Данный расплав при электролизном бо- рировании стали У8А при температуре 900°С в течение 2 ч позволяет получить толщину диффузионного слоя 190 мкм. Однако износостойкость данного покрытия от- носительно невелика - 6010 кг/м г км. Кроме того, недостаточное содержание компонентов бора в расплаве приводит к быстрому его истощению и, как следствие, уменьшению насыщающей способности расплава.
Цель изобретения - повышение износо- стойкости диффузионного покрытия при со- хранении высокой насыщающей способности расплава.
Поставленная цель достигается тем, ч го расплав для электролизного боромолибде- нирования стальных изделий, содержащий буру, силикомарганец и фтористый натрий, дополнительно содержит борный ангидрид и трехокись молибдена при следующем соотношении компонентов, мас.%:
Бура45-60
Борный ангидрид.10-20
Трехокись молибдена5-20
Силикомарганец5-15
Фтористый натрий10 - 20
У технического решения появилось новое свойство - повысилась износостойкость диффузионного покрытия при сохранении высокой насыщающей способности расплава за счет повышения боро- и молибденосо- держащих веществ и более медленного их разложения до активных атомов бора и молибдена. Кроме того, предлагаемое соотно- шение компонентов буры, борного ангидрида и трехокиси молибдена в расплаве изменяет строение расплавленной смеси - за счет ионизации расплава уменьшается концентрация громоздких катионных и ани- онных группировок, что снижает температуру плавления среды и, как следствие, понижение температуры диффузионного насыщения с 1100°С до 900°С. При этом увеличивается вероятность образования высокобористой фазы FeB, легированной молибденом, что увеличивает микротвердость и износостойкость покрытия.
Введение в предлагаемый расплав трехокиси молибдена в количестве 5 - 20% способствует легированию боридов FeB и FeaB,что ведет к повышению износостойкости покрытия. Увеличение количества трехокиси молибдена свыше 20% снижает активность ванны и уменьшает жидкотеку- честь расплава. Уменьшение его ниже 5% не приводит к ощутимым результатам в износостойкости покрытия.
Использование силикомарганца в количестве 5 - 15% увеличивает активность
расплава. Увеличение количества силикомарганца свыше 15% приводит к образованию осадка - шлама, загрязняющего расплав, уменьшающего его жидкотеку- честь, насыщающую способность, микротвердость покрытия. Уменьшение его ниже 5% не дает ощутимых результатов в интенсификации процесса.
Благодаря введению фтористого натрия в количестве 10-20% изменяется строение расплавленной среды, уменьшаются кати- онные и анионные группировки, что уменьшает вязкость и увеличивает электрическую проводимость расплава. Введение в жидкостный расплав фтористого натрия менее 10% нецелесообразно, так как строение расплавленной среды не изменяется. Увеличение количества фтористого натрия свыше 20% снижает активность насыщающей среды.
Использование борного ангидрида в количестве 10 - 20% способствует повышению насыщающей способности расплава. Увеличение количества борного ангидрида свыше 20% приводит к подавлению процесса боромолибденирования, а уменьшение его ниже 10% снижает насыщающую способность расплава.
Пример. Расплав для электролизного боромолибденирования стальных изделий готовят следующим образом. Буру прокаливают при 400°С в течение 4 ч для удаления кристаллизационной влаги. Взвешивают порошкообразные компоненты состава в соответствии с указанными в таблице пределами. В жаростойкий контейнер,, нагретый до температуры 700°С, засыпают буру и борный ангидрид, а затем повышают температуру до 900°С. После их расплавления вводят последовательно фтористый натрий, силикомарганец, трехокись молибдена в соотношениях, указанных в таблице. При этой температуре упрочняем ые образцы из стали У8А размером 10 х 10 х 30 мм погружают в расплав, Для активизации расплава через него пропускают обратный постоянный ток в течение 5 мин. Затем меняют полярность и проводят в течение всего, периода диффузионное упрочнение: т 1 - 4 ч (плотность тока на катоде-образце 0,15 - 0,2 А/см2, напряжение 6-24 В). Процесс диффузионного насыщения ведут в течение 1 - 4 ч.
По окончании процесса диффузионного насыщения проводят процесс деборомо- либденирования в течение 5-7 мин, меняя полярность катода и анода, пропуская обратный ток, что позволяет значительно сократить время отмывки боромолибдени- рованных деталей.
Закалку проводят с температуры диффузионного насыщения в масло.
Компоненты при приготовлении состава применяются в виде порошкообразных материалов фракцией 0,2 мм. Состав содержит буру техническую (Na2B40y). ГОСТ 8429-57; фтористый натрий марки Ч, ГОСТ 4463-66; силикомарганец (SIMn), ГОСТ 4756- 77, марки СМн20; порошкообразную трех окись молибдена (МоОз) и борный ангидрид (В20з).
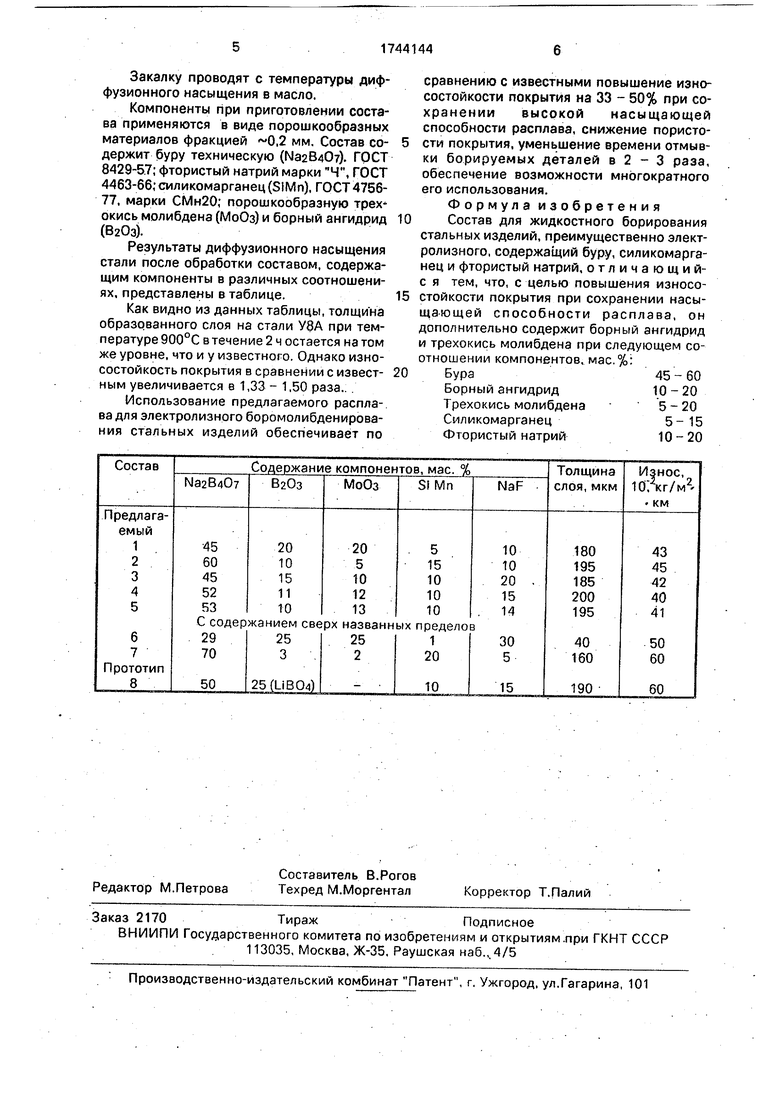
Результаты диффузионного насыщения стали после обработки составом, содержащим компоненты в различных соотношениях, представлены в таблице.
Как видно из данных таблицы, толщина образованного слоя на стали У8А при температуре 900°С в течение 2 ч остается на том же уровне, что и у известного. Однако износостойкость покрытия в сравнении с известным увеличивается в 1,33 - 1,50 раза.
Использование предлагаемого расплава для электролизного боромолибденирова- ния стальных изделий обеспечивает по
сравнению с известными повышение износостойкости покрытия на 33 - 50% при сохранении высокой насыщающей способности расплава, снижение пористо- сти покрытия, уменьшение времени отмывки борируемых деталей в 2 - 3 раза, обеспечение возможности многократного его использования.
Формула изобретения 0 Состав для жидкостного борирования стальных изделий, преимущественно электролизного, содержащий буру, силикомарганец и фтористый натрий, отличающий- с я тем, что, с целью повышения износо- 5 стойкости покрытия при сохранении насыщающей способности расплава, он дополнительно содержит борный ангидрид и трехокись молибдена при следующем соотношении компонентов, мае %: 0Бура45 - 60
Борный ангидрид10-20
Трехокись молибдена5-20
Силикомарганец5-15
Фтористый натрий10-20
| название | год | авторы | номер документа |
|---|---|---|---|
| Расплав для электролизного борирования стальных изделий | 1990 |
|
SU1740493A1 |
| Расплав для электролизного боровольфрамирования стальных изделий | 1990 |
|
SU1754793A1 |
| Расплав для электролизного борирования стальных изделий | 1988 |
|
SU1618781A1 |
| Состав для жидкостного боросилицирования стальных изделий | 1990 |
|
SU1740492A1 |
| Состав для боромолибденирования стальных изделий | 1982 |
|
SU1030419A1 |
| Расплав для электролизного борирования стальных изделий | 1989 |
|
SU1696576A1 |
| Состав для жидкостного борирования стальных изделий | 1988 |
|
SU1548264A1 |
| Среда для электролизного борохромирования | 1976 |
|
SU608849A1 |
| Электролит для комплексной химико-термической обработки стальных изделий | 1980 |
|
SU907084A1 |
| Порошкообразный состав длябОРиРОВАНия | 1979 |
|
SU836208A1 |
