.r -TTljrjCrLr J O T -rtj Lr-rO
)
/ /
Изобретение относится к изготовлению листового стекла на поверхности расплавленного металла.
Известен способ изготовления листового стекла, при котором на поверхность расплавленного металла в ванне подают стекломассу и вытягивают из нее ленту стекла с растягиванием за края в направлении движения посредством приводного элемента с зацепляющим контактом СП.
Однако известный способ не позволяет, не влияя на беспрепятственный горизонтальный поток стекломассы, управлять процессом уменьмения одновременно по ширине и толпине движущейся ленты стекла.
Цель изобретения - регулирование толщины и ширины ленты стёкла без снижения производительности и качества.
Поставленная цель достигается тем, что согласно способу производства листового -стекла,, при котором на поверхность расплавленного металла в ванне подают стекломассу и вытягивают из нее ленту стекла с растягиванием за края в направлении движения посредством приводного элемента с зацепг.якаиим контактом, растягивание ленты стекла за края в направлении движения производят многократно после растекания стеклогадссы до равновесной толпины на сужаюгчемся участке ленты стекла, имеютем температуру 950-820°с.
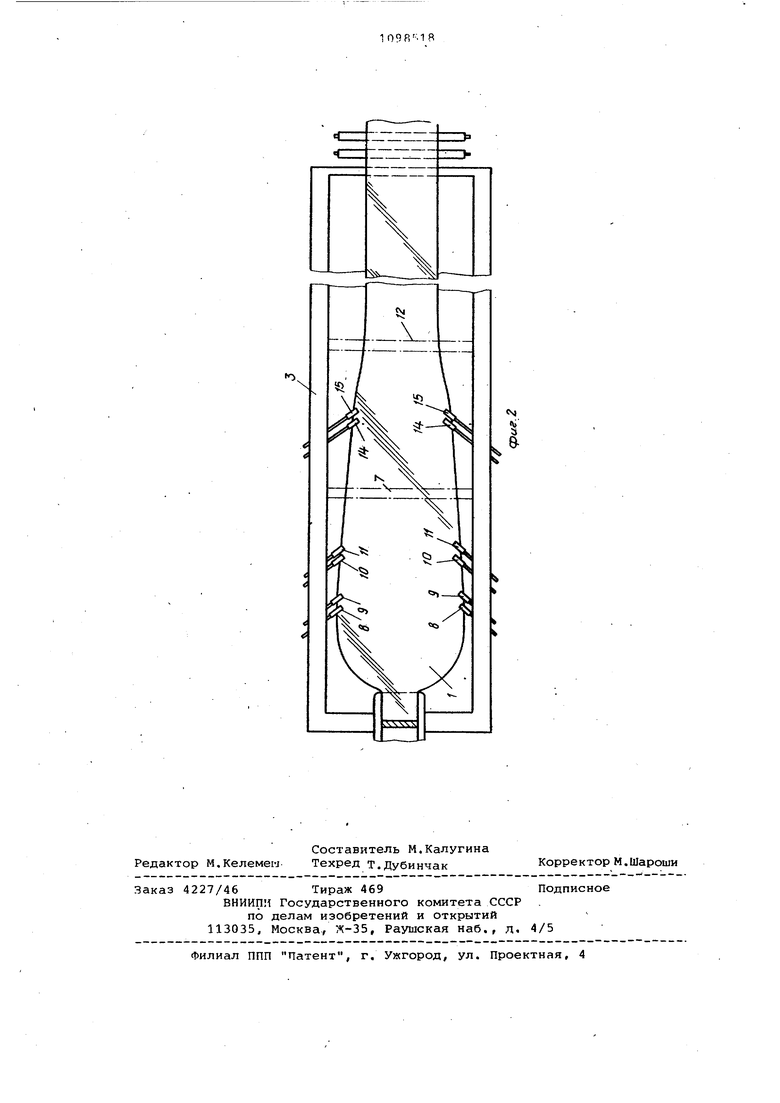
На гЪиг. изображено устройство для осуществления способа, обгдий вид,- на Лиг.2 - то же, вид сверху без сводчатой конструкции,
Способ Заключается в следующем.
Расплавленное стекло 1 из лотка 2 выливается в ванну 3 с расплавленным металлом 4. После достижения пшрины 6,4 м стекло течет по поверхности. Эта ширина достигается, когда стекло достигает предела своего свободного течения под действием сил поверхностного натяжения и тяжести, а также сил, движущих стекло вниз по .поверхности ванны. Участок, на котором, свободное растекание в боковых направлениях прекращается, расположено на расстоянии 4,5 м по ходу вдоль ванны. Темпуратура стекла в этой области 1025°с, а толщина стекла около 7 мм.
Во время начального продвижения ленты жидкого стекла 1 вдоль ванны 3 со скоростью порядка 2,5 м/мин температура полосы регулируется регуляторами 5 и 6 для осуществления постепенного охлаждения стекла. Положение, в котором стекло достигает вязкости около 10 П, определяется перегородкой 7, установленной на
расстоянии 18 м от.выпускного лотка 2. Там, где стекло находится при вязкости, недостаточной для того, чтобы поддержать ширину ленты стекла, эту ленту растягивают за края в направлении движения посредством приводных элементов 8 и 9 с зацепляющим контактом. Элементы 8 и 9 выполнены в виде графитовых или стальных валков с накаткой. В области установки указанных элементов температура стекла имеет величину причем устанавливают их с углом57 ° к оси под ПРЯГ/1ЫТ1 углом к направлег1ию продвижения ленты стекла и прикладывают продольно и во внешнюю сторону силы к краям ленты стекла.
Элементы 8 и 9. приводятся во вращение с такой скоростью, что они продвигают края ленты стекла со скоростью около 2,9 м/мин, а направленная во внешнюю сторону сила обеспечивает удерживание от нежелательных потерь ширины.
На расстоянии 4,5 м от приводных элементов 8 и 9 по ходу движения ленты стекла .размещены приводные элементы 10 и 11 с зацепляющим контактом, которые также растягивают за края в направлении движения ленту стекла, ко-торая находится при температуре 900°С и в.гтзкости . Приводные элементы установлены под углом, перемещают стекло со скоростью 3,5 м/с и поддерживают ширину ленты стекла б м, в то время как толщина стекла уменьшается до 6 мм.
Между перегородками 7 и 12 находится зона повторного подогрева ленты нагревателями 13 до 870°С. На середине расстояния меушу перегородками 7 и 12 расположены приводные .элементы 14 и 15 с зацепляющим контактом, которые растягивают за края ленту стекла, предотвращая потерю ширины во время движения и уменьшение толщины ленты. К тому времени, когда лента стекла проходит под перегородкой 12, она имеет ширину 3,5 м, толщину 3 м. вязкость 10 П, и нагрета до 820°с,так что стекло становится термически стабилизированным, а когда лента достигает ВЫПУСКНОГО конца ванны 3, она имеет температуру .
Стекло, изготавливаемое с помощью изобретения, имеет при всех толщинах лишенную искажения поверхность с блеском, характерным для огневой отделки, и может быть использовано после изгибания и придания жесткости для производства слоистых стеклянных изделий, .например ветровых стекол.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU174146A1 |
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1967 |
|
SU199034A1 |
| Способ изготовления листового стекла и устройство для его осуществления | 1974 |
|
SU619094A3 |
| Способ получения листового стекла | 1973 |
|
SU1075968A3 |
| Способ изготовления листового стекла | 1971 |
|
SU959620A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| ИСПОЛЬЗУЕМАЯ ПРИ ИЗГОТОВЛЕНИИ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1968 |
|
SU212866A1 |
| Способ получения плоского стеклаНА пОВЕРХНОСТи РАСплАВлЕННОй МЕТАлли-чЕСКОй ВАННы | 1972 |
|
SU824891A3 |
| Способ регулирования толщины листового стекла | 1971 |
|
SU484676A3 |
СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА, при котором на поверхность расплавленного металла в ванне подают стекломассу и вытягивают из нее ленту стекла с растягиванием за края в направлении движения посредством приводного элемента с зацеплякяцим контактом, о т л и ч аю м и и с я тем, что, с целью лирования толщины и ширины ленты стекла без снижения производительности и качества, растягивание ленты за края в направлении движения производят многократно после растекания стекломассы до равновесной толщины на сужающемся участке ленты стекла,i имеющем температуру 950-В20°С. СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 0 |
|
SU289582A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
