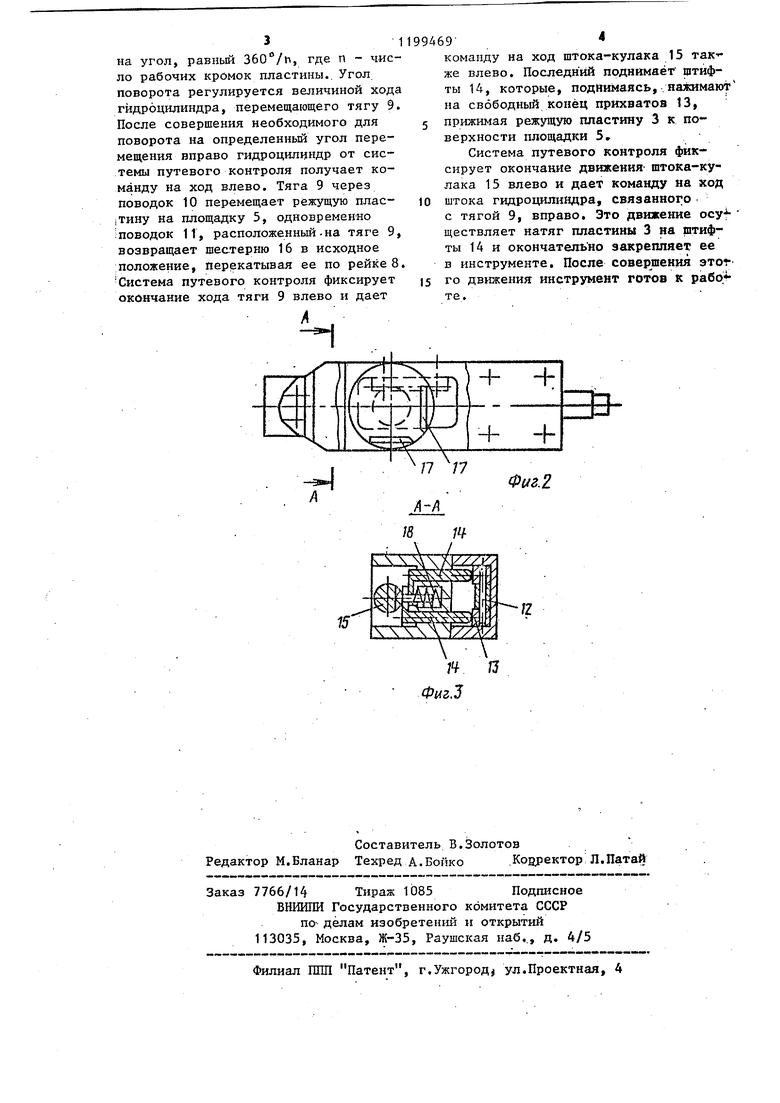
« Изобретение относится к металлообработке, касается конструкции инструмента с автоматической сменой граней режущих пластин и может быть использовано на токарных многошпиндельных автоматах и станках с ЧПУ. Цель изобретения - повышение производительности путем сокращения времени на переустановку пластины, которая достигается автоматической сменой режущих граней пластины с числом граней больше трех при их износе. На фиг. 1 изображен сборньй режу жий инструмент, продольное сечение; на фиг. 2 - то же, вид сверху; на фиг, 3 - разрез А-А на фиг. 2. Сборньш режущий инструмент содер жит корпус 1, крышку 2, многогранну режущую шшстину 3, поворотный элемент 4, механизм перемещения и фиксации режущей пластины 2 и зубчатореечную передачу. В корпусе 1 инструмента выполнены площадка 5 под режущую пластину 3 и пазы 6 и 7 соо ветственно под поворотный элемент 4 и рейку 8 зубчато-реечной передачи и расположен механизм перемещения и фиксации режущей пластины, который состоит из тяги 9 с поводками 10 и 11 II осью 12, на которой расположены прихваты 13 двух подпружиненных штифтов 14 и штока-кулака 15. Тяга 9 и шток-кулак 15 соединены со штоками гидроцилиндров, являющимися приводом (не показаны). Зубчато-р-еечная передача состоит из рейки 8 и Е1естерни 16. Поворотный элемент 4 закреплен на шестерне 16 зубчато-реечной передачи и снабжен упорами 17, пред7 азна ченными дагя захвата и ориентации режуп ей пластины 3 и расположенными на поворотном элементе 4 под определенньм углом один к другому, которьй зависит от количества граней режущей пластины. Упоры расположены так, что они охватывают пластину по двум соседним граням, причем угол охвата быть равен или превышать 90 , что обеспечивает свободное перемещение повернутой пластины к площадке 5 Работает сборный режущий инструмент следующим образом. В процессе обработки детали режущий инструмент, закрепленный в инструментодержателе, перемещается вместе с суппортом станка, совершая по9следовательно рабочие движения, Точность обработки при этом зависит от правильности и точности базирования режущей пластины в корпусе резца. Базирование режущей пластины обеспечивается в двух направлениях: перпендикулярном направлению обработки за счет установки пластины на площадке 5 и на поводке 10 и параллельном направлению обработки путем прижима режущей пластины к двум штифрам 14. Эти условия базирования обеспечивают постоянство положения .рабочей режущей кромки. Момент замены одной режущей кромки пластины на другую зависит от величины ее износа и определяется специальным контрольным устройством либо оператором, обслуживающим станок, по результатам изменения размеров обрабатываемой детали. По сигналу контролирующего устройства или опера- тора прерывается рабочий цикл станка, суппорт с установленньи на нем инструментодержателем, в котором закреп-лен сборньй режущий инструмент, останавливается в заднем, отведенном от детали положении. Остановка суппорта в исходном положении является сигналом Для начала работы сборного режущего инструмента. Шток-кулак 15, перемещаясь вправо от гидроцилиндра, освобождает сферическую головку штифтов 14, последние под действием пружины 18 опускаются, освобождая зону для перемещения режущей пластины внутрь корпуса. Система путевого контроля (не показана) фиксирует окончание перемещения штока-кулака 15- вправо и дает команду на следующее движение-ход вправо штока соответствующего цилиндра, управляющего перемещением тяги 9. Последняя, перемещаясь вправо с помощью поводка 10, перемещает режущую пластину 3 до упора, например, ее двух граней в упоры 17, расположенные на поворотном элементе 4, расположенном в пазу и закрепленном соосно на шестерне 16, находящейся, в свою очередь, в зацеплении с рейкой 8, закрепленной в пазу 6 корпуса инструмента. При дальнейшем движении тяги 9 вправо шестерня 16, поворотный, элемент 4 и зафиксированная на элементе режущая пластина 3, перекатываясь по рейке 8 вокруг поводка 10, являющегося их осью, поворачиваются
31
на угол, равиьй ЗбО°/ л, где п - число рабочих кромок пластины.. Угол поворота регулируется величиной хода гйдроцилиндра, перемещающего тягу 9. После совершения необходимого для поворота на определенньй угол перемещения вправо гидроцилиндр от системы путевого контроля получает команду на ход влево. Тяга 9 через поводок 10 перемещает режущую пласiTHHy на площадку 5, одновременно inoBOAOK 11, расположенный-на тяге 9, возвращает шестерню 16 в исходное положение, перекатывая ее по рейке 8. Система путевого контроля фиксирует окончание хода тяги 9 влево и дает
99469
команду на ход штока-кулака 15 так же влево. Последний поднймаёг штифты 14, которые, подйи1маясь, нажимают на свободный конец прихватов 13, 5 прижимая режущую пластину 3 к поверхности площадки 5,
Система путевого контроля фиксирует окончание движения- штока-кулака 15 влево и дает команду на ход штока гидроцил11Ядра, связанного 10с тягой 9, вправо. Это движение ocyf ществляет натяг пластины 3 на штифты 14 и окончатеггьно закрепляет ее в инструменте. После совершения этот го дв пкения инструмент готов к
те.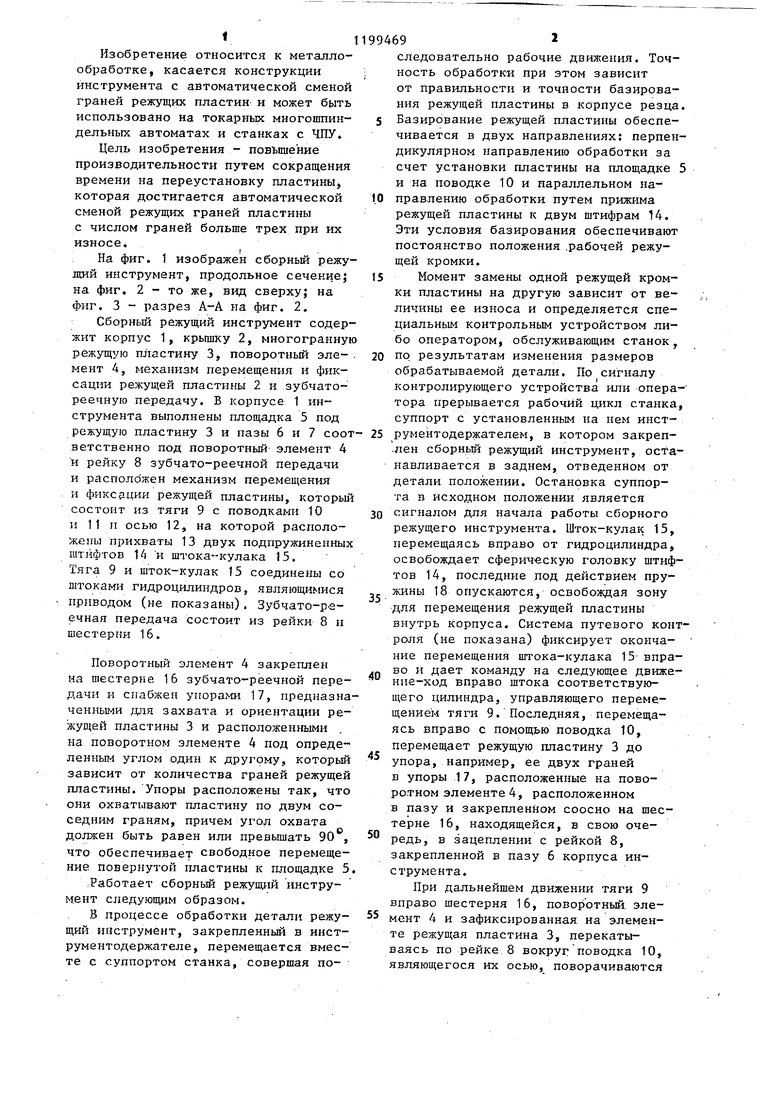
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074699A2 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1143571A1 |
| Устройство для автоматической смены инструмента | 1981 |
|
SU998082A1 |
| Устройство для автоматической смены многогранных неперетачиваемых пластин | 1985 |
|
SU1288017A1 |
| Многошпиндельный станок с автоматической сменой инструмента | 1985 |
|
SU1340972A1 |
| Многошпиндельный токарный станок с автоматической сменой инструмента | 1984 |
|
SU1211017A1 |
| Станок для обработки торца труб | 1984 |
|
SU1260163A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Устройство для обработки зубчатых колес | 1988 |
|
SU1611612A1 |
СБОРНЬЙ РЕЖУЩИЙ ИНСТРУМЕНТ, содержащий корпус, многогранную режущую пластину и механизм ее перемещения и фиксации, отличающийся тем, что, с целью повышения производительности путем сокращения времени на переустановку режущей пластины инструмента, он снабжен установленными в корпусе зубчато-реечной передачей и связанным с ней поворотным элементом с выполненными на нем упорами, предназначенными для взаимодействия с гранями режущей пластины, причем угол поворота определяется из выражения , где г - число граней режущей пластины. со со о: со
| СПОСОБ ПРИГОТОВЛЕНИЯ ЖИДКОГО ЗЕРНОВОГО КОРМА | 2006 |
|
RU2313229C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
