Изйбретение относится к области изготовления и испытания пружин.
Известно устройство для испытания пружин, содержащее многопозиционный поворотный барабан с гнездами для пружин и блок рабочих цилиндров, осуществляющих обжатие пружин. В таком устройстве регулирование величины обжатия, а следовательно, и степени остаточной деформации производится за счет планетарного движения элемента, непосредственно воздействующего на обжимающую пружину, что значительно усложняет возможность точного определения величины остаточной деформации и сжимающего усилия.
Предлагаемое устройство для определения величины остаточной деформации и усилия сжатия снабжено контрольной головкой, смонтированной на штоке одного из рабочих цилиндров, и тензометрическими месдозами, измеряющими усилие сжатия пружин.
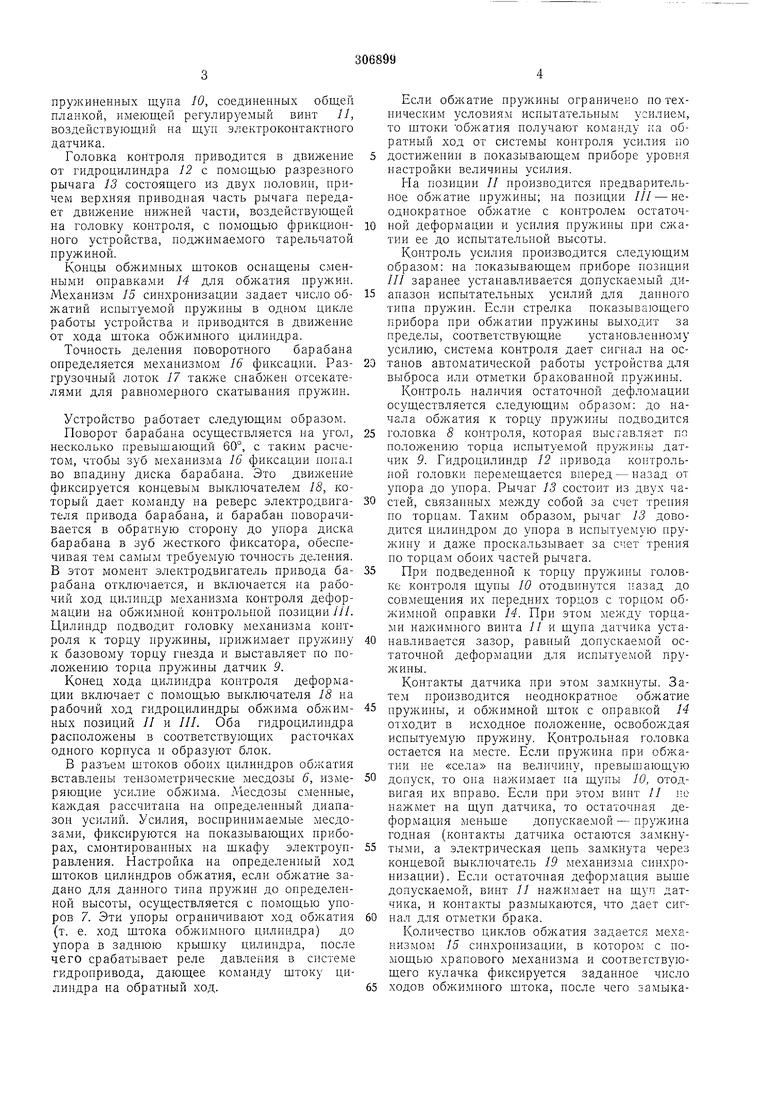
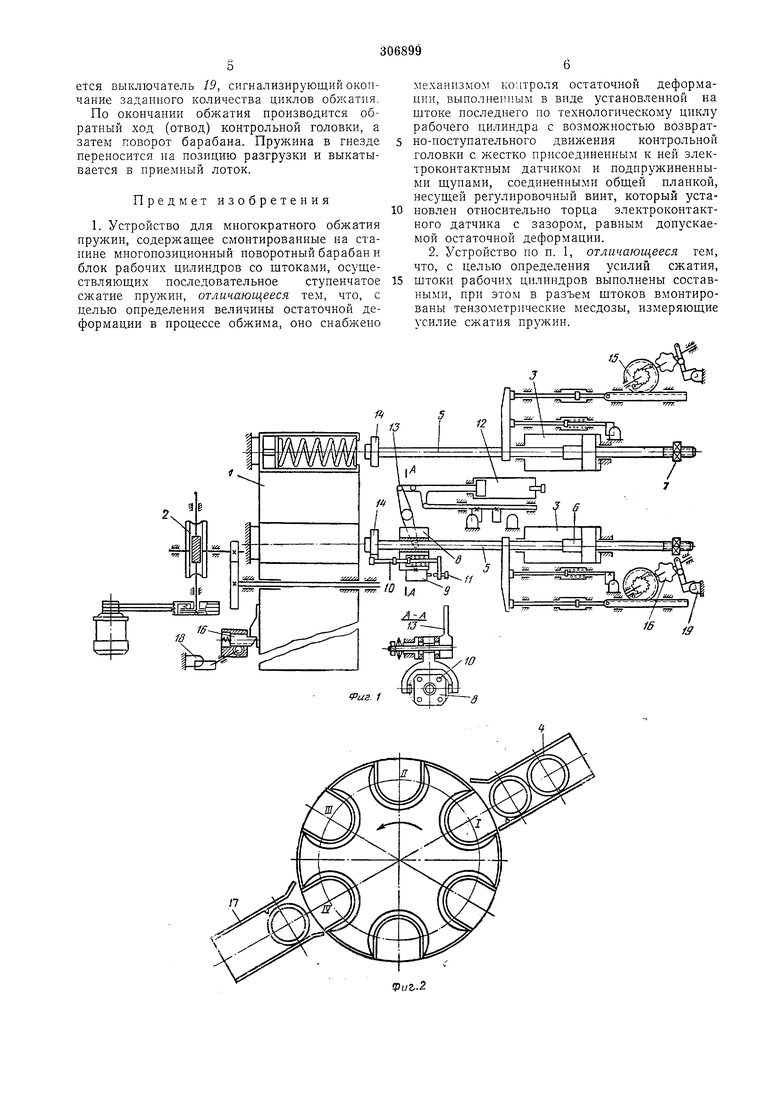
На фиг. 1 изображена принципиальная схема устройства; на фиг. 2- барабан в разрезе со схемой механизмов загрузки и выгрузки.
Устройство содержит горизонтально расположенный шестипозиционный барабан 1 с приводом 2, смонтированный на одной станине с блоком 3 обжимных цилиндров.
Барабан имеет четыре рабочих позиции: / - позиция загрузки; //-первая позиция обжима, служащая для предварительного технологического обжатия пружин; ///-вторая позиция обжима, контрольная, служащая для обжатия пружин с контролем остаточной деформации: /У-позиция разгрузки. Привод 2 барабана осуществляется от электродвигателя через червячный редуктор
и пару цилиндрических шестерен. Загрузочный лоток 4 снабжен отсекателями, служащими для пропуска в гнездо барабана по одной пружине в каждом цикле. Барабан снабжен кулачками, сообщающими качательное
движение отсекателям лотков. Все остальные кинематические перемещения, а также обжатие пружин производятся с помощью гидроцилиндров от гидропривода, смонтированного отдельно от устройства. Штоки 5 цилиндров обжатия, монтируемых в блоке 3, выполнены разрезными, и в разъем вмонтированы тензометрические месдозы 6, измеряющие усилие обжима пружин. На заднем конце штоков имеются регулируемые упоры 7, ограничивающиеся при необходимости величину хода обжатия до заданной величины. На штоке цилиндра позиции /// обжима смонтирована головка 8 контроля величины остаточной деформации с электроконтактным датчипружиненных щупа 10, соединенных общей планкой, имеющей регулируемый винт //, воздействующий на щуп электроконтактного датчика.
Головка контроля приводится в двил :ение от гидроцилиндра 12 с помощью разрезного рычага 13 состоящего из двух половин, причем верхняя приводная часть рычага передает движение нижней части, воздействующей на головку контроля, с помощью фрикционного устройства, поджимаемого тарельчатой пружиной.
1чонцы обжимных штоков оснащены сменными оправками 14 для . Механизм 15 синхронизации задает число обжатий испытуемой пружины в одном цикле работы устройства и приводится в движение от хода штока обжимного цилиндра.
Точность деления поворотного барабана определяется механизмом 16 фиксации. Разгрузочный лоток 17 также снабжен отсекателями для равномерного скатывания пружин.
Устройство работает следующим образом.
Поворот барабана осуществляется на угол, несколько превышающий 60°, с таким расчетом, чтобы зуб механизма 16 фиксации попал во впадину диска барабана. Это движение фиксируется концевым выключателем 18, который дает команду на реверс электродвигателя привода барабана, и барабан поворачивается в обратную сторону до упора диска барабана в зуб жесткого фиксатора, обеспечивая тем самым требуемую точность деления. В этот момент электродвигатель привода барабана отключается, и включается иа рабочий ход цилиндр механизма контроля деформации на обл имной контрольной позиции 111. Цилиндр подводит головку механизма контроля к торцу пружины, ирил имает к базовому торцу гнезда и выставляет по полол ению торца датчик 9.
Конец хода цилиндра контроля деформации включает с помощью выключателя 18 на рабочий ход гидроцилиндры обжимных позиций // и ///. Оба гидроцилиидра располол :ены в соответствующих расточках одного корпуса и образуют блок.
В разъем штоков обоих цилиндров обл :атия вставлены тензометрические месдозы 6, измеряющие усилие . Месдозы сменные, кал.дая рассчитана на определенный диапазон усилий. Усилия, воспринимаемые месдозами, фиксируются на показывающих приборах, смонтированных иа шкафу электроуправления. Настройка на определенный ход щтоков цилиндров , если задано для данного типа пружин до определенной высоты, осуществляется с иомощью упоров 7. Эти упоры ограничивают ход обл-сатия (т. е. ход штока обжимного цилиндра) до упора в заднюю крышку цилиндра, после чего срабатывает реле давления в системе гидропривода, дающее команду штоку цилиидра на обратный ход.
Если обл;атие пружины ограничено по техническим условиям испытательным усилием, то штоки обл ;атия получают команду ма обратный ход от системы контроля усилия по достил ении в показывающем приборе уровня настройки величины усилия.
На позиции // производится предварительное прул-сины; на позиции /// - неоднократное обжатие с контролем остаточной деформации и усилия пружины при сл атии ее до испытательной высоты.
Контроль усилия ироизводится следующим образом: па показывающем приборе позиции /// заранее устанавливается допускаемый диапазон испытательных усилий для данного типа . Если стрелка показывающего прибора ири пружины выходит за пределы, соответствующие установленному усилию, система контроля дает сигнал на останов автоматической работы устройства для выброса или отметки бракованной пружины.
Контроль наличия остаточной дефломации осуществляется следующим образом; до начала к торцу подводится головка 8 контроля, которая выставляет по положению торца испытуемой пружины датчик 9. Гидроцилиндр 12 привода контрольной головки перемещается вперед - назад от упора до упора. Рычаг 13 состоит из двух частей, связанных между собой за счет трепия по торцам. Таким образом, рычаг 13 доводится цилиндром до упора в испытуемую пружину и проскальзывает за счет трения по торцам обопх частей рычага.
При подведенной к торцу головке контроля щупы 10 отодвинутся назад до совмещения их передних торцов с торцом обжимной оправки 14. При этом мелхду торцами нажимного випта //и щупа датчика устапавливается зазор, равный допускаемой остаточной деформации для испытуемой прулсины.
Контакты датчика при этом замкнуты. Затем производится неоднократное обжатие , и обл :имной шток с оправкой 14 отходит в исходное положение, освобождая испытуемую пружипу. Коптрольиая головка остается на месте. Если пружина при обжатии не «села па величину, превышающую допуск, то опа палсимает па щупы 10, отодвигая их вправо. Если при этом випт // lic нажмет на щуп датчика, то остаточпая деформация меньше допускаемой - пружина годная (контакты датчика остаются замкнутыми, а электрическая цепь замкнута через концевой выключатель 19 механизма синхронизации). Если остаточная деформация выше допускаемой, винт 11 нажимает на шуп датчика, и контакты размыкаются, что дает сигнал для отметки брака.
Количество циклов обл :атия задается механизмом 15 синхронизации, в котором с помощью храпового мехапизма и соответствующего кулачка фиксируется заданное число ходов обжимного штока, после чего эамыка
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫВОДОВ ПОЛУПРОВОДНИКОВЫХ ВЕНТИЛЕЙ | 1972 |
|
SU335754A1 |
| УСТРОЙСТВО для УПАКОВКИ СТЕРЖНЕОВРАЗНЫХ ИЗДЕЛИЙ | 1973 |
|
SU369067A1 |
| Устройство для деформации текстильных паковок в отделочном производстве | 1987 |
|
SU1509453A1 |
| УСТРОЙСТВО для ОБЖИМА ДЕКОРАТИВНЫХ КОЛПАЧКОВ | 1969 |
|
SU232777A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОБРАБОТКИ СНАБЖЕННЫХ ЗАМКОМ ПОРШНЕВЫХ КОЛЕЦ | 1968 |
|
SU231287A1 |
| Устройство для сборки прямоугольных электрических соединителей | 1983 |
|
SU1185461A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1970 |
|
SU422210A1 |
| РУЧНОЙ ПРЕСС | 1967 |
|
SU202697A1 |
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
