Изобретение относится к абразивной промышленности, в частности, к производству кольцевых заготовок абразивных кругов на вулканитовой связке для последующего получения шлифовальных, полировальных, отрезных и других абразивных кругов.
Задачей предлагаемого изобретения является устранение Интенсивного затупления режущих кромок ножей, повышение точности и качества вырубаемых заготовок, сокращение расхода абразивной массы путем снижения припуска на механическую обработку абразивных кругов.
Поставленная задача достигается тем, что штамп для вырубки кольцевых заготовок абразивных кругов на вулканитовой связке содержит оправку несущую два кольца с заостренными режущими кромками, которые встроены одно в другое с образованием кольцевой полости между ними, а также подпружиненные выталкиватели вырубленной заготовки и внутренней высечки, первый из которых расположен в указанной полости, а второй внутри меньшего кольца, при этом штамп содержит матричную плиту в полости которой, напротив колец размещены жестко смонтированная кольцевая матрица, выполненная с плоским рабочим торцем и двумя режущими кромками на наружной и внутренней цилиндрических поверхностях, два полукольца, охватывающие снаружи матрицу и подпружиненные в радиальном направлении относительно стенок матричной плиты, а также два сегмента, установленные внутри матрицы и подпружиненные относительно друг друга, причем на внутренней поверхности матрицы и сопряженных с ней наружных поверхностях сегментов, на наружной поверхности матрицы и сопряженных с ней внутренних поверхностях полуколец, под углом, равным углу заточки на режущих кромках колец, выполнены скосы.
То, что штамп оснащен матричной плитой в полости которой, напротив колец размещены жестко смонтированная кольцевая матрица, выполненная с плоским рабочим торцем и двумя режущими кромками на наружной и внутренней цилиндрических поверхностях, два полукольца, охватывающие снаружи матрицу и подпружиненные в радиальном направлении относительно стенок матричной плиты, а также два сегмента, установленные внутри матрицы и подпружиненные относительно друг друга, причем на внутренней поверхности матрицы и сопряженных с ней наружных поверхностях сегментов, на наружной поверхности матрицы и сопряженных с ней внутренних поверхностях полуколец, под углом, равным углу заточки на режущих кромках колец, выполнены скосы, позволяет исключить при вырубке жесткое замыкание режущих кромок ножей на подложку, расположенную на столе пресса, и тем самым предотвратить интенсивное затупление режущих кромок, а вместе с этим повысить точность и качество вырубаемых заготовок, снизить припуск на механическую обработку и сократить в результате расход абразивной массы.
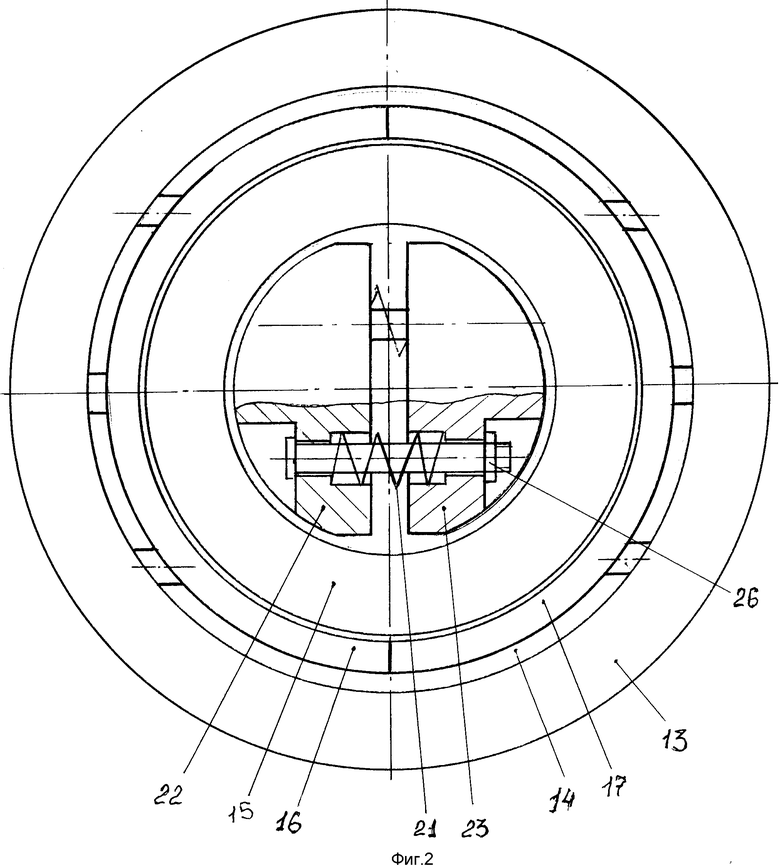
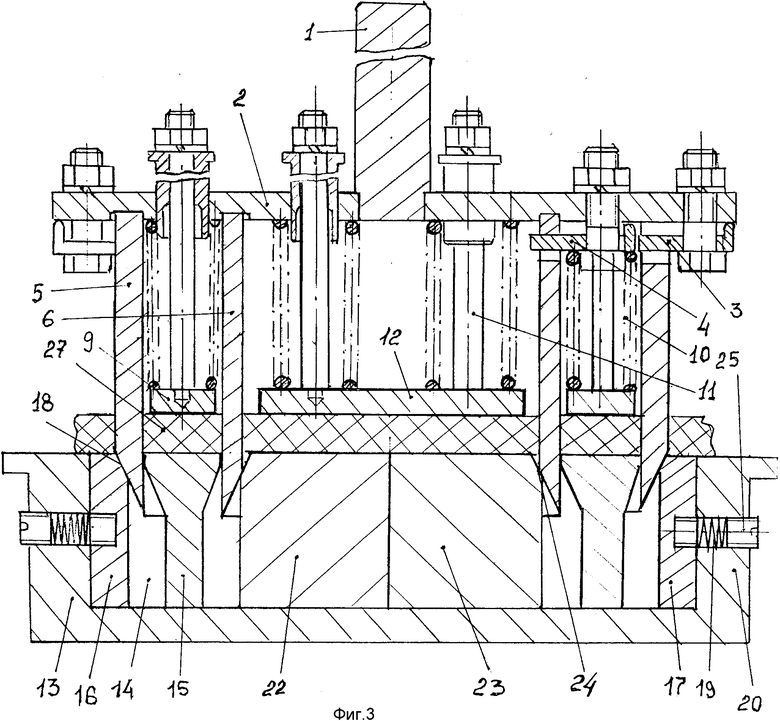
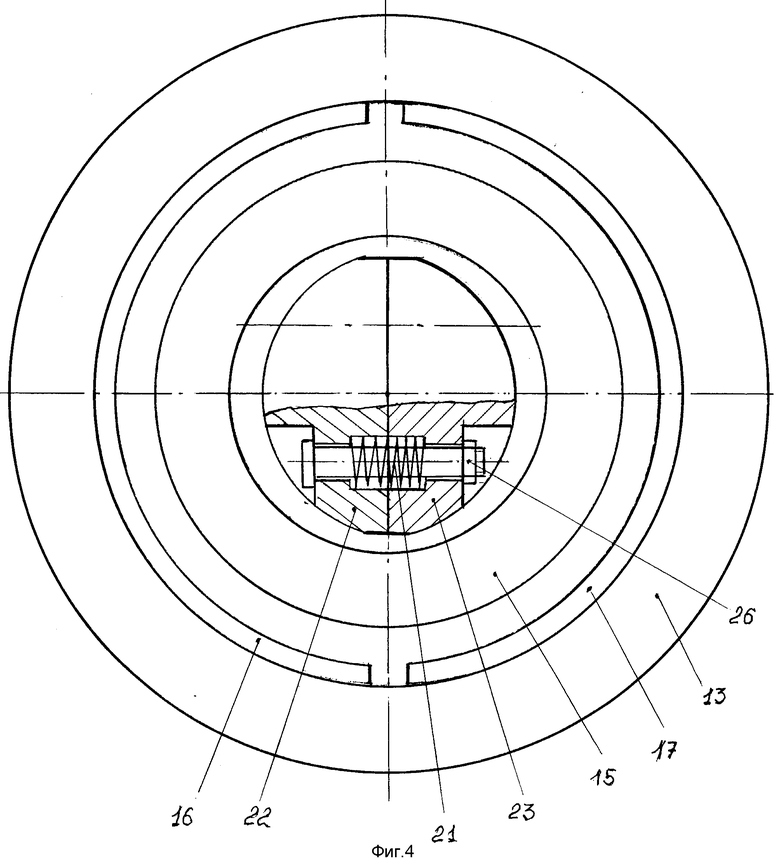
Предлагаемый штамп приведен на фиг. 1 - 4, где на фиг. 1 общий вид штампа в исходном положении, на фиг. 2 вид сверху на матричную плиту в положении перед вырубкой, на фиг. 3 общий вид штампа в положении после вырубки, на фиг. 4 вид сверху на матричную плиту в положении после вырубки.
Штамп состоит из двух частей: верхней (фиг. 1,а) оправки с ножами и нижней (фиг. 1,б) - матричной плиты, направляющие колонки условно не показаны. Верхняя часть, устанавливаемая на ползуне пресса, представляет собой оправку 1, несущую два кольца 5 и 6 заостренными режущими кромками, соответственно 7 и 8, которые встроены одно в другое с образованием кольцевой полости между ними, смонтированные посредством прижимов 3, 4 на плите 2. В кольцевой полости смонтирован выталкиватель 9 вырубаемой заготовки, удерживаемый подпружиненными толкателями 10, а внутри меньшего кольца 6 на подпружиненных толкателях 11 смонтирован выталкиватель 12 внутренней высечки. Нижняя часть штампа представляет матричную плиту 13, устанавливаемую на столе пресса, в полости 14 которой, напротив упомянутых колец 5, 6 жестко смонтирована кольцевая матрица 15, выполненная с плоским рабочим торцем и двумя режущими кромками на наружной и внутренней цилиндрических плоскостях. Снаружи матрица охвачена двумя полукольцами 16, 17 подпружиненными пружинами 19 относительно стенок 20 полости 14 матричной плиты 13. Внутри матрицы 15 также установлены два сегмента 22,23 подпружиненные относительно друг друга пружинами 21. При этом на внутренней поверхности матрицы 15 и наружных поверхностях сегментов 22, 23, а также на наружной поверхности матрицы 15 и внутренних поверхностях полуколец 16, 17 выполнены скосы, соответственно 24 и 18 под углом равным углу заточки α режущих кромок колец 5, 6.
Штамп работает следующим образом. Перед началом вырубки верхняя часть штампа находится в крайнем верхнем положении, в матричной плите 13 полукольца 16, 17 и сегменты 22, 23 поджаты пружинами соответственно 19 и 21 к кольцевой матрице 15 по поверхностям 18 и 24. На матричную плиту 15 укладывается предварительно прокатанная пластина 27 (см. фиг. 16) из абразивного материала на вулканитовой связке. Включается пресс, верхняя часть штампа перемещается вниз, кольца 5 и 6 режущими кромками 7 и 8 внедряются в пластину 27 и осуществляют вырубку кольцевой заготовки.
В момент отделения от пластины вырубаемой заготовки режущая кромка 7 наружного кольца 5 воздействует на скошенную поверхность 18 полуколец 16, 17 и разводит их, при этом пружины 19 сжимаются, а режущая кромка 8 внутреннего кольца 6 в свою очередь воздействует на скошенную поверхность 24 сегментов 22, 23, которые при этом сходятся, сжимая пружины 21. Таким образом, исключается в конце вырубки силовое замыкание режущих кромок 7, 8 колец 5, 6 на стол пресса, устраняется причина возникновения заусенца и интенсивного затупления ножей, искажение геометрической формы вырубаемой заготовки.
При обратном ходе верхней части штампа режущие кромки 7, 8 колец 5, 6 выходят из контакта с полукольцами 16, 17 и сегментами 22, 23, которые под воздействием пружин 19 и 21 возвращаются в исходное положение. Выталкиватели 9 и 12 выталкивают вырубленную заготовку и высечку из верхней части штампа.
Разработан опытный штамп для вырубки абразивных кольцевых заготовок на вулканитовой связке с наружным диаметром 302 мм, внутренним 32 мм и толщиной 3 мм. Угол заточки α режущих кромок колец и соответственно угол скоса контактных поверхностей кольцевой матрицы, полуколец и сегментов принят 15o. Пружины цилиндрические витые.
Физическое моделирование процесса вырубки, по предлагаемому техническому решению, на экспериментальном штампе показало практически полное отсутствие затупления ножей, образования заусенца и вырывов, стабильность размеров и геометрической формы вырубаемых заготовок. Так, в существующих условиях ножи требуют перезаточки после вырубки 100 штук заготовок, по предлагаемому решению ножи сохраняли острую режущую кромку и после вырубки 500 шт. заготовок.
Устранение заусенцев и вырывов на кольцевых заготовках позволило снизить припуск по наружному диаметру абразивного круга, например, равного 300 мм с 5 мм до 2 мм (ранее вырубалась кольцевая заготовка диаметром 305 мм). Это дает экономию абразивного материала порядка 7-8%, в зависимости от толщины круга.
Предлагаемое устройство целесообразно использовать на предприятиях абразивной промышленности при производстве абразивных кругов на вулканитовой связке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2096166C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| ШТАМП ВЫРУБНОЙ | 2001 |
|
RU2227778C2 |
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| ШТАМП ВЫРУБНОЙ | 1998 |
|
RU2149073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМПУЛЬНОГО СКАРИФИКАТОРА | 1995 |
|
RU2103224C1 |
Устройство предназначено для вырубки кольцевых заготовок абразивных кругов на вулканитовой связке. Штамп содержит оправку, несущую два кольца с заостренными режущими кромками, которые встроены одно в другое с образованием полости между ними, а также жестко смонтированную на плите напротив колец матрицу. Матрица выполнена в виде кольца с плоским рабочим торцем и двумя режущими кромками на наружной и внутренней поверхностях. При этом штамп содержит два полукольца, которые снаружи охватывают матрицу и подпружинены в радиальном направлении относительно стенок матричной плиты, два сегмента, установленные внутри матрицы, и подпружиненные выталкиватели вырубленной заготовки и высечки. На внутренней поверхности матрицы и сопряженных с ней наружных поверхностях сегментов, а также на наружной поверхности матрицы и сопряженных с ней внутренних поверхностях полуколец под углом, равным углу заточки на режущих кромках колец, выполнены скосы. 4 ил.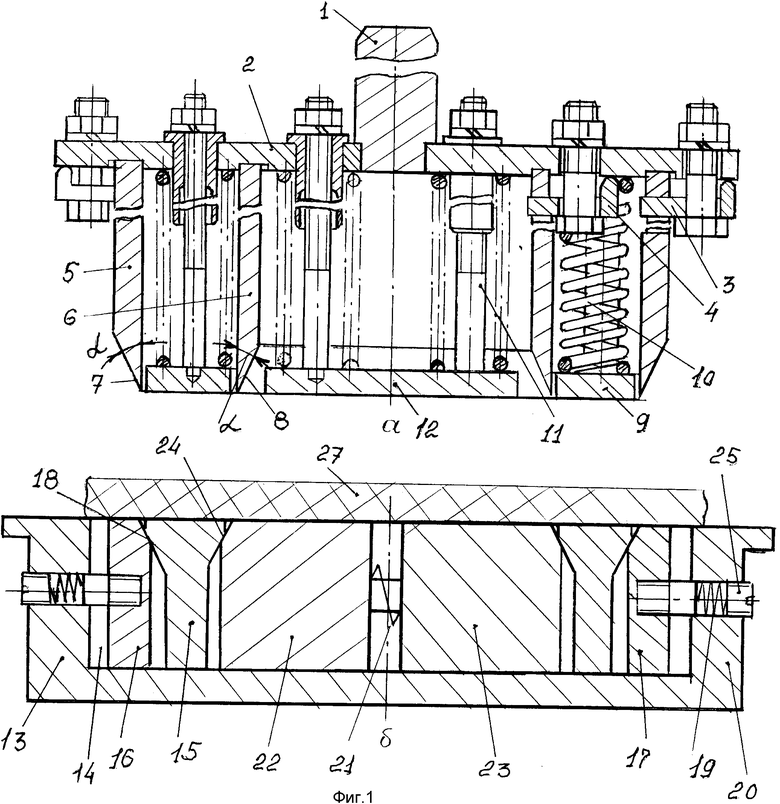
Штамп для вырубки кольцевых заготовок абразивных кругов на вулканитовой связке, характеризующийся тем, он содержит оправку, несущую два кольца с заостренными ружущими кромками, которые встроены одно в другое с образованием кольцевой полости между ними, а также подпружиненные выталкиватели вырубленной заготовки и высечки, первый из которых расположен в указанной полости, а второй внутри меньшего кольца, при этом штамп содержит матричную плиту, в полости которой напротив колец размещены жестко смонтированная кольцевая матрица, выполненная с плоским рабочим торцом и двумя режущими кромками на наружной и внутренней цилиндрических поверхностях, два полукольца, охватывающие снаружи матрицу и подпружиненные в радиальном направлении относительно стенок матричной плиты, а также два сегмента, установленные внутри матрицы и подпружиненные относительно друг друга, причем на внутренней поверхности матрицы и сопряженных с ней внутренних поверхностях полуколец под углом, равным углу заточки на режущих кромках колец, выполнены скосы.
