Изобретение относится к области обработки металлов резанием и может быть использовано для финишных методов обработки конических поверхностей.
Известна головка для финишной обработки конических отверстий, содержащая цилиндрическую оправку, жестко связанную с коническим элементом, несущим рабочие элементы. Недостатком известной головки является трудность правки абразивных брусков при их износе, что снижает точность головки.
Цель изобретения - повышение точности головки за счет плавающего расположения рабочих элементов.
Для достижения поставленной цели головка снабжена двумя пружинами, одна из которых Установлена вдоль образующей конуса со стороны оправки с возможностью взаимодействия с рабочими элементами, а другая в радиальном отверстии, которое выполнено в коническом элементе, причем жесткость последней пружины больше жесткости первой.
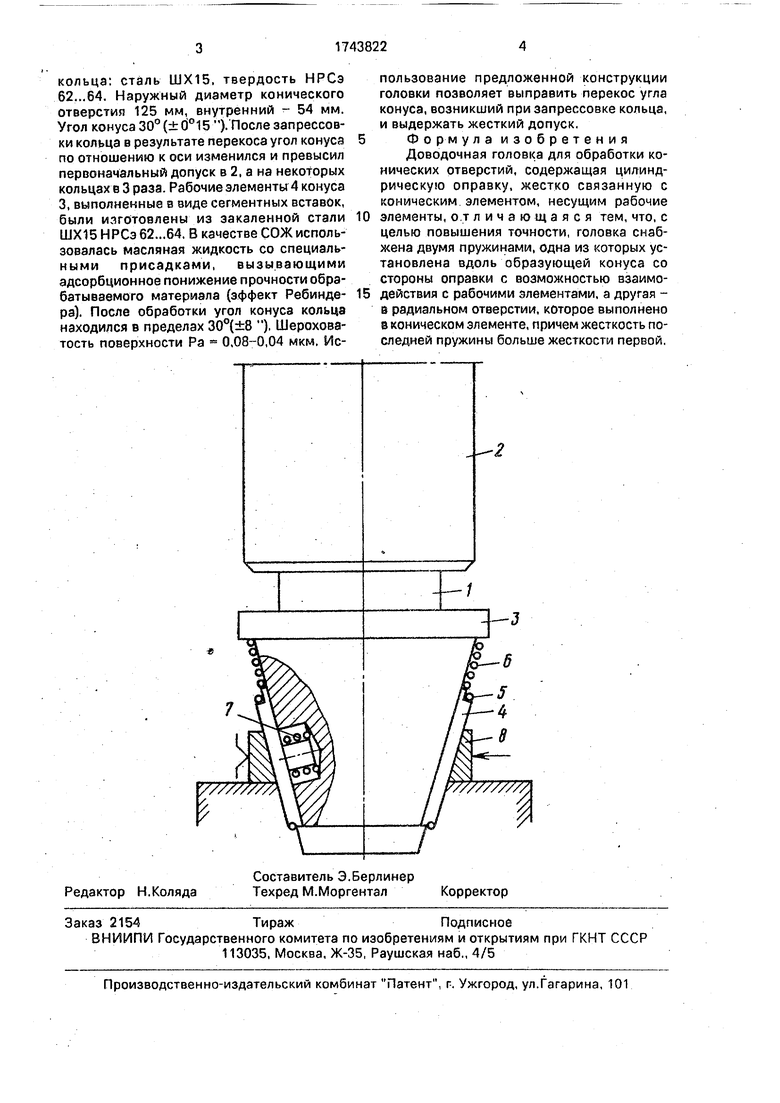
На чертеже показана доводочная головка, общий вид.
Гсливка состоит из цилиндрической ол- рачки 1, один конец которой закреплен в шпинделе 2 станка, а другой выполнен г, виде конуса 3 с рабочими элементами 4, которые удерживаются на конусе пружинящими кольцам 5. Последние взаимодействуют с двумя пружинами 6 и 7, установленными здочь л перпендикулярно образующей конуса 3, причем жесткость пружины 7 больше жесткости пружины 6. В процессе обработки детали 8 шпиндель 2 станка вращают и перемещают по направляющим к вершине конуса 3 При этом рабочие элементы 4 перемещаются по обрабатываемой поверхности и устраняют погрешности угла конуса в обрабатываемой детали, которые могут возникнуть при сборке детали, имеющей коническое отверстие, с другими деталями или на предыдущей обработке.
Обработка конических отверстий с применением новой конструкции головки проводилась на вертикально-сверлильном станка / Н135. Обрабатывалась коническая повеохнэсть копъца роликоподшипника, са- пре | оЕанного в корпус изделия. Магср зл
JT
(чааама
гкяй
J
. VXSX&
кольца: сталь ШХ15, твердость НРСэ 62...64. Наружный диаметр конического отверстия 125 мм, внутренний - 54 мм. Угол конуса 30° (±0°15)- После запрессовки кольца в результате перекоса угол конуса по отношению к оси изменился и превысил первоначальный допуск в 2, а на некоторых кольцах в 3 раза. Рабочие элементы конуса 3, выполненные в виде сегментных вставок, были изготовлены из закаленной стали ШХ15 НРСэ 62...64, В качестве СОЖ использовалась масляная жидкость со специальными присадками, вызывающими адсорбционное понижение прочности обрабатываемого материала (эффект Ребинде- ра). После обработки угол конуса кольца находился в пределах 30°(±8 ). Шероховатость поверхности Ра 0,08-0,04 мкм. Использование предложенной конструкции головки позволяет выправить перекос угла конуса, возникший при запрессовке кольца, и выдержать жесткий допуск.
Формула изобретения
Доводочная головка для обработки конических отверстий, содержащая цилиндрическую оправку, жестко связанную с коническим элементом, несущим рабочие
элементы, отличающаяся тем, что, с целью повышения точности, головка снабжена двумя пружинами, одна из которых установлена вдоль образующей конуса со стороны оправки с возможностью взаимодействия с рабочими элементами, а другая - в радиальном отверстии, которое выполнено в коническом элементе, причем жесткость последней пружины больше жесткости первой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТАЛЬНОЙ ГОЛОВКИ | 1992 |
|
RU2053049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Многорезцовая головка | 1987 |
|
SU1546210A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1997 |
|
RU2129948C1 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Хонинговальная головка | 1983 |
|
SU1121129A1 |
Использование: в области обработки металлпа резанием может применяться для финишных методов обработки конических поверхностей. Сущность изобретения: головка состоит из цилиндрической оправки 1. закрепленной в шпинделе 2 станка. На конусе 3 оправки установлены рабочие элементы 4. удерживаемые пружинящими кольцами 5. Кольца взаимодействуют с пружинами б и 7. причем жесткость поспеднп ; больше жесткости пружины 6. 1 ил.
6
| Хонинговальная головка для обработки конических отверстий | 1972 |
|
SU437610A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
