Изобретение относится к металлообработке и может быть использовано при конструировании и изготовлении цилиндрических, концевых, отрезных и других фрез.
Известны цилиндрические фрезы, содержащие корпус и зубья с правыми и левыми режущими кромками расположенными наклонно к оси фрезы, задние поверхности которых выполнены в виде правой и левой винтовых поверхностей, число заходов которых выполнено неодинаковым, а углы наклона правой и левой режущих кромок относительно оси фрезы выбраны из соотношения:
Sin fhp inp Sin 1лев
где , - углы наклона соответственно правой и левой режущих кромок к оси фрезы;
inp, (лев - число заходов соответственно правой и левой винтовых поверхностей
Указанное выполнение известной фрезы позволяет благодаря рациональной схеме деления припуска, достигаемой сдвигом соседних рядов вершин зубьев в осевой
плоскости в одну сторону друг относительно друга, что позволяет гарантированно загрузить главную режущую кромку каждого зуба, избавиться от неблагоприятных тонких срезов (например, по сравнению со стандартными цилиндрическими фрезами), уменьшить чувствительность к биениям зубьев, что в итоге приводит к повышению производительности фрезерования.
Недостатком известных фрез является выполнение передней поверхности прямолинейной, параллельной оси фрезы, что приводит к повышенной динамике процесса, сопровождаемой ударами при выходе и входе ряда зубьев, что в итоге приводит к ограничению производительности и снижению стойкости известных фрез.
Известен также многозубый осевом инструмент, содержащий корпус и зубья с правыми и левыми режущими кромками, образуемыми пересечением передней поверхности с задними поверхностями, выполненными в виде правых и левых винтовых поверхностей. Правые и левые винтовые поверхности такого инструмента
,а
М
ЭТШЯ&
выполнены с различными осевыми шагами, а передняя поверхность выполнена винтовой с углом наклона к оси, определяемым из соотношения
, ,.(Pi-P2)
tgU;-pl-P2(Ui2)
где ш- угол наклона передней поверхности к оси инструмента;
Pi, Pa - шаги правой и левой винтовых задних поверхностей:
И, г число заходов правой и левой винтовых задних поверхностей;
DI - наружный диаметр инструмента. , Благодаря плавности входа и выхода из работы отдельных зубьев такой многозубый инструмент характеризуется большей производительностью обработки.
Недостатком известного многозубого осевого инструмента является наличие положительных передних углов на вершинах зубьев, что свидетельствует об ослаблении в силовом и тепловом отношении уязвимых частей зубьев - вершин, что приводит к ограничению стойкости известного инструмента
Недостатком известного многозубого инструмента является также отсутствие признака выполнения направления передней винтовой поверхности, совпадающей с направлением задней винтовой поверхно- . сти, имеющей меньшее число заходов и меньший шаг. Это приведет к ситуации для части инструментов, соответствуйте вышеуказанной известной математической зависимости, когда главные режущие кромки зубьев получат отрицательные передние углы (даже если на вершинах зубьев передние углы выполнены положительными). В результате для указанной части фрез ввиду отрицательных передних углов на главных режущих кромках увеличатся силы резания, вследствие значительного увеличения передних углов на вспомогательных режущих кромках последние ослаблятся в силовом и тепловом отношениях, что снизит стойкость известных инструментов.
Недостатком известного инструмента
яоЛяется также отсутствие признака для определения количества заходов винтовой передней поверхности, так как при выполнении произвольного (нерасчетного) количества заходов передней поверхности не будут стыковаться края развертки цилиндрической поверхности фрезы т.е главные режущие кромки не будут располагаться на непрерывной винтовой линии, что соответствует неодинаковым толщинам среза такими кромками и приведет к различному
износу зубьев В результате к ограничению стойкости известных фрез.
Кроме того, задние винтовые поверхности, образующие правую и левую режущие
кромки зубьев, не пересекаются одна с другой и не образуют общую вершину. Выполнение в известной фрезе на каждом зубе дополнительных режущих кромок (между правой и левой режущими кромками) приводит к повышенным удельным нагрузкам и силам резания, а также к увеличенному износу задних поверхностей зубьев, что ограничивает стойкость известного инструмента. Цель изобретения - повышение стойкости и снижение усилий резания многозубых инструментов за счет увеличения передних углов на главных и уменьшения на вспомогательных режущих кромках и вершинах зубьев.
Цель достигается тем, что в многозубовом осевом инструменте, содержащем корпус и зубья с вершинами, образованным общими передними винтовыми поверхностями с противоположно наклонными режущими кромками, расположенными на разнонаправленных винтовых задних поверхностях, при этом угол наклона винтовой передней поверхности определен из соотношения
ш- arcta (Рн - Рс) я D
ш-агад(Ј(-Ь2с-)-Рн-Рс разнонаправленные винтовые задние поверхности выполнены с неодинаковым числом заходов и неравными шагами, а
передние винтовые поверхности выполнены с отрицательным передним углом и направлением, совпадающим с задней винтовой поверхностью с меньшим шагом и числом заходов, причем число заходов передней поверхности определено из зависимости
2
ZH+Zc
где ZH, Zc - число заходов задних винтовых поверхностей, соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности,
D - наружный диаметр инструмента;
pc - шаги задних винтовых поверхностей, соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности.
Выполнение винтовых передних поверхностей с отрицательным передним углом позволит усилить в силовом и тепловом отношениях наиболее уязвимую часть зубьев - вершину, что снизит ее износ и приведет к повышению стойкости инструмента.
Благодаря выполнению передних винтовых поверхностей с направлением, совпадающим с задней винтовой поверхностью, имеющей меньшее число заходов и меньший шаг, главные режущие кромки получают положительные значения передних углов, что приводит к уменьшению сил резания, а вспомогательные - отрицательные значения, что приводит к повышению стойкости инструмента.
Выполнение числа заходов передней поверхности равным
Z (ZH + Zc)/2
где ZH и Zc - числа заходов задних винтовых поверхностей, не совпадающих и совпадающих с направлением винтовой передней поверхности;
приводит к расположению как главных, так и вспомогательных режущих кромок на непрерывных вин говых линиях, что определит равномерную нагрузку зубьев и, как следствие, повышение стойкости инструмента.
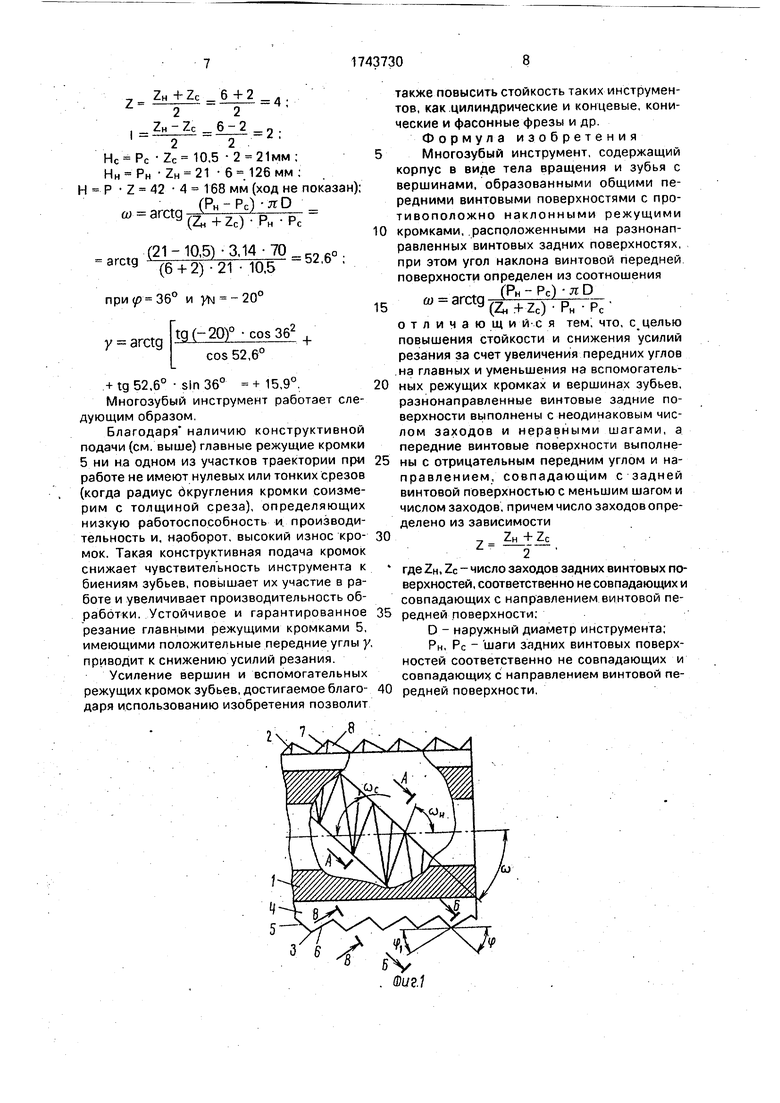
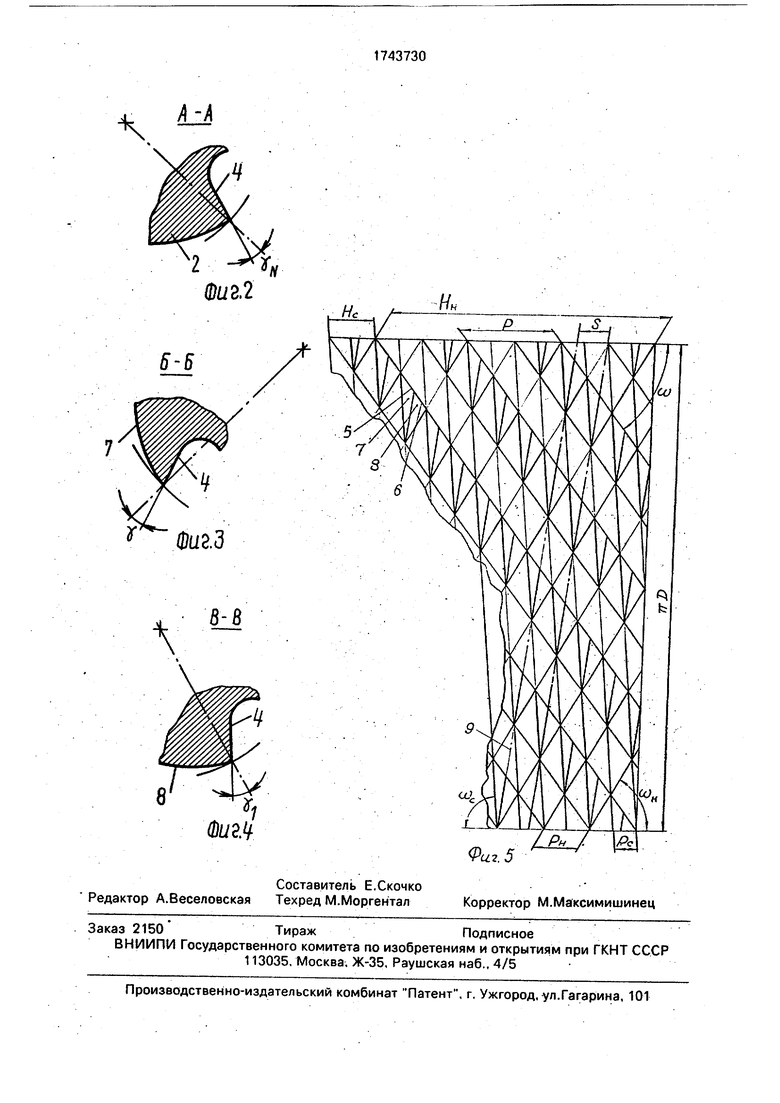
На фиг 1 показан многозубый осевой инструмент, общий вид, на фиг 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б (главной режущей кромки зуба) на фиг. 1; на фиг. 4 - сечение В-В (вспомогательной кромки зуба) на фиг 1, на фиг 5 - развертка цилиндрической поверхности инструмента.
Многозубовый осевой инструмент со- держит цилиндрический корпус 1 и зубья 2 с вершинами 3, образованными общими передними поверхностями 4 с противоположно наклонными режущими кромками 5 и 6, наклоненными к оси фрезы под неравными углами ( соответственно. Главная режущая кромка 5, выполняющая основную работу резания (см. относительный сдвиг кромок на фиг. 5), и вспомогательная режущая кромка 6 расположены на разнонаправленных задних винтовых поверхностях 7 и 8 соответственно, причем числа заходов их выполнены неодинаковыми, а шаги - неравными. Передняя винтовая поверхность 4 зубьев 2 выполнена с отрицательным передним углом ум в нормальном сечении (см. фиг. 2) и направлением, совпадающим с направлением задней винтовой поверхности 7, имеющее число Zc заходов и меньший шаг PC, чем другая поверхность 8 (см. фиг 5).
Угол наклона винтовой передней поверхности 4 определен из соотношения
- gffv-ff..где РН, PC шаг задних винтовых поверхностей, соответственно не совпадающей и совпадающей с направлением винтовой передней поверхности;
ZH. Zc - число заходов задних винтовых поверхностей, соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности; D - наружный диаметр инструмента.
Число заходов Z винтовой поверхности 4 инструмента определено из зависимости 7 ZH+ZC
2
где ZH, Zc - числа заходов задних винтовых поверхностей, соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности.
Величины ходов (см, фиг. 5) передних и задних винтовых поверхностей определятся как
Н Р Z, Н Рс Zc, Н Р„ ZH,
где Р, Рс, Рн - шаги передней поверхности, совпадающей и не совпадающей с ней задних винтовых поверхностей соответственно,
Z, Zc, ZH - числа заходов передней по- верхности, совпадающей и не совпадающей с ней задних винтовых поверхностей соответственно.
При указанном выполнении винтовых передних 4 и задних 7 и 8 поверхностей вершины 3 зубьев 2 (а вместе с ними и главные режущие кромки 5) окажутся расположенными на винтовых линиях 9 (см. фиг. 5), определяющих осевой сдвиг зубьев 2 и величину конструктивной подачи главной ре- жущей кромки 5. Число заходов винтовой линии 9 с расположенными на ней вершинами 3 зубьев 2 определится как
1 4.
где ZH, Zc - числа заходов задних винтовых поверхностей, соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности.
при указанном выполнении винтовых передней 4 и задних 7 и 8 поверхностей при отрицательной величине переднего угла ум на вершине3 (см. фиг. 2)на главных режущих кромках 5 зубьев 2 образуются положительные передние углы у (см. фиг. 3), что приводит к уменьшению сил резания, а на вспомогательных режущих кромках 6 - отрицательные передние углы yi . что совместно с упрочненными вершинами приводит к увеличению стойкости инструмента.
Изобретение иллюстрируется следующим примером конструкции цилиндрической фрезы с параметрами (см. фиг. 1-5);
7 ZH + Zc 6+2 2 4:
i -ZH-Zc 6-2 n
-
Hc Pc -Zc 10,5 -2 21мм; Нн Рн ZH 21 6 126мм ; p z 42 4 168 мм (ход не показан);
ш - arctg
(Рн-Рс)-яР
(2„ + 2С) Рн PC
. arcta 10.5)-3.14-70 0 . arctg (6 + 2)-21 10,5 526
приу 36° и уы -20°
у arctg
tg(-20)° -cos362
cos 52,6C
+
+ tg52,6° sin 36° + 15,9°.
Многозубый инструмент работает следующим образом.
Благодаря наличию конструктивной подачи (см. выше) главные режущие кромки 5 ни на одном из участков траектории при работе не имеют нулевых или тонких срезов (когда радиус дкругления кромки соизмерим с толщиной среза), определяющих низкую работоспособность и производительность и, наоборот, высокий износ кромок. Такая конструктивная подача кромок снижает чувствительность инструмента к биениям зубьев, повышает их участие в работе и увеличивает производительность обработки. Устойчивое и гарантированное резание главными режущими кромками 5, имеющими положительные передние углы у, приводит к снижению усилий резания.
Усиление вершин и вспомогательных режущих кромок зубьев, достигаемое благодаря использованию изобретения позволит
0
5
также повысить стойкость таких инструментов, как цилиндрические и концевые, конические и фасонные фрезы и др.
Формула изобретения Многоэубый инструмент, содержащий корпус в виде тела вращения и зубья с вершинами, образованными общими передними винтовыми поверхностями с противоположно наклонными режущими кромками, расположенными на разнонаправленных винтовых задних поверхностях, при этом угол наклона винтовой передней поверхности определен из соотношения
о; arctg JpH p nDУ (2н + Zc) Рн PC
отличающий-ся тем, что, с целью повышения стойкости и снижения усилий резания за счет увеличения передних углов на главных и уменьшения на вспомогатель- 0 ных режущих кромках и вершинах зубьев, разнонаправленные винтовые задние поверхности выполнены с неодинаковым числом заходов и неравными шагами, а передние винтовые поверхности выполнены с отрицательным передним углом и направлением, совпадающим с задней винтовой поверхностью с меньшим шагом и числом заходов, причем число заходов определено из зависимости
7 ZH + Zc
где ZH, Zc - число заходов задних винтовых поверхностей, соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности;
D - наружный диаметр инструмента;
Рн, Рс - шаги задних винтовых поверхностей соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности.
5
0
5
0

| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжка | 1985 |
|
SU1256894A1 |
| Шлицевая протяжка | 1985 |
|
SU1271684A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Многозубый фасонный осевой инструмент | 1989 |
|
SU1664474A1 |
| Фреза | 1989 |
|
SU1690967A1 |
| Протяжка | 1983 |
|
SU1119794A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Отрезной резец | 1985 |
|
SU1414509A1 |
| Метчик | 1989 |
|
SU1763113A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
Использование в металлообработке Инструмент содержит, например цилиндрический корпус 1 и зубья 2 с вершинами 3, образованные общими передними поверхностями 4 с противоположно наклоненными к оси режущими кромками 5 и 6, расположенными на разнонаправленных задних винтовых поверхностях 7 и 8 соответственно. Шаги задних поверхностей и число их заходов выполнены неравными, а передние поверхности - винтовыми с отрицательным передним углом и направлением, совпадающим с задней винтовой поверхностью, имеющей меньшее число заходов и меньший шаг 5 ил
I
V
2 -% Фиъ,2
6-6
ЛигЗ
te4
Фиг 5
| Многозубый фасонный осевой инструмент | 1989 |
|
SU1664474A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
