Изобретение относится к области машиностроения, а именно касается сосудов давления, используемых в условиях циклических нагружений в химических, нефтехимических и др. производствах.
Известен способ изготовления многослойных сосудов давления путем навивки рулонной полосы на центральную трубу по винтовой линии с противоположным направлением навивки слоев и закреплением торцов многослойной обечайки, например привариванием их к концевым элементам сосуда давления.
Известно устройство для изготовления многослойных сосудов давления, содержащее размещенный на станине механизм для спиральной возвратно-поступательной навивки рулонной полосы на центральную тру- бу,
Однако при навивке слоев стенки неизбежны межслойные зазоры, являющиеся причиной возникновения высоких напряжений на внутренней поверхности сосуда при деформации многослойной стенки под действием внутреннего рабочего давления, что снижает прочность и надежность сосуда.
Целью изобретения является повышение прочности и надежности сосуда путем уплотнения его многослойной стенки.
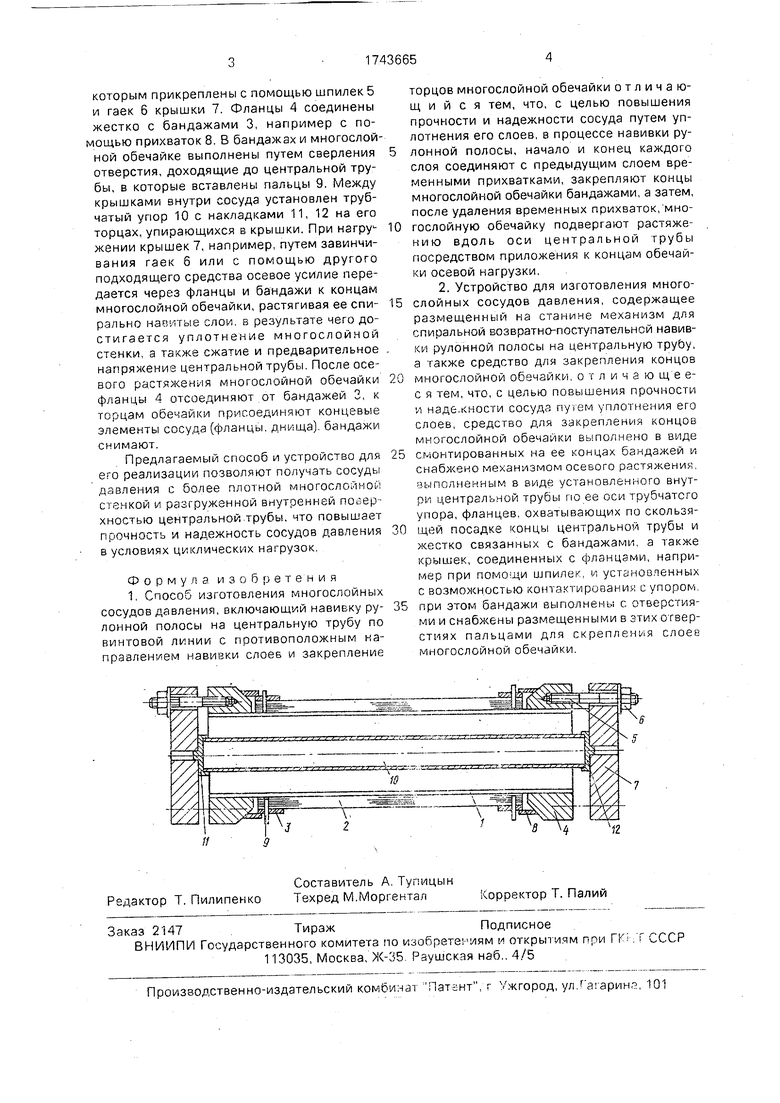
На чертеже показан сосуд давления с механизмом осевого растяжения многослойной навивки.
Способ реализуют следующим образом. С помощью устройства для спиральной навивки многослойных сосудов на цилиндрическую центральную трубу 1 навивают с натяжением по винтовой линии слои 2 из рулонной полосы, меняя направление навивки в каждом слое на противоположное. Начало и конец каждого слоя закрепляют временными прихватками по торцу к нижележащему слою. По окончании навивки концы полученной многослойной обечайки закрепляют бандажами 3, например из полумуфт или хомутов, и временные прихватки убирают, после чего многослойную обечайку растягивают вдоль оси центральной трубы с помощью механизма осевого растяжения.
Механизм осевого растяжения включает фланцы 4, установленные на концах центральной трубы 1 по скользящей посадке, к
VJ
Ь СА) О
О СЛ
которым прикреплены с помощью шпилек 5 и гаек 6 крышки 7. Фланцы 4 соединены жестко с бандажами 3, например с поощью прихваток 8. В бандажах и многослойной обечайке выполнены путем сверления отверстия, доходящие до центральной трубы, в которые вставлены пальцы 9. Между крышками внутри сосуда установлен трубчатый упор 10 с накладками 11, 12 на его торцах, упирающихся в крышки. При нагру- жении крышек 7, например, путем завинчивания гаек 6 или с помощью другого подходящего средства осевое усилие передается через фланцы и бандажи к концам многослойной обечайки, растягивая ее спирально навитые слои. Б результате чего достигается уплотнение многослойной стенки, а также сжатие и предварительное напряжение центральной трубы. После осевого растяжения многослойной обечайки фланцы 4 отсоединяют от бандажей 3, к торцам обечайки присоединяют концевые элементы сосуда (фланцы, днища) бандажи снимают.
Предлагаемый способ и устройство для е О реализации позволяют получать сосуды давления с более плотной многослойное стенкой и разгруженной внутренней поверхностью центральной трубы, что повышает прочность и надежность сосудов давления в условиях циклических нагрузок.
Формупэ изобретения 1, Способ изготовления многослойных сосудов давления, включающий навивку рулонной полосы на центральную трубу по винтовой линии с противоположным направлением навивки слоев и закрепление
торцов многослойной обечайки отличающийся тем, что, с целью повышения прочности и надежности сосуда путем уплотнения его слоев, в процессе навивки рулонной полосы, начало и конец каждого слоя соединяют с предыдущим слоем временными прихватками, закрепляют концы многослойной обечайки бандажами, а затем, после удаления временных прихваток, многослойную обечайку подвергают растяжению вдоль оси центральной грубы посредством приложения к концам обечайки осевой нагрузки.
2. Устройство для изготовления многослойных сосудов давления, содержащее размещенный на станине механизм для спиральной возвратно-поступательной навивки рулонной полосы на центральную трубу, а также средство для закрепления концов
многослойной обечайки, отличающее- с я тем, что, с целью повышения прочности VI надежности сосуда nyiew уплотнения его слоев, средство для закрепления концов многослойной обечайки ВЫПОЛНРНО в виде
смонтированных на ее концах бандажей и снабжено механизмом осевого растяжения чыпслненным в виде установленного внутри центральной трубы по ее оси трубчатого упора, фланцев, охватывающих по скользящей посадке концы центральной трубы и жестко связанных с бандажами, а также крышек, соединенных с ч ланцэми, например при помо-ди шпилек, и установпенных с возможностью контактирования с упором
при этом бандажи выполнены с отверстиями и снабжены размещенными в этих отверстиях пальцами для скрепления слоев многослойной обечайки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных обечаек | 1978 |
|
SU697232A1 |
| Способ изготовления многослойных обечаек | 1977 |
|
SU1039618A1 |
| СПОСОБ ОПРЕССОВКИ МНОГОСЛОЙНОЙ ЦИЛИНДРИЧЕСКОЙ ОБЕЧАЙКИ | 2007 |
|
RU2389577C2 |
| Установка для изготовления многослойных сосудов высокого давления | 1978 |
|
SU940888A1 |
| Способ изготовления многослойных обечаек для сосудов высокого давления | 1971 |
|
SU331614A1 |
| Способ производства многослойных обечаек с концентрическим расположением витков | 1986 |
|
SU1409387A1 |
| Способ изготовления многослойных сосудов высокого давления | 1979 |
|
SU856631A1 |
| Способ изготовления многослойных труб | 1975 |
|
SU588707A1 |
| Способ изготовления сварных многослойных сосудов высокого давления | 1986 |
|
SU1359044A1 |
| Способ изготовления сварных многослойных рулонированных сосудов и труб | 1972 |
|
SU455784A1 |
Использование: для изготовления сосудов, используемых в условиях циклических нагружений в химических, нефтехимических и др. производствах. Сущность изобретения: концы многослойной обечайки закрепляют бандажами и подвергают растяжению вдоль оси центральной трубы. Устройство содержит трубчатый упор и фланцы, через которые обечайке передается растягивающее усилие. 2 с.п.ф-лы, 1 ил.
12
| Устройство для спиральной навивки корпусом сосудов высокого давления | 1974 |
|
SU517440A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
