Изобретение относится к нефтяной промышленности,
Известны составы для удаления асфаль- теносмолопарафиновых отложений (АСПО) на основе ароматических соединений: этил- и бутилбензольных фракций, легкой смолы пиролиза, широко применяющихся в промысловой практике.
К недостаткам этих составов относится невысокая эффективность удаления осадков с высоким содержанием асфальтенов из призабойной зоны пласта (ПЗП). Кроме того, известные составы вызывают быстрый износ резиновых уплотнительных материалов в насосном оборудовании, арматуре скважин, что приводит к необходимости их замены после каждой операции.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является состав на основе кубовых остатков производства бутиловых спиртов (99,0-99,5 мас.%) с добавкой моноалкилфе- ниловых эфиров полиэтиленгликоля (0,5- 10,0 мас.%).
Недостатком известного состава является невысокая эффективность улучшения коллекторских характеристик призабойной зоны пласта при удалении АСПО с высоким содержанием асфальтенов и смол.
Цель изобретения - повышение эффективности состава за счег улучшения коллекторских характеристик ПЗП при удалении АСПО с высоким содержанием асфальтенов и смол.
Это достигается тем, что в качестве добавки состав содержит толуольную или бензольную фракцию с установкой вторичной перегонки бензина или кубовые остатки
Х|
4 V4
-N О
производств ароматических углеводородов Сб-Cg каталитического риформинга бензиновой нефтяной фракции при следующем соотношении компонентов, мае %:
Кубовые остатки производства
бутиловых спиртов20-60
Толуольная или бензольная
фракция с установки
вторичной перегонки бензина
или кубовые остатки
производства ароматических
углеводородов Се-Сд
каталитического риформинга бензиновой нефтяной фракции 40-80
Толуольная и бензольная фракция представляют собой смесь алифатических и ароматических углеводородов, вырабатываются на установке вторичной перегонки бензина, имеют фракционный состав, выкипающий в пределах 85-120°С (фракция толу- ольная) и 35-9Я°С (фракция бензольная). Применяются в качестве компонентов товарных бензинов А-76 и АИ-93,
Толуольная фракция имеет следующей состав, мас.%, парафины 72,89; моноцикло- алканы 23,86; дициклоалканы 0,79; алкибен- золы 2,46. Среднее количество атомов углерода алкилбензолов 7,01, парафинов 6,60.
Бензольная фракция имеет следующий состав, мас.% : парафины 72,28; моноцикло- алканы 25,44; дициклоалканы 0,04; алкин- бензолы 1,64. Среднее количество атомов углерода парафиноч 6,31, алкилбензолов 6,68,
Кубовые остатки производства ароматических углеродов Сб-Cg каталитического риформ нга бензиновой нефтяной фракции представляют собой остаточную фракцию алкилароматических углеводородов Су-Сю, в основном смесь изомеров тетраметилбен- зола с температурой кипения 150-300°С, выпускаются под наименованием Нефрас А 150/330, Содержание, мас.%. алкилцикла- ны 1,8 алкилбензолы 98,2. Преобладает фракция Сю изомерных тетраметилбензо- лов:
PI + ГОТ Ю
Предлагаемый состав представляет собой реагент для эффективного удаления АС- ПО с высоким содержанием асфальтеноо и смол из водонасыщенной пористой среды, т.е. из ПЗП нагнетательных скважин.
Положительный эффект достигается за счет сииергетического действия смеси компонентов, что становится благодаря созданию наиболее благоприятных условий для
образования донорно-ащепторных комплексов растворителя с асфальтенами
Эффективность состава для удаления АСПО из ПЗП определяют по следующей
методике. В стеклянную колонку помещают кварцевый песок, затем заливают раствор АСПО в бензоле, бензол упаривают под вакуумом, создают аодонзсыщенность,после чего АСПО отмывают соответствующим составом. Растворители упаривают под вакуумом, остаток взвешивают и опредепяют эффективность состава по вэсу отмытого осадка, взятому в % к первоначальному Для определения влияния давления на
эффективность состава некоторые опытыпо удалению АСПО из водонасыщенной пористой среды повторялись в лабораторном ав- токлаье под давлением 6,5 МПа Как выяснилось, эффективность действия предложенного состава практически не зависит от давления я пористой среде
П р и м е р 1 В стеклянную колонку диаметром 20 мм помещают 20 г кварцевого песка следующего фоакциончого состава:
0,5-0,25 мм3%; 0,25-0,1 мм 57%, 0,1-0,08 мм 24,5% Заливают 5 г осадка АСПО из нагнетательной сквахсины № 138 Радаевского месторождения в 10 мл бензола Бензол упаривают из колонки, подключив к ней вакуумный насос, до постоянного веса колонки, посла чего создают водонасыщенность фильтрацией через песок 20 мл дистиллированной воды. АСПО удаляют пропусканием через колонку 200 мл смеси кубовых остатков промзводстза бутилового спирта (45%) и толуольиой фракции (55%) Смесь растворителей упаривают под вакуумом до постоянного веса, при этом вес отмытого осадка 4,79 г, что соответствует 97 7% от первоначального веса осддка (опыт 6, табл 1).
П р и м е р 2, В стальной лабораторный автоклав объемом 300 см помещают 20 г кпарцевого песка (фракционный состав см пример 1) и заливают 5 г осадка АСПО из
нагнетательной сквахины № 133 Радаевского месторождения в 10 мл бензола Бен- зоп упаривают из автоклава, подключив к нему вакуумный насос, после чего добавляют 5 мл воды, Затем заливают 200 мл смеси
кубовых остатков производства бутилового спирта (45%) и толуольной фракции (55%), Создают давление 6,5 МПа от баллона с углекислотой и перемешивают 1 ч Автоклав вскрывают, содержимое фильтруют на воройке Бюхнера, 4 ильтратупаривают под вакуумом до постоянного веса 4,72 г, что составляет 94,3% от первоначального (опыт 19, табл,1).
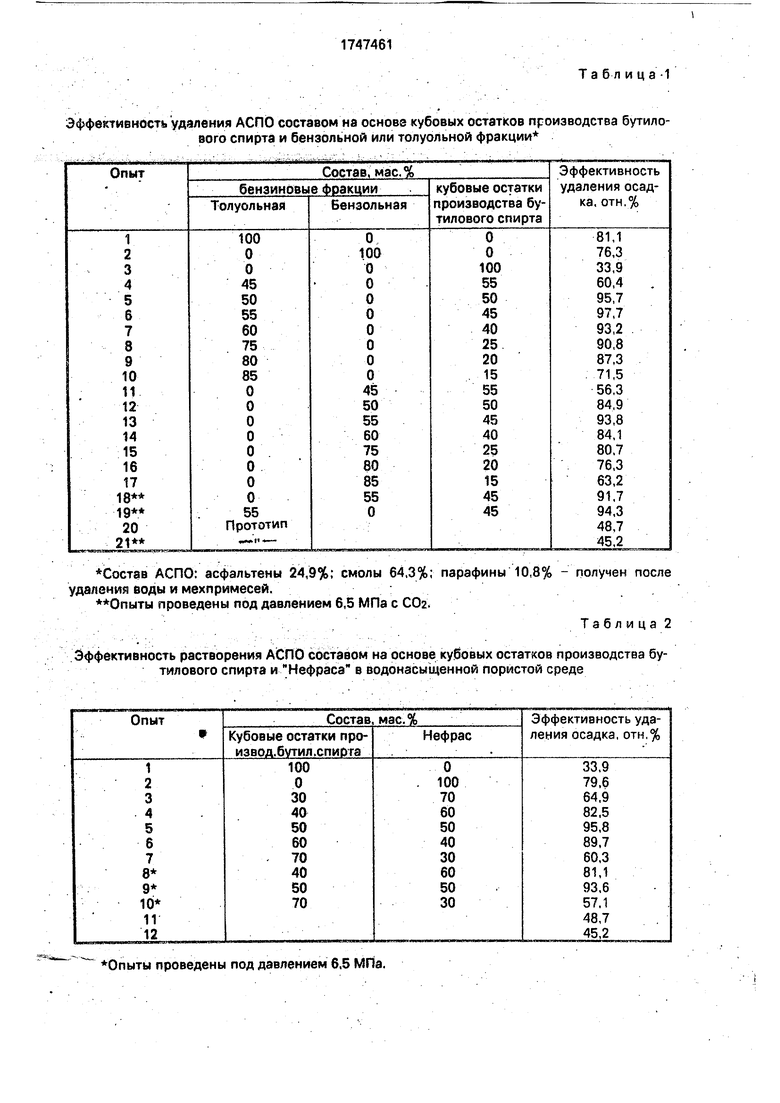
Результаты остальных опытов показаны в табл.1 и 2 (опыты 11 и 12 по прототипу).
Как видно из данных табл.1 и 2, область эффективного действия состава соответствует 20-60 мас.% кубовых остатков произ- водства бутилового спирта и 40-80 мас.% - толуольной или бензольной фракции с установки вторичной перегонки бензина или кубовых остатков производства ароматических углеводородов С$-Сэ каталитического ри- форминга бензиновой нефтяной фракции.
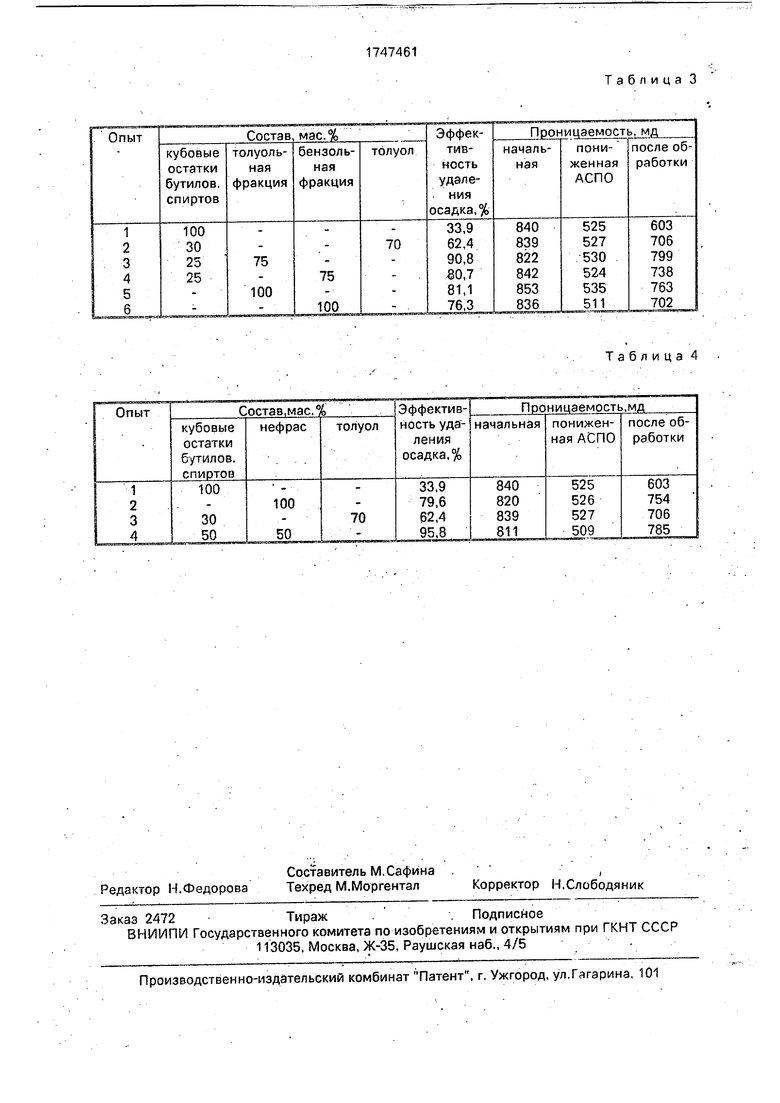
Специальные опыты с замерами проницаемости пористой среды до и после воздействия реагентов подтверждают эффективность предлагаемого состава для улучшения коллекторских характеристик ПЗП при удалении АСПО с высоким содержанием асфальтенов и смол (табл.3 и 4).
Учитывая, что одним из немаловажных факторов успешного применения составов для отмыва АСПО из ПЗП является их инертность по отношению к резиновым уплотни- тельным изделиям, определялась степень набухаяия маслобензостойкой резины (ГОСТ 3826) в этилбензольной фракции, бензольной и толуольной фракциях и составе на основе 45% кубовых остатков производства бутанола и 55% толуольной фракции. Степень набухания оказалась 51,2, 43,1, 44,5 и 23,8% соответственно. Та- ким образом, активность предлагаемого состава по действию на резины значительно меньше базового варианта и чистых бензо- льной и толуольной бензиновых фракций, что является дополнительным преимущест- вом предлагаемого состава.
Экспериментально доказано, что состав на основе кубовых остатков производства бутиловых спиртов с добавкой
Нефра са тчкже мало агрессивен по отношению к резиновым уплотнительным материалам.
Закачка предлагаемого состава не требует специального оборудования для его приготовления достаточно смешать компоненты в необходимом соотношении.
Утилизируются крупнотоннажные отходы нефтехимических производств.
Формула изобретения
Состав для восстановления приемистости водонагнетательных скважин, включаю-4 щий кубовые остатки производства бутиловых спиртов и добавки, отличающийся тем, что, с целью повышения эффективности состава за счет улучшения коллекторских характеристик призабойной зоны пласта при удалении асфальтеносмо- лопарафиновых отложений с высоким содержанием асфальтенов и смол, он содержит в качестве добавки бензольную или толуольную фракции с установки вторичной перегонки бензина или кубовые остатки производства ароматических углеводородов Се-Сэ каталитического ри- форминга бензиновой нефтяной фракции при следующем соотношении компонентов, мас.%:
Кубовые остатки производства - .
бутиловых спиртов20-60
Толуольная или бензольная
фракции с установкивторичной перегонки
бензина или кубовые
остатки производства
ароматических углеводородов
Се-С9 каталитического
риформингз бензиновой
нефтяной фракции40-80
Таблица-1
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для восстановления приемистости водонагнетательных скважин | 1989 |
|
SU1724663A1 |
| Состав для восстановления приемистости водонагнетательных скважин | 1989 |
|
SU1738814A1 |
| СОСТАВ ДЛЯ УДАЛЕНИЯ АСФАЛЬТОСМОЛОПАРАФИНИСТЫХ ОТЛОЖЕНИЙ В ВОДОНАГНЕТАТЕЛЬНЫХ СКВАЖИНАХ | 1991 |
|
RU2011800C1 |
| Состав для восстановления приемистости водонагнетательных скважин | 1989 |
|
SU1724662A1 |
| Состав для восстановления приемистости водонагнетательных скважин | 1989 |
|
SU1696449A1 |
| Состав для восстановления приемистости водонагнетательных скважин | 1989 |
|
SU1724664A1 |
| Состав для удаления асфальтеносмолопарафиновых отложений | 1989 |
|
SU1724665A1 |
| Состав для удаления асфальтосмолопарафиновых отложений | 2016 |
|
RU2653195C1 |
| СОСТАВ ДЛЯ УДАЛЕНИЯ АСФАЛЬТОСМОЛОПАРАФИНОВЫХ ОТЛОЖЕНИЙ | 2000 |
|
RU2175376C1 |
| КОМПОЗИЦИЯ НЕЭТИЛИРОВАННОГО ЭКОЛОГИЧЕСКИ ЧИСТОГО ВЫСОКООКТАНОВОГО БЕНЗИНА | 2012 |
|
RU2493239C1 |
Сущность изобретения: состав содержит кубовые остатки производства бутиловых спиртов 20-60 мас.%, толуольную или бензольную фракции с установки вторичной перегонки бензина или кубовые остатки производства ароматических углеводородов Сб-Cg каталитического реформинга бензиновой нефтяной фракции 40-80 мас.%. Эффект достигается за счет удаления АСПО 4 табл.
Эффективность удаления АСПО составом на основе кубовых остатков производства бутилового спирта и бензольной или толуольной фракции
Состав АСПО: асфальтены 24,9%; смолы 64,3%; парафины 10, удаления воды и мехпримесей.
0пыты проведены под давлением 6,5 МПа с COz.
Эффективность растворения АСПО составом на основе кубовых остатков производства бутилового спирта и Нефраса в водонасыщенной пористой среде
0пыты проведены под давлением 6,5 МПа.
- получен после
Таблица 2
Таблица 3
Таблица 4
| Ибрагимов Г.З., Хисамутдинов Н.И | |||
| Справочное пособие по применению химреагентов в добыче нефти | |||
| М.: Недра, 1983, с.25-26 | |||
| Состав для удаления асфальто-смоло-парафиновых отложений | 1982 |
|
SU1204622A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
