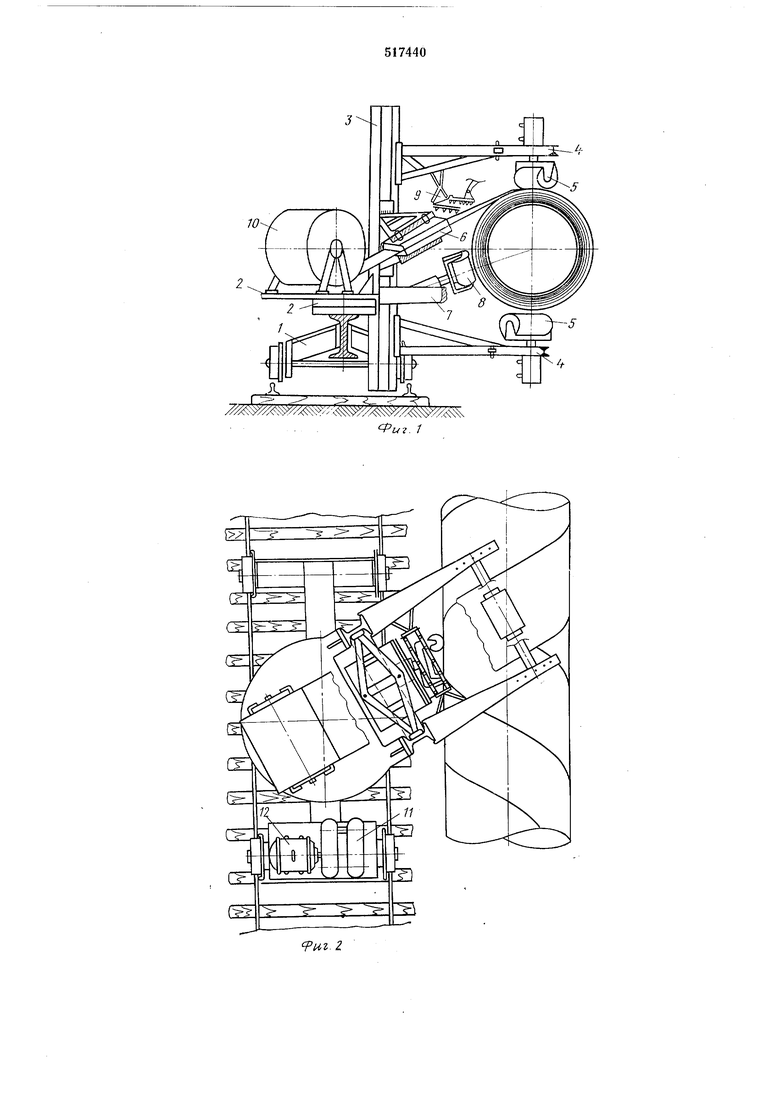
Перед началом намотки поворошую ра-муЗ с разматьшателем рулонной полосы 10 и прижимны.ми роликами 5 устанавливают под угло М, соотвбРствующИМ заданному соот.ношению между диаметрам сосуда и шаГом навивки, а расстояние между прижимными роликамн 5 устанавливают в соответствин с днаметром сосуда. Затем конец руловной полосы любым снособом обрезают под углом так, чтобы ой плотно состыковался с торцом концевой части. Полосу пропускают между плитами механизма натяжения 6, под ролик 5 и стыкуют с концевой частью. Передвигая тележку 1 и соответственно вращая сосуд, укладывают и приваривают к концевой части пер- 15 вый виток. Затем намотка продолжается уже без сварки. При этом телеЖКа 1 движется вдоль сосуда, а он вращается на опорах. Полоса сматывается с рулона и наматывается по винтовой линии на сосуд. Скорость продвижения тележки 1 устанавливается такой, чтобы кромка одного витка полосы по возможности более блиэко прилегала « кромке предыдущего вятка. В зависимости от отклонения текущего значения зазора вручную или авто- 25 матичеоки подается команда на вариатор И об изменении скорости продвижения тележj j j. В процессе намотки последнего витка полосы ее вновь обрезают под углом и кромку30 приваривают к концевой части. Процеос повторяется целиком при намотке следующего слоя, но тележка 1 при этом движется в обратном направлении. Итак далее до получения нужной толщины стенки35 сосуда. Для увеличения плотности намотки иопользуется механизм натяжения 6 и нагреватель 9. Механизм натяжения 6, нредставляющий собой две сжатые плиты, между которыми40 движется полоса, крепится с помощью опециального каркаса к стойкам поворотной рамы 3. Механизм натяжения 6 имеет механизм 5 10 0 ля регулирования усилия сжатия плит и, ледовательно, усилия натяжения. Для того, чтобы в результате усилия натяжения тележка 1 не переворачивалась на сосуд, предусмотрена установка onqpiHOiPO ролика 8 на перекладине 7, которая крепится к поворотной раме 3. В результате натяга при намотке полоса укладывается на сосуд более плотно, что улучшает качество сосуда в целом. Нагрев нолосы в процессе намотки с помощью нагревателя 9 повышает плотность намотки. Расчеты показывают, что для получения весьма значительной плотности и натяга достаточно обеспечить нагрев полосы до 200°С. Виедрение предлагаемого устройства дает большой экономический эффект, обеспечивает беспрерывную намотку на всю длину сосуда с высокой скоростью, что уменьшает время намотки в 2-3 раза. По сравнению с существующими в СССР установками для изготовления М1НОГОСЛОЙНЫХ сосудов предлагаемое устройство обеспечивает существенное повышение производительности труда с экономическим эффектом не менее 50 тыс. руб. на каждом крупногабаритном сосуде. . Формулаизобретения Устройство для спиральной навивки корпусов сосудов высокого давления, содержащее тележку, опорный стол, на котором установлен разматыватель рулоиной полосы, дрижимные ролики, механизм натяжения и опорный ролик, отличающееся тем, что, с целью повышения точности и плотности навивки и уменьшения трудоёмкости изготовления сосуда, устройство снабжено поворотной рамой, смонтированной на тележке, и устаиовленными на ней с возможностью вертикального перемещения съемными скобами для крепления прижимных роликов, при этом опорный стол, механизм натяжения и опорный ролик жестко закреплены на поворотной раме.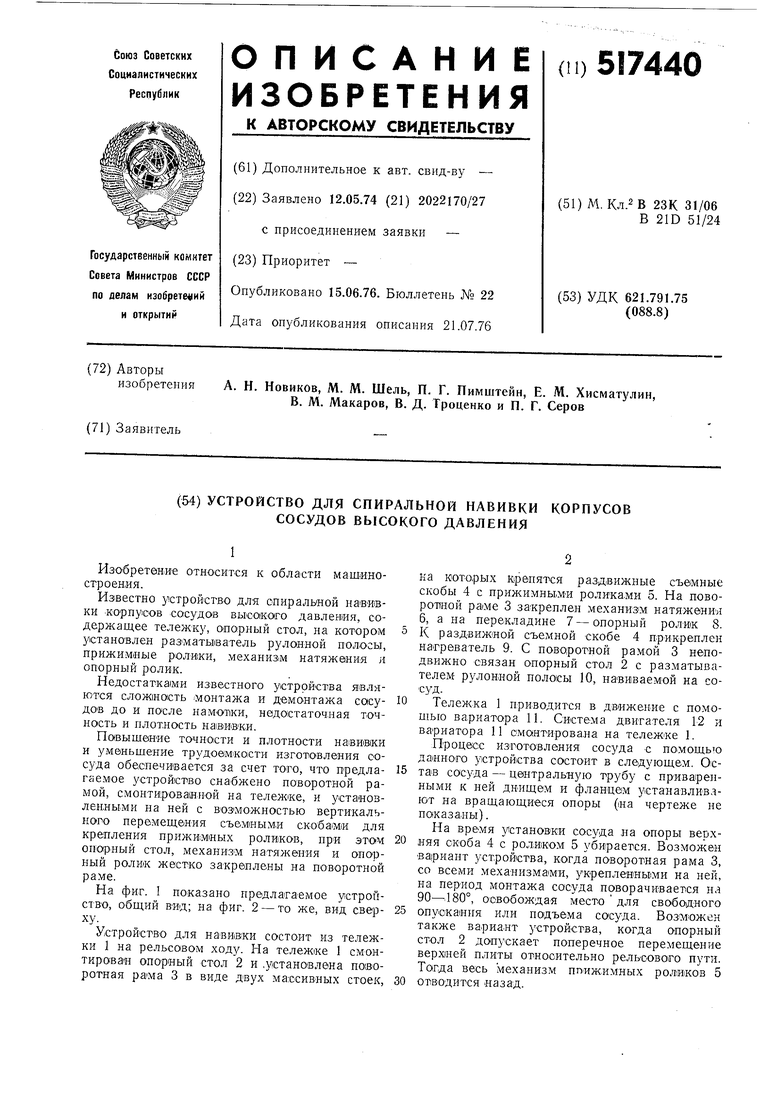
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для спиральной навивки корпусов сосудов высокого давления | 1974 |
|
SU525494A1 |
| Устройство для спиральной навивки корпусов сосудов высокого давления | 1977 |
|
SU940954A1 |
| Установка для изготовления многослойных сосудов высокого давления | 1978 |
|
SU940888A1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ЛЕНТЫ НА ОПРАВКУ | 2008 |
|
RU2399575C2 |
| Устройство для уборки некондиционных участков полосы | 1984 |
|
SU1232322A1 |
| Установка для обвязки рулонов | 1985 |
|
SU1286463A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для наматывания и разматывания | 1981 |
|
SU1007779A1 |
| ПНЕВМАТИЧЕСКИЙ ЗАХЛЕСТЫВАТЕЛЬ ДЛЯ НАМОТКИ ПОЛОСЫ НА БАРАБАН МОТАЛКИ | 1992 |
|
RU2036033C1 |