Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве деталей цилиндрического сечения.
Цель изобретения - сокращение времени на переналадку и повыщение точности выставления ножей,.-что приводит к повышению точности обработки изделий, а также повышение безопасности Переналадки.
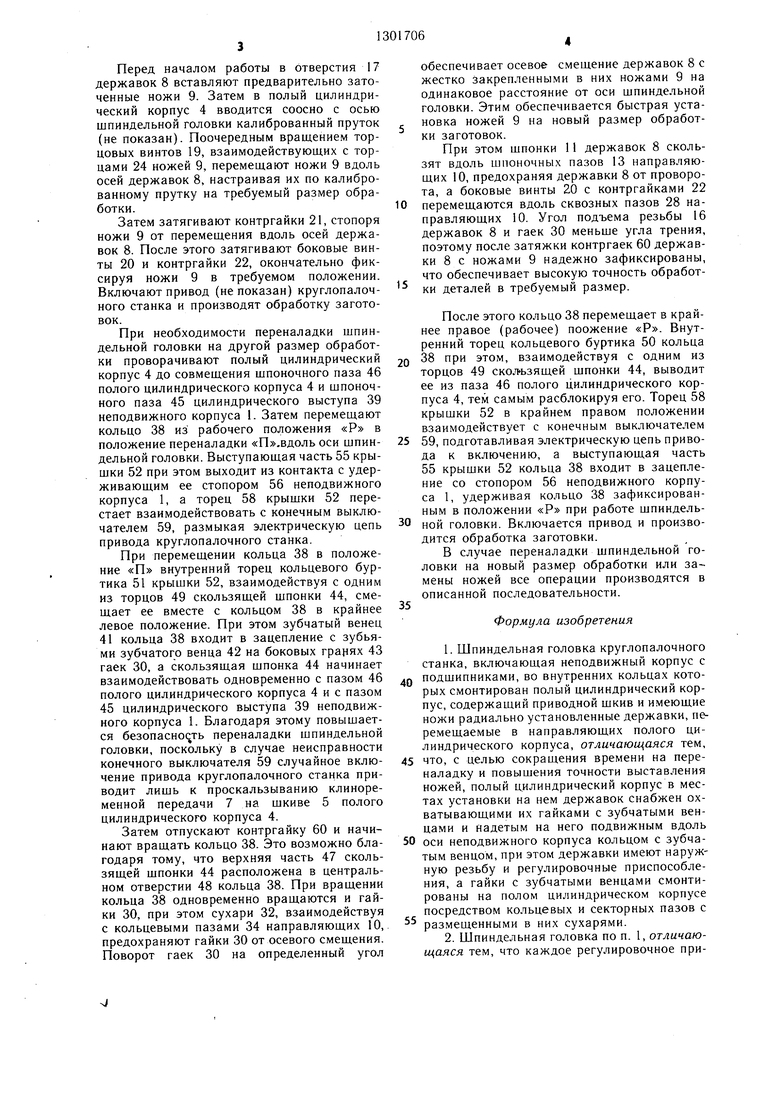
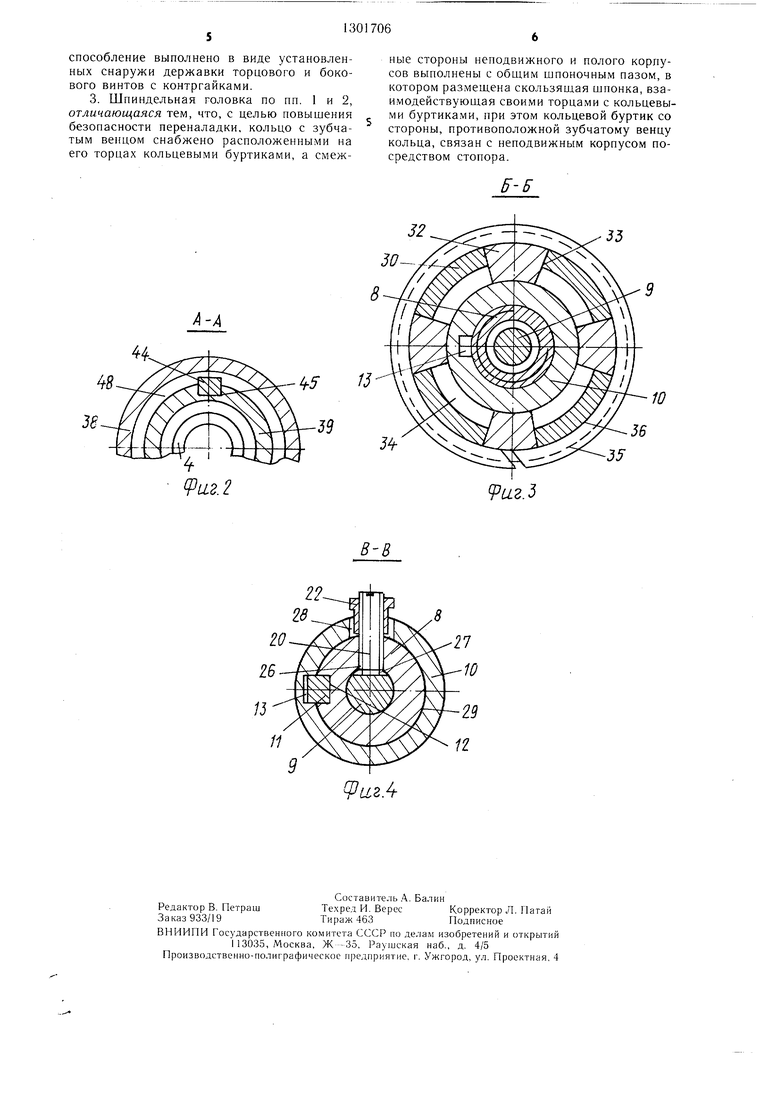
На фиг.1 изображена шпиндельная головка, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1. Шпиндельная головка круглопалочного станка состоит из неподвижного корпуса 1 с подшипниками 2, во внутренних кольцах 3 которых размещен полый цилиндрический корпус 4.
Полый цилиндрический корпус 4 содержит приводной шкив 5, установленный на щпонке 6 и соединенный посредством клино- ременной передачи 7 с приводом (не показан) круглопалочного станка, и державки 8 с ножами 9, установленные с возможностью радиального перемещения в направляющих. 10, жестко размещенных на полом цилиндрическом корпусе 4.
Державки 8 зафиксированы от проворо- та шпонками 11, установленными в пазах 12 державок 8 с возможностью скольжения вместе с ними вдоль пазов 13 направляющих 10. Концы 14 державок 8 снабжены на наружной поверхности 15 резьбой 16. Ножи 9 установлены в державках 8 с возможностью осевого перемещения в сквозных отверстиях 17 с помощью регулировочного приспособления. Для уменьщения вылета ножей 9 в рабочем положении державки 8 снабжены хвостовиками 18.
Ножи 9 в рабочем положении зафикси- роаны посредством регулировочного приспособления в виде торцовых винтов 19 и боковых винтов 20 с контргайками 21 и 22 соответственно. Причем торцовые винты 19 установлены в резьбовых концах 23 сквозных отверстий 17 соосно с осями державок 8 и взаимодействуют с торцами 24 ножей 9, а контргайки 21 винтов 19 взаимодействуют с торцами 25 державок 8.
Боковые винты 20 устаноЕ(лены в резьбовых отверстиях 26 державок 8 перпендикулярно их осям и взаимодействуют с боковыми гранями 27 ножей 9. При этом винты 20 и контргайки 22 проходят сквозь продольные пазы 28, выполненные в направляющих 10, а контргайки 22 взаимодействуют с боковыми поверхностями 29 державок 8.
В местах установки державок на полом цилиндрическом корпусе наружные поверхности 15 концов 14 державок 8 своей резьбой 16 взаимодействуют с гайками 30, установленными с возможностью вращения на торцах 31 направляющих 10 полого цилиндрического корпуса 4. Гайки 30 зафиксированы от осевого перемещения посредством
сухарей 32, установленных в секторных пазах 33 гаек 30 и взаимодействующих с кольцевыми пазами 34 направляющих 10. Сухари 32 застопорены от выпадания пружинными кольцами 35, установленными в кольцевых канавках 36 гаек 30. Угол подъема витков резьбы наружных поверхностей 15 концов 14 державок 8 и гаек 30 меньще угла трения.
Шпиндельная головка снабжена устройстБом 37 для радиального перемещения державок 8 с ножами 9. Устройство выполнено в виде кольца 38, установленного с возможностью вращения и осевого перемещения на цилиндрическом выступе 39 неподвижного корпуса 1. Торец 40 кольца 38 снабжен зубчатьш венцом 41, взаимодействующим при переналадке шпиндельной головки с зубчатым венцом 42 на боковых гранях 43 гаек 30.
0
0
5
0
5
0
5
Кольцо 38 может занимать два положения за счет смещения вдоль оси шпиндельной головки; крайнее левое положение «П при переналадке и крайнее правое положение «Р при работе шпиндельной головки (фиг.1).
Устройство 37 для радиального перемещения державок 8 с ножами 9 снабжено скользящей шпонкой 44, установленной с возможностью осевого перемещения вместе с кольцом 38 в шпоночном пазу 45 цилиндрического выступа 39 неподвижного корпуса 1 и совмещаемом с ними при переналадке щпо- ночном пазу 46 полого цилиндрического корпуса 4. Шпоночные пазы 45 и 46 образуют при своем совмещении общий шпоночный паз.
.Верхняя часть 47 скользящей шпонки 44 расположена в центральном отверстии 48 кольца 38 и своими торцами 49 взаимодействует с внутренними стенками кольцевых буртиков 50 и 51 соответственно кольца 38 и крышки 52, жестко закрепленной на торце 53 кольца 38, противоположном зубчатому венцу 41. Крышка 52 установлена на резьбе и заштифтована штифтом 54. Все это позволяет свободно вращать кольцо 38 на цилиндрическом выступе 39 неподвижного корпуса 1 и перемещать его вдоль оси шпиндельной головки вместе со шпонкой 44.
Выступающя часть 55 кольцевого буртика 51 крышки 52 взаимодействует со стопором 56 в виде пружины, жестко закрепленной на неподвижном корпусе 1 винтами 57.
Крышка 52 в крайнем правом (рабочем) положении «Р кольца 38 взаимодействует наружным торцом 58 с конечным выключателем 59, закрепленным на неподвижном корпусе 1. В рабочем положении гайки 30 и державки 8 стопорятся контргайками 60.
Шпиндельная головка работает следующим образом.
Перед началом работы в отверстия 17 державок 8 вставляют предварительно заточенные ножи 9. Затем в полый цилиндрический корпус 4 вводится соосно с осью шпиндельной головки калиброванный пруток (не показан). Поочередным вращением торцовых винтов 19, взаимодействующих с торцами 24 ножей 9, перемещают ножи 9 вдоль осей державок 8, настраивая их по калиброванному прутку на требуемый размер обработки.
Затем затягивают контргайки 21, стопоря ножи 9 от перемещения вдоль осей державок 8. После этого затягивают боковые винты 20 и контргайки 22, окончательно фиксируя ножи 9 в требуемом положении. Включают привод (не показан) круглопалоч- ного станка и производят обработку заготовок.
При необходимости переналадки шпиндельной головки на другой размер обработки проворачивают полый цилиндрический корпус 4 до совмещения щпоночного паза 46 полого цилиндрического корпуса 4 и щпоночного паза 45 цилиндрического выступа 39 неподвижного корпуса 1. Затем перемещают кольцо 38 из рабочего положения «Р в положение переналадки «П.вдоль оси щпин- дельной головки. Выступающая часть 55 кры- щки 52 при этом выходит из контакта с удерживающим ее стопором 56 неподвижного корпуса 1, а торец 58 крыщки 52 перестает взаимодействовать с конечным выключателем 59, размыкая электрическую цепь привода круглопалочного станка.
При перемещении кольца 38 в положение «П внутренний торец кольцевого буртика 51 крыщки 52, взаимодействуя с одним из торцов 49 скользящей шпонки 44, смещает ее вместе с кольцом 38 в крайнее левое положение. При этом зубчатый венец 41 кольца 38 входит в зацепление с зубьями зубчатого венца 42 на боковых гранях 43 гаек 30, а скользящая щпонка 44 начинает взаимодействовать одновременно с пазом 46 полого цилиндрического корпуса 4 и с пазом 45 цилиндрического выступа 39 неподвижного корпуса 1. Благодаря этому повышается безопасность переналадки щпиндельной головки, поскольку в случае неисправности конечного выключателя 59 случайное включение привода круглопалочного станка приводит лишь к проскальзыванию клиноре- менной передачи 7 на щкиве 5 полого цилиндрического корпуса 4.
Затем отпускают контргайку 60 и начинают вращать кольцо 38. Это возможно благодаря тому, что верхняя часть 47 скользящей щпонки 44 расположена в центральном отверстии 48 кольца 38. При вращении кольца 38 одновременно вращаются и гайки 30, при этом сухари 32, взаимодействуя с кольцевыми пазами 34 направляющих 10, предохраняют гайки 30 от осевого смещения. Поворот гаек 30 на определенный угол
обеспечивает осевое смещение державок 8 с жестко закрепленными в них ножами 9 на одинаковое расстояние от оси щпиндельной головки. Этим обеспечивается быстрая установка ножей 9 на новый размер обработки заготовок.
При этом щпонки 11 державок 8 скользят вдоль шпоночных пазов 13 направляющих 10, предохраняя державки 8 от проворо- та, а боковые винты 20 с контргайками 22
0 перемещаются вдоль сквозных пазов 28 направляющих 10. Угол подъема резьбы 16 державок 8 и гаек 30 меньше угла трения, поэтому после затяжки контргаек 60 державки 8 с ножами 9 надежно зафиксированы, что обеспечивает высокую точность обработ ки деталей в требуемый размер.
После этого кольцо 38 перемещает в крайнее правое (рабочее) поожение «Р. Внутренний торец кольцевого буртика 50 кольца
0 38 при этом, взаимодействуя с одним из торцов 49 скол-ьзящей шпонки 44, выводит ее из паза 46 полого цилиндрического корпуса 4, тем самым расблокируя его. Торец 58 крыщки 52 в крайнем правом положении взаимодействует с конечным выключателем
5 59, подготавливая электрическую цепь привода к включению, а выступающая часть 55 крышки 52 кольца 38 входит в зацепление со стопором 56 неподвижного корпуса 1, удерживая кольцо 38 зафиксированным в положении «Р при работе шпиндель0 ной головки. Включается привод и производится обработка заготовки.
В случае переналадки шпиндельной головки на новый размер обработки или за мены ножей все операции производятся в описанной последовательности.
Формула изобретения
1.Шпиндельная головка круглопалочного станка, включающая неподвижный корпус с
Q подшипниками, во внутренних кольцах которых смонтирован полый цилиндрический корпус, содержащий приводной щкив и имеющие ножи радиально установленные державки, перемещаемые в направляющих полого цилиндрического корпуса, отличающаяся тем,
5 что, с целью сокращения времени на переналадку и повышения точности выставления ножей, полый цилиндрический корпус в местах установки на нем державок снабжен охватывающими их гайками с зубчатыми венцами и Надетым на него подвижным вдоль
0 оси неподвижного корпуса кольцом с зубчатым венцом, при этом державки имеют наружную резьбу и регулировочные приспособления, а гайки с зубчатыми венцами смонтированы на полом цилиндрическом корпусе посредством кольцевых и секторных пазов с
размещенными в них сухарями.
2.Шпиндельная головка по п. 1, отличающаяся тем, что каждое регулировочное приспособление выполнено в виде установленных снаружи державки торцового и бокового винтов с контргайками.
3. Шпиндельная головка по пп. 1 и 2, отличающаяся тем, что, с целью повышения безопасности переналадки, кольцо с зубчатым венцом снабжено расположенными на его торцах кольцевыми буртиками, а смежные стороны неподвижного и полого корпусов выполнены с общим шпоночным пазом, в котором размещена скользящая шпонка, взаимодействующая своими торцами с кольцевыми буртиками, при этом кольцевой буртик со стороны, противоположной зубчатому венцу кольца, связан с неподвижным корпусом посредством стопора.
-6А-А
32
J3
3
56
3
9иг.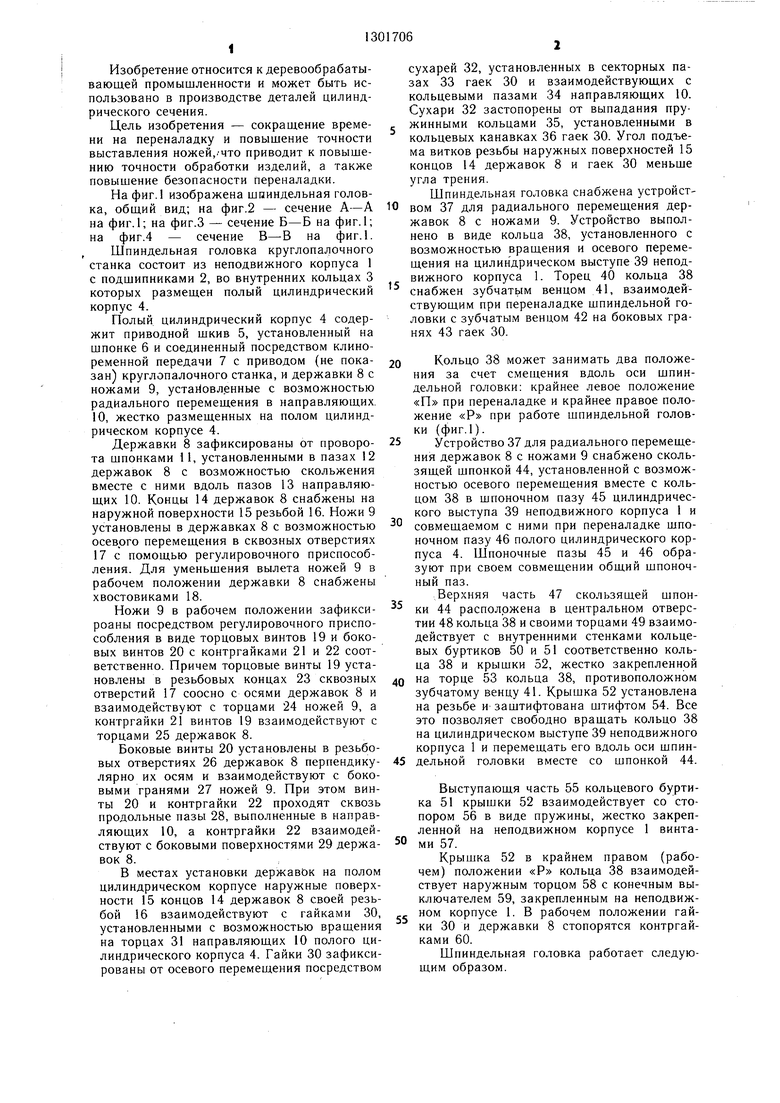
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглопалочный станок | 1984 |
|
SU1192979A1 |
| Механизм подачи заготовок круглопалочного станка | 1985 |
|
SU1276491A1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| Захват промышленного робота | 1987 |
|
SU1509247A1 |
| Захват-кантователь для цилиндрических грузов с буртиками | 1985 |
|
SU1375553A1 |
| Круглопалочный станок | 1986 |
|
SU1335457A1 |
| Тележечный конвейер | 1988 |
|
SU1578053A1 |
| Устройство для проведения инъекций | 1989 |
|
SU1630833A1 |
| МЕХАНИЗМ ЗАГРУЗКИ КРУТЯЩИМ МОМЕНТОМ | 2013 |
|
RU2548204C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве деталей типа тел вращения. Целью изобретения является повышение точности обработки изделий, сокращение времени на переналадку и повышение точности выставления ножей, а также повышение безопасности переналадки. Шпиндельная головка круглопалочного станка состоит из неподвижного корпуса 1 и полого цилиндрического корпуса 4. Корпус 4 имеет державки 8 с ножами 9, снабженные регулировочным приспособлением. Радиальное перемещение державок 8 осуществляется за счет наружной резьбы 16 на их поверхности, гайки 30 с зубчатым венцом 42 и кольца 38 с зубчатым венцом 41. Гайка 30 зафиксирована от осевого смещения. Кольцо 38 имеет кольцевые буртики 50 и 51, между внутренними стенками которых расположена скользящая шпонка 44, размещенная в шпоночном пазу 46 корпуса 4 и шпоночном пазу 45 корпуса 1. В исходном (рабочем)поло-, жении кольцо 38 отведено вправо и зафиксировано стопором 56. 2 з.п.ф-лы. 4 ил. (О с со о о С5 «:: :;РШ Риг. 1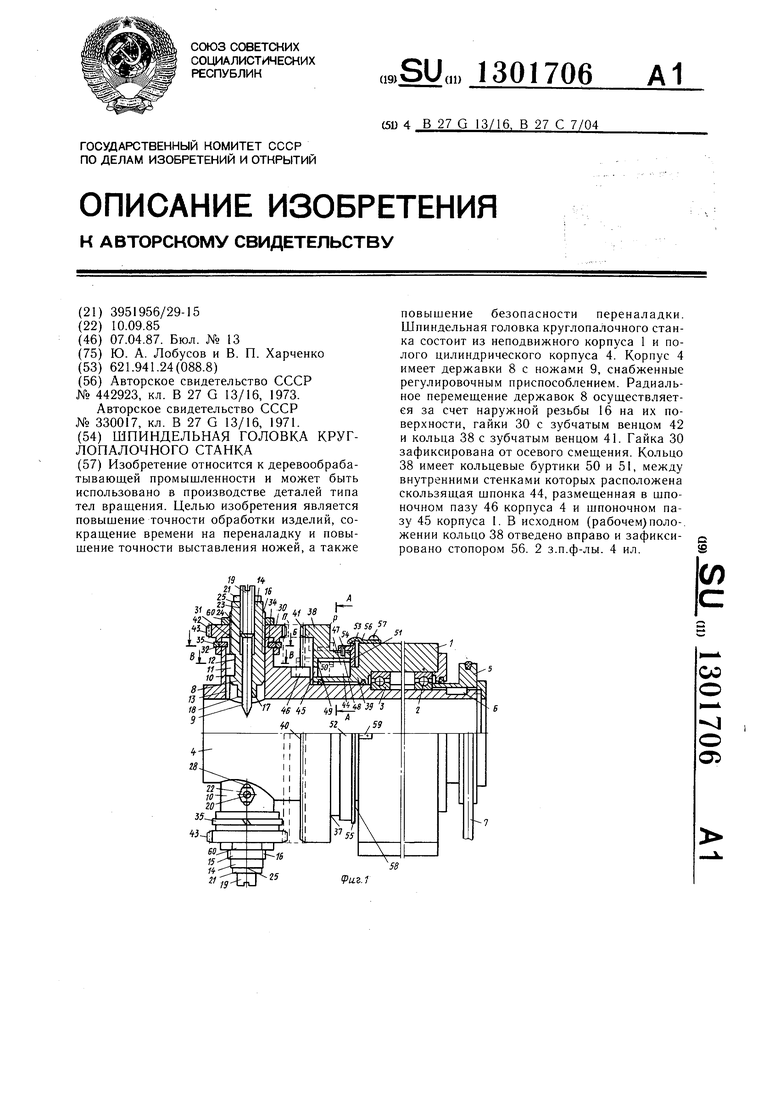
8
УигА
| Шпиндель круглопалочного станка | 1973 |
|
SU442923A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| 0 |
|
SU330017A1 | |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
