Изобретение относится к области электрофизических и электрохимических методов обработки и может найти применение при нанесении упрочняющих антикоррозионных покрытий из ферромагнитных порошков на поверхности деталей машин в машиностроении и машиноремонте.
Целью изобретения является повышение качества наносимого покрытия за счет равномерного распределения порошка на рабочей поверхности электрода-инструмента.
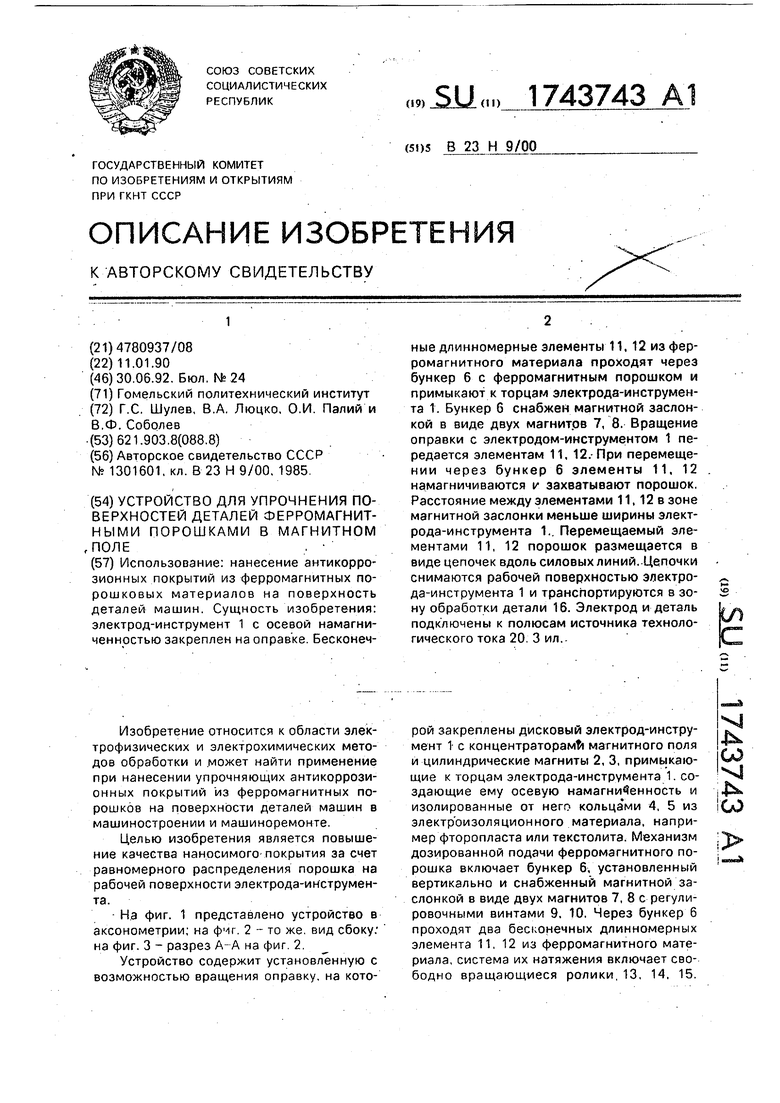
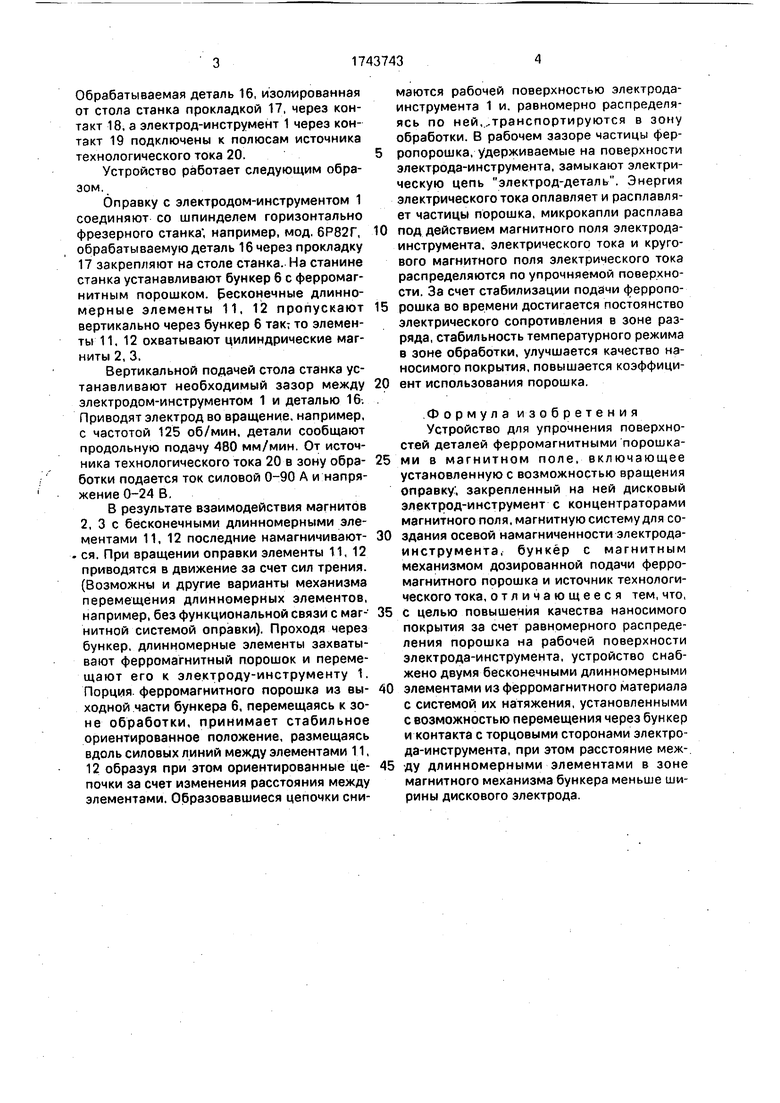
На фиг. 1 представлено устройство в аксонометрии; на фиг 2 - то же вид сбоку: на фиг. 3 - разрез А-А на фиг 2
Устройство содержит установленную с возможностью вращения оправку, на которой закреплены дисковый электрод-инструмент 1 с концентраторами магнитного поля и цилиндрические магниты 2, 3, примыкающие к торцам электрода-инструмента 1. создающие ему осевую намагниченность и изолированные от него кольца ми 4, 5 из электроизоляционного материала, например фторопласта или текстолита. Механизм дозированной подачи ферромагнитного порошка включает бункер 6, установленный вертикально и снабженный магнитной заслонкой в виде двух магнитов 7, 8 с регулировочными винтами 9, 10. Через бункер 6 проходят два бесконечных длинномерных элемента 11, 12 из ферромагнитного материала, система их натяжения включает свободно вращающееся ролики. 13, 14, 15.
VJ
К Ы
ч|
,45ь
Ы
Обрабатываемая деталь 16, изолированная от стола станка прокладкой 17, через контакт 18, а электрод-инструмент 1 через контакт 19 подключены к полюсам источника технологического тока 20.
Устройство работает следующим образом.
Оправку с электродом-инструментом 1 соединяют со шпинделем горизонтально фрезерного станка, например, мод. 6Р82Г, обрабатываемую деталь 16 через прокладку 17 закрепляют на столе станка. На станине станка устанавливают бункер 6 с ферромагнитным порошком. Бесконечные длинномерные элементы 11. 12 пропускают вертикально через бункер 6 такт то элементы 11, 12 охватывают цилиндрические магниты 2, 3.
Вертикальной подачей стола станка устанавливают необходимый зазор между электродом-инструментом 1 и деталью 16. Приводят электрод во вращение, например, с частотой 125 об/мин, детали сообщают продольную подачу 480 мм/мин. От источника технологического тока 20 в зону обработки подается ток силовой 0-90 А и напряжение 0-24 В.
В результате взаимодействия магнитов 2, 3 с бесконечными длинномерными элементами 11, 12 последние намагничивают- . ся. При вращении оправки элементы 11,12 приводятся в движение за счет сил трения. (Возможны и другие варианты механизма перемещения длинномерных элементов, например, без функциональной связи с магнитной системой оправки). Проходя через бункер, длинномерные элементы захватывают ферромагнитный порошок и перемещают его к электроду-инструменту 1. Порция ферромагнитного порошка из выходной части бункера б, перемещаясь к зоне обработки, принимает стабильное ориентированное положение, размещаясь вдоль силовых линий между элементами 11, 12 образуя при этом ориентированные цепочки за счет изменения расстояния между элементами. Образовавшиеся цепочки снимаются рабочей поверхностью электрода- инструмента 1 и. равномерно распределяясь по ней,.транспортируются в зону обработки. В рабочем зазоре частицы ферропорошка, удерживаемые на поверхности электрода-инструмента, замыкают электрическую цепь электрод-деталь. Энергия электрического тока оплавляет и расплавляет частицы порошка, микрокапли расплава
под действием магнитного поля электрода- инструмента, электрического тока и кругового магнитного поля электрического тока распределяются по упрочняемой поверхности. За счет стабилизации подачи ферропорошка во времени достигается постоянство электрического сопротивления в зоне разряда, стабильность температурного режима в зоне обработки, улучшается качество наносимого покрытия, повышается коэффициент использования порошка.
Формула изобретения Устройство для упрочнения поверхностей деталей ферромагнитными порошками в магнитном поле, включающее установленную с возможностью вращения оправку , закрепленный на ней дисковый электрод-инструмент с концентраторами магнитного поля, магнитную систему для создания осевой намагниченности электрода- инструмента, бункер с магнитным механизмом дозированной подачи ферромагнитного порошка и источник технологического тока, отличающееся тем, что,
с целью повышения качества наносимого покрытия за счет равномерного распределения порошка на рабочей поверхности электрода-инструмента, устройство снабжено двумя бесконечными длинномерными
элементами из ферромагнитного материала с системой их натяжения, установленными с возможностью перемещения через бункер и контакта с торцовыми сторонами электрода-инструмента, при этом расстояние между длинномерными элементами в зоне магнитного механизма бункера меньше ширины дискового электрода.
(
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочнения поверхностей деталей ферромагнитными порошками в магнитном поле | 1985 |
|
SU1301601A1 |
| Устройство для нанесения покрытий из ферромагнитных порошков | 1984 |
|
SU1238916A1 |
| Устройство для нанесения покрытий из ферромагнитных порошков | 1988 |
|
SU1627352A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УПРОЧНЯЮЩИХ ПОКРЫТИЙ ФЕРРОМАГНИТНЫМИ ПОРОШКАМИ | 1991 |
|
RU2034096C1 |
| Способ нанесения металлических покрытий | 1977 |
|
SU721305A1 |
| Способ электроискрового легирования | 1973 |
|
SU505553A1 |
| СПОСОБ МАГНИТОЭЛЕКТРИЧЕСКОГО ЛЕГИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016718C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ ФЕРРОМАГНИТНЫМИ ПОРОШКАМИ | 1984 |
|
SU1352769A1 |
| Способ магнито-абразивной обработки изделий | 1978 |
|
SU751598A1 |
| Инструмент для поверхностного пластического деформирования | 1989 |
|
SU1815189A1 |

Использование: нанесение антикоррозионных покрытий из ферромагнитных порошковых материалов на поверхность деталей машин. Сущность изобретения: электрод-инструмент 1 с осевой намагниченностью закреплен на оправке Бесконечные длинномерные элементы 11, 12 из ферромагнитного материала проходят через бункер 6 с ферромагнитным порошком и примыкают к торцам электрода-инструмента 1. Бункер 6 снабжен магнитной заслонкой в виде двух магнитов 7, 8. Вращение оправки с электродом-инструментом 1 передается элементам 11. 12.-При перемещении через бункер 6 элементы 11, 12 намагничиваются и захватывают порошок. Расстояние между элементами 11,12 в зоне магнитной заслонки меньше ширины электрода-инструмента 1. Перемещаемый элементами 11, 12 порошок размещается в виде цепочек вдоль силовых линий. Цепочки снимаются рабочей поверхностью электрода-инструмента 1 и транспортируются в зону обработки детали 16. Электрод и деталь подключены к полюсам источника технологического тока 20 3 ил.
9 Ы
ъшш
/ ЪПф
16
Фиг.З
| Устройство для упрочнения поверхностей деталей ферромагнитными порошками в магнитном поле | 1985 |
|
SU1301601A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
