Изобретение относится к металлургии, в частности к химико-термической обработке металлов, а именно к процессу поверхностного ьасыщения сталей бором в расплаве солей с образованием защитного слоя, состоящего из боридов железа.
Известен состав для жидкостного бори- рования, содержащий карбид бора и буру, при следующим соотношении компонентов, мас.%:
Карбид бора30-40
БураОстальное
Недостатком данного состава является быстрое истощение и уменьшение его активности: при 900°С в течение 2 ч на стали У8А образуется слой толщиной 60- 70 мкм.
Известен состав для жидкостного бори- рования стальных изделий, содержащий буру, тетрафторборат натрия, бор аморфный при следующем соотношении компонентов, мас.%1
Бура51-53
Тетрафторборат натрия 34-36 Бор аморфныйОстальное
Данный состав используют в течение длительного времени - 180-200 ч. Однако активность расплава весьма низкая при 900°С в течение 2 ч на стали У8А образуется слой толщиной 70-80 мкм.
Наиболее близким к изобретению является расплав для жидкостного борирования, содержащий следующее соотношение компонентов, мас.%:
Хлористый натрий20
Силикомарганец30
БураОстальное
Данный процесс осуществляется в тигельных печах-ваннах при 900°С. За 2 ч глубина боридного слоя на стали У8А составляет 70-80 мкм. Однако данный расплав имеет низкую жидкотекучесть, что затрудняет подвод к упрочняемой поверхности активных атомов бор Кроме того, изданного расплава возможно получение только однофазного боридного слоя из боридов Fe2B, что снижает микротвердость покрытия.
Целью изобретения является увеличение насыщающей способности расплава и повышение износостойкости покрытия.
(Я
Х4
О
ю
Поставленная цель достигается тем, что состав для жидкостного боросилицирова- ния, содержащий буру, силикомарганец и активатор, дополнительно содержит натрий гексафторсиликат и в качестве активатора - фтористый натрий при следующем соотношении компонентов, мас.%:
Бура40-60
Силикомарганец5-15
Натрий гексафторсиликат10-30Фтористый натрий 5-20 У данного состава повысилась насыщающая способность расплава за счет увеличения его жидкотекучести. Натрий гексафторсиликат и фтористый натрий повышают жидкотекучесть. Последнее свойство позволяет также получать более равномерные покрытия по толщине слоя. Кроме того, предлагаемое соотношение компонентов Na2SiFe и NaF в расплаве изменяет строение расплавленной смеси - за счет ионизации расплава уменьшается концентрация громоздких катионных и анионных группировок, лго снижает температуру плавления среды и, как следствие, понижение температуры начала диффузионного насыщения с 950 до 700°С. При этом увеличивается вероятность образования высокобористой фазы FeB, что увеличивает микротвердость покрытия.
Введение в предлагаемый расплав си- ликомарганца в количестве 5-15% увеличивает активность расплава. Увеличение количества силикомарганца свыше 15% приводит к образованию осадка-шлама, загрязняющего расплав, уменьшающего жидкотекучесть, насыщающую способность, микротвердость покрытия. Уменьшение его ниже 5% не дает ощутимых результатов в интенсификации процесса.
Использование натрия гексафторсили- ката в количестве 10-30% способствует понижению температуры диффузионного насыщения с одновременным повышением жидкотекучести расплава. Увеличение количества натрия гексафторсиликата свыше 30% снижает активность ванны и способствует образованию боридов FeiB. Уменьше- ние его ниже 10% не изменяет интенсивность насыщения и структуру диффузионного слоя.
Благодаря введению фтористого натрия в количестве 5-20% изменяется строение расплавленной среды, уменьшаются катион ные и анионные группировки, что уменьшает вязкость и увеличивает электрическую проводимость расплава. Введение в жидкостный расплав фтористого натрия менее 5% нецелесообразно, так как строение расплавленной среды не изменяется. Увеличение количества фтористого натрия свыше 20% снижает активность насыщающей среды.
5Пример. Состав для жидкостного
боросилицирования стальных изделий готовят следующим образом. Буру прокаливают при 400°С в течение 1 ч для удаления кристаллизационной влаги, Взвешивают
0 порошкообразные компоненты состава в соответствии с указанными в таблице пределами. В жаростойкий контейнер, нагретый до рабочей температуры 900°С, засыпают буру. После ее расплавления
5 вводят последовательно фтористый натрий, силикомарганец, натрий гексафторсиликат в соотношениях, указанных в составах 1-9.
При этой температуре упрочняемые об0 разцы из стали У8А размером 10 х 10 х 30 мм погружают в расплав. Для активизации расплава через него пропускают постоянный ток в течение 20 мин (плотность тока на катоде-оэразцеО,15-0,2 А/см2, напряжение
5 6-24 В). После э.того ток выключают, анод в виде графитового стержня извлекают из тигля и ведут процесс диффузионного насыщения в течение 1-4 ч.
После окончания процесса диффузион0 ного насыщения проводят процесс деборо- силицирования в течение 5-7 мин, меняя полярность катода и анода, пропуская обратный ток, что позволяет значительно сократить время отмывки борируемых
5 деталей.
Компоненты при приготовлении состава применяются в виде порошкообразных материалов фракцией 0,2 мм: бура техническая, N32640 ГОСТ 8429-57; натрий гек0 сафторсиликат Na2SiFe ТУ 6-09-1461-76; фтористый натрий марки Ч ГОСТ 4463-66, порошкообразный силикомарганец.
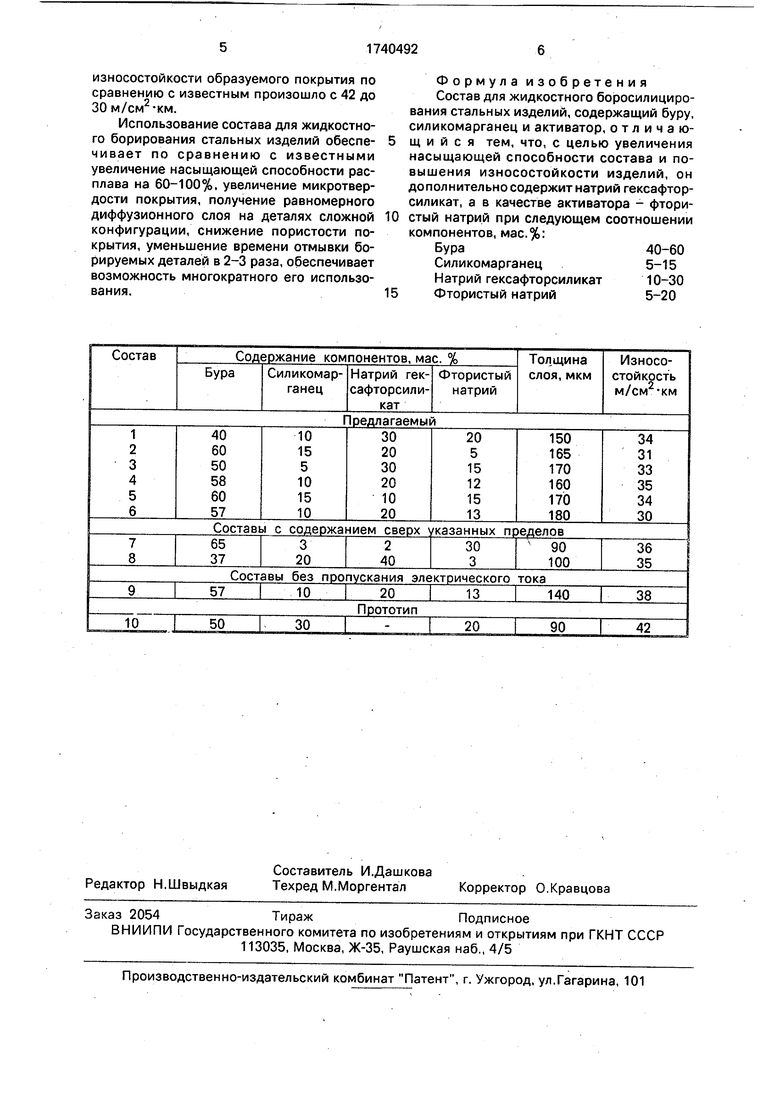
Результаты диффузионного насыщения стали после обработки из составов, содер5 жащих компоненты в различных соотношениях, представлены в таблице.
Как видно из таблицы, толщина образованного слоя на стали У8А при 900°С в течение 2 ч составляет 150-180 мкм, в то
0 же время насыщение из известного состава при тех же условиях позволяет получить лишь 100 мкм, При этом без активизации расплава путем пропускания по нему электрического тока толщиной диффузионного
5 слоя резко снижается до 140 мкм (состав 9).
Полученные данные свидетельствуют о повышении насыщающей спосоРности расплава из предлагаемого состава по сравнению с известным в 1,6-2,0 раза. Увеличение
износостойкости образуемого покрытия по сравнению с известным произошло с 42 до 30 м/см2-км.
Использование состава для жидкостного борирования стальных изделий обеспе- чивает по сравнению с известными увеличение насыщающей способности расплава на 60-100%, увеличение микротвердости покрытия, получение равномерного диффузионного слоя на деталях сложной конфигурации, снижение пористости покрытия, уменьшение времени отмывки бо- рируемых деталей в 2-3 раза, обеспечивает возможность многократного его использования.
Формула изобретения Состав для жидкостного боросилициро- вания стальных изделий, содержащий буру, силикомарганец и активатор, отличающийся тем, что, с целью увеличения насыщающей способности состава и повышения износостойкости изделий, он дополнительно содержит натрий гексафтор- силикат, а в качестве активатора - фтористый натрий при следующем соотношении компонентов, мас.%:
Бура40-60
Силикомарганец5-15
Натрий гексафторсиликат10-30
Фтористый натрий5-20
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для жидкостного борирования стальных изделий | 1988 |
|
SU1548264A1 |
| Расплав для электролизного борирования стальных изделий | 1990 |
|
SU1740493A1 |
| Расплав для электролизного борирования стальных изделий | 1988 |
|
SU1618781A1 |
| Расплав для электролизного боровольфрамирования стальных изделий | 1990 |
|
SU1754793A1 |
| Состав для жидкостного борирования стальных изделий, преимущественно электролизного | 1990 |
|
SU1744144A1 |
| Расплав для электролизного борирования стальных изделий | 1989 |
|
SU1696576A1 |
| СОСТАВ РАСПЛАВА ДЛЯ НИЗКОТЕМПЕРАТУРНОГО БОРИРОВАНИЯ | 1973 |
|
SU406971A1 |
| СОСТАВ ОБМАЗКИ ДЛЯ БОРОВАНАДИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558710C1 |
| Способ химико-термической обработки | 1981 |
|
SU1006534A1 |
| Состав для борирования стальных изделий | 1981 |
|
SU1002402A1 |
Использование: для поверхностного упрочнения стальных изделий. Сущность изобретения: состав содержит, мас,%: бура 40-60; силикомарганец 5-15; натрий гекса- фторсиликат 10-30; фтористый натрий 5-20. 1 табл.
| Полевой С.Н | |||
| и Евдокимов В.Д | |||
| Упрочнение металлов | |||
| М.: Машиностроение, 1986, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
