Изобретение относится преимущественно к безразмерной абразивной обработке, например полированию, глянцеванию, крацеванию и т. п., и может быть использовано в разных отраслях машиностроения.
Известны способы абразивной обработки эластичным инструментом, при которых инструмент вращают и поджимают к обрабатываемой поверхности f l .
Известны устройства для абразивной обработки эластичным инструментом, содержащие корпус со шпинделем, внутри которого размещен с возможностью осевого перемещения шток с инструментом 2J .
Недостатком способа и устройства является невозможность обеспечения обработки наряду с основными поверхностями торцовых и мест сопряжения торцовых и основных поверхностей.
Цель изобретения - обеспечение обработки наряду с основными поверхностями торцовых и мест сопряжения торцовых и основных поверхностей.
Поставленная цель достигается тем, что при подходе инструмента к торцовой поверхности ему придают чашеобразную форму путем приложения к его торцу осевого усилия.
Устройство снабжено жестко закрепленной на шпинделе втулкой, установленной с возможностью взаимодействия с торцом инструмента.
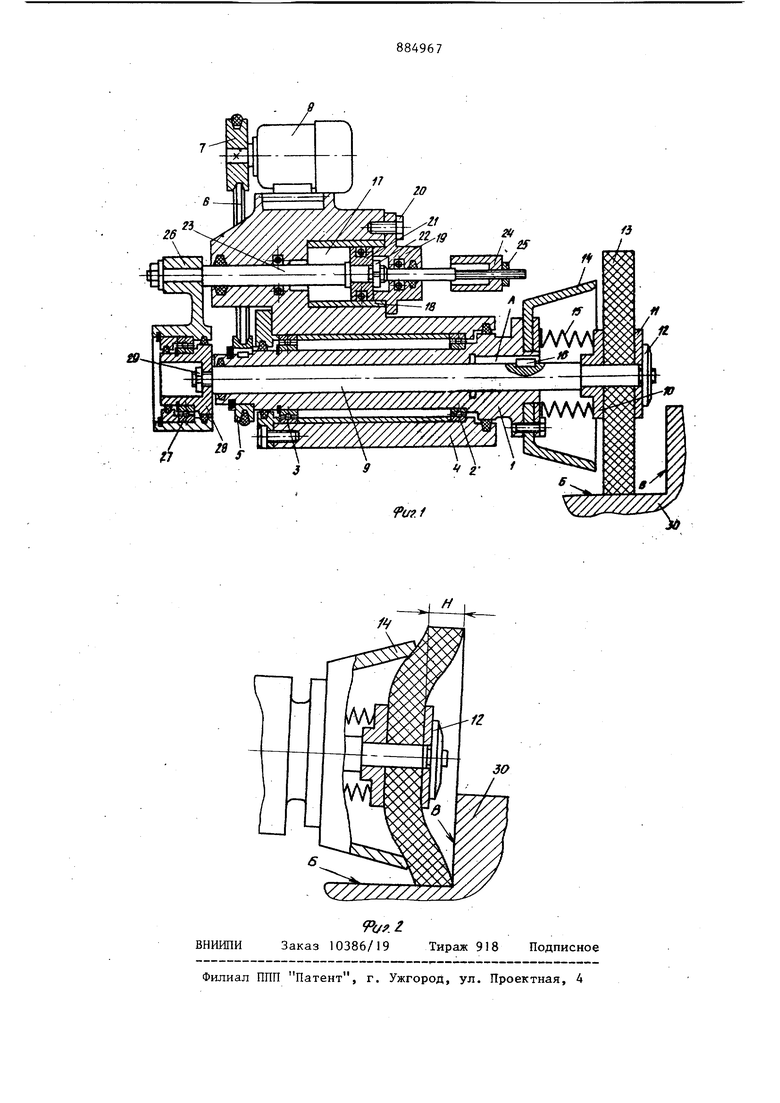
На фиг. I изображено устройство в положении при обработке одной поверхности, осевой разрез; на фиг. 2 инструмент в прогнутом состоянии при обработке второй поверхности, осевой .
Устройство включает шпиндель 1, который с помощью подшипников 2 и 3 установлен с возможностью вращения в его корпусе 4. Вращение шпинделя осуществлено закрепленным на нем шкивом 5, соединенным гибкой передачей 6 со
шкивом 7 приводного электродвигателя 8, установленного, например, на корпусе 4. Отличительной особенностью устройства является то, что в полости шпинделя установлен с возможностью осевого перемещения шток 9, на конце которого между шайбами 10 и 11 с помощью гайки 12 закреплен эластичный инструмент 13, например волосяная, травяная, проволочная или текстильная щетка, войлочный, сезалевый или пороштастовый полировальник и т. п., а на шпинделе закреплена втулка 14, торец которой при осевом смещении штока 9 контактирует с гибкой эластичной, упругой и т. п.) основой инструмента 13. Между основанием втулки 14 и шайбой 10 расположено уплотнение 15, выполненное, например, в виде гармошки .
Для предотвращения поворота относительно шпинделя шток 9 снабжен шпонкой 16, перемещающейся вместе с ним в осевом пазу А шпинделя. Шток 9 кинематически соединен с механизмом его осевого перемещения, выполненным, например, в виде силового пневмо- или гидроцилиндра 17, гильза 18 которого установлена в корпусе 4, снабженном крышкой 19, прикрепленной болтами 20. Порщень 2 с помощью гайки 22 закреплен На штоке 23, правый конец которого снабжен ограничительным упором 24 с контргайкой 25, а на левом закреплен кронштейн 26, соединенный через , радиапьно-упорньй подшипник 27 с втулкой 28. закрепленной с помощью гайки 29 на щтоке 9 инструмента.
Способ осуществляют следуюшлм образом.
При работе головки от двигателя 8 вращается шпиндель 1 вместе со втулкой 14, штоком 9 и инструментом 13, которьй обрабатывает основную поверхность Б детали 30, например перо лопатки газотурбинного двигателя. Радиальную силу поджима инструмента к детали, а также необходимые формообразующие перемещения сообщают обрабатываемой детали, инструментальной головке или обоим вместе. При подходе инструмента 13 к торцовой поверхности В например к антивибрационной полке лопатки, его прогибают в осевом направлении подобно тарельчатой пружине, для чего в правую полость силового цилиндра 17 подают давление рабочей среды, в результате чего поршень 21
через шток 23 и подшипниковую муфту, образуемую кронштейном 26, подшипником 27 и втулкой 28, смещает шток 9 вместе;с инструментом 13 влево. Упираясь во втулку 14, инструмент прогибается, приобретая чашеобразную форму (фиг. 2). Торцом образовавшейся чаши обрабатывают поверхность В и радиус ее сопряжения с поверхностью Б Гесли он есть). Исходные необходимые формообразующие движения задают детали, головке или обеим вместе.
Величину прогиба Н инструмента ррини-мают такой, чтобы детали его крепления (диайба 11 и гайка 12) и конец штока 9 оказались внутри образовавшейся чаши (фиг. 2) .
В зависимости от вида обработки (полирование, глянцевание и т. п.) используют эластичный инструмент с нанесенным на его периферию и торцы абг разивом или в зону обработки подают абразивную пасту (суспензию).
Устройство может быть также выполнено с. расположением втулки, прогибающей инструмент, не на шпинделе, а на корпусе.
Таким образом, предлагаемые способ и устройство обеспечивают одновременную обработку сопряженных поверхностей.
Формула изобретения
1.Способ абразивной обработки эластичным инструментом, при котором инструмент вращают и поджимают к обрабатываемой поверхности, отличающийся тем, что, с целью обеспечения обработки наряду с основными поверхностями торцовых и мест сопряжения торцовых и основных поверхностей, при подходе инструмента
к торцовой поверхности ему придают чашеобразную форму путем приложения к его торцу, осевого усилия.
2.Устройство для осуществления способа по п. 1, содержащее корпус со шпинделем, внутри которого размещен с возможностью осевого перемещения шток с инструментом, отличающееся тем, что оно снабжено жестко закрегшенной на шпинделе втулкой, установленной с возможностью взаимодействия с торцом инструмента.
Источники информации, принятые во внимание при экспертизе
1.Патент ГДР № 7704,
кл. 67 а 24/01, опублик. 1954.
2.Заявка Франции № 2306786, кл. В 23 Q 3/14, 1976. 1Г« 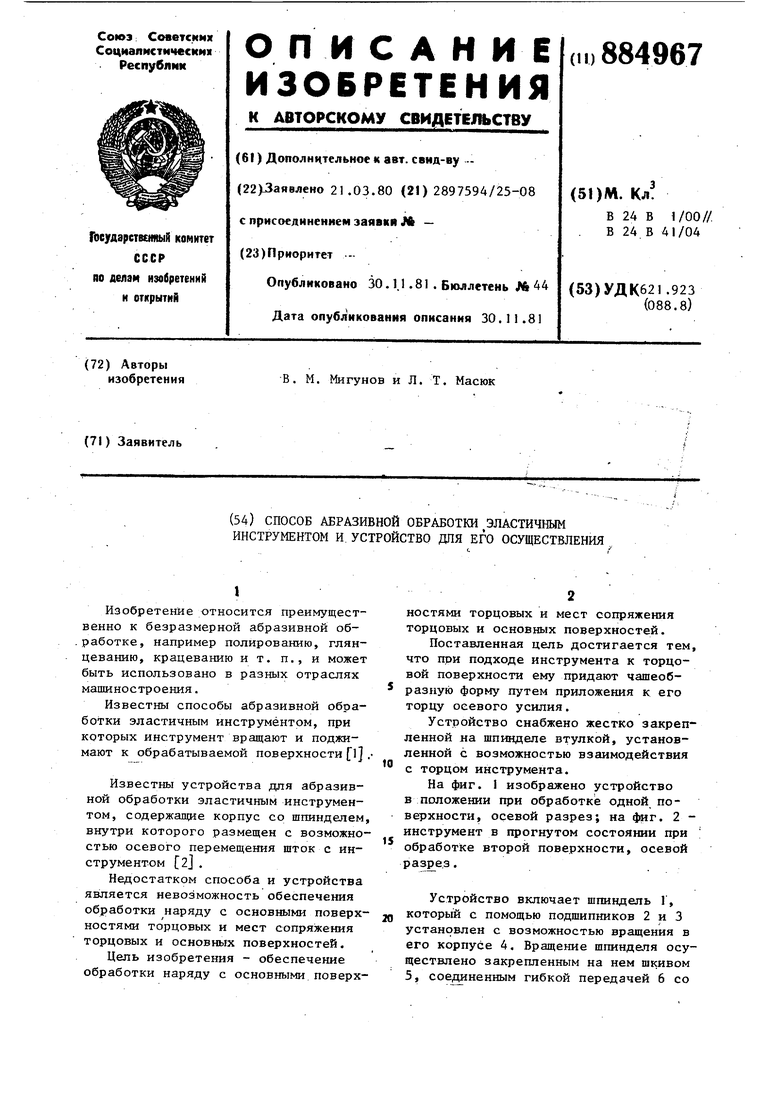
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки | 1980 |
|
SU931431A1 |
| Устройство для полирования | 1989 |
|
SU1742046A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК И КРОМОК ОТВЕРСТИЙ | 1991 |
|
RU2045385C1 |
| Шлифовальный инструмент | 1982 |
|
SU1093525A1 |
| Устройство для абразивной обработки эластичным инструментом | 1982 |
|
SU1038194A1 |
| Сборный лепестковый инструмент | 1988 |
|
SU1590364A1 |
| Копировальный станок | 1979 |
|
SU850358A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |