНТРОЛЯ НАЛИЧИЯ КОНТАКТНОЙ | 1972 |
|
SU325648A1 |