со
Изобретение относится к порошковой металлургии и может быть использовано для изготовления режущего инструмента, отличающегося повышенными физико-механическими, технологическими и эксплуатационными свойствами ,
Цель изобретения - повышение качества изделий.
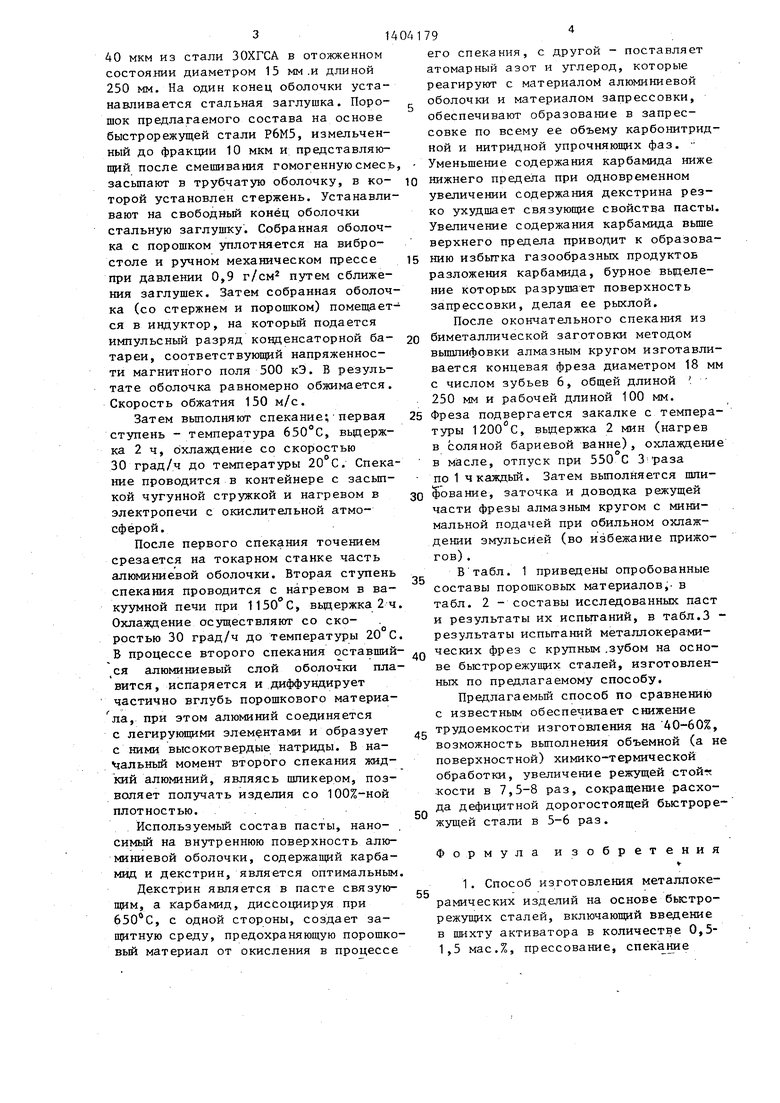
Согласно способу изготовления ме- таллокерамических изделий на основе быстрорежущих сталей, включающему введение в шихту, помещенную вместе с изделиями в алюминиевую оболочку, активатора, последующее прессование и дальнейшую химико-термическую обработку, предварительно на внутреннюю поверхность алюминиевой оболочки наносят слой пасты, содержащей 30- 50 мас.% карбамида, остальное - декстрин, затем наряду с активатором в шихту вводят насыщающие металлические и неметаллические реагенты и одновременно с химико-термичесКой обра- боткой производят спекание. При этом активатор вводят в количестве 0,5- j1,5 мас.%, а насьщающие реагенты - в крли естве 10,0-21,0 мас.% от массы изделия, в качестве активатора ис- пользуют, например, хлористый аммоний, а в качестве насьщающих реагентов - комплексную присадку, содержа- (цую, мае . %:
Сажа1,5-3,0
Карбамид0,5-3,0
Молибден5-10
Ванадий3-5
Стеарат цинка0,2-0,6
Указанный состав является сбалан- сированным по химическому составу в части образования твердого раствора, карбидных, нитридных и интерметаллид- ных фа 3.
Сажа является активным поставщиком углерода, который введен из расчета 0,05% на 1% молибдена, 0,1% на 1% ванадия, которые образуют соответственно карбиды MgC (с использовани- ем железа, входящего в твердый раствор быстрорежущей стали) и МС. Введе- -ше сажи предусматривает, главным образом, формирование карбидов типа MgC (в т.ч. за счет науглероживания мат- рицы быстрорежущей стали). Избыток неизрасходованного на образование карбидной фазы углерода дополнительно насьпдаь т твердый раствор и идет
O
5 0 5 о
5
Q 5
5
на образование л егированного цементита.
Карбамид, разлагаясь, с легирующими элементами быстрорежущей стали и, в первую очередь, с ванадием, вольфрамом и молибденом обеспечивает образование нитридной, карбонитридной фаз.
Быстрорежущая сталь является одновременно наполнителем и связкой.
Избыток неизрасходованного на образование карбидной и нитридноЯ фаз молибдена и ванадия дополнительно легирует твердый раствор.
Активатор, например хлористый аммоний, является одновременно восстановителем смеси, создающим газовую среду, через которую происходит протекание в порошковой шихте всех реакций (диффузионных процессов) образования указанных вьше фаз.
Стеарат цинка, являющийся пластификатором, введен в состав шихты для облегчения выполнения операций прессования и перемешивания.
Состав предлагаемого металлокера- мического материала способен упрочняться в результате вые окотемператур- мой закалки с высокотемпературным отпуском за счет карбонитридных, интермета ллид ных и аустенито-мартенсит- ного превращений. Материал характеризуется высокой дисперсностью и равномерным распределением упрочняющих фаз, мелким аустенитным зерном, бесструктурным баллом мартенсита, что обеспечивает достижение высокого комплекса основных свойств.
Преимуществом способа является то, что одновременно со спеканием происходит не поверхностная, а объемная химико-термическая оработка.
Пример. Берут трубчатую электропроводящую алюминиевую оболочку диаметром 20 мм и длиной 250 мм с толщиной стенки 0,5 мм. На внутреннюю поверхность оболочки наносят слой пасты толщиной около 0,5 мм, содер- жашдй карбамид и декстрин при следующем соотношении ингредиентов, мас.%:
Карбамид30-5
ДекстринОстальное
Оболочку с нанесенным слоем пасты подсушивают при 100 С в течение 10 мин, В трубчатой оболочке по ее центру устанавливают изделие - медный стержень с толщиной покрьп-ия
314
40 мкм из стали ЗОХГСА в отожженном состоянии диаметром 15 мм .и длиной 250 мм. На один конец оболочки устанавливается стальная заглушка. Порошок предлагаемого состава на основе быстрорежущей стали РбМ5, измельченный до фракции 10 мкм и представляющий после смешивания гомогенную смесь засьшают в трубчатую оболочку, в ко- торой установлен стержень. Устанавливают на свободньй конец оболочки стальную заглушку. Собранная оболочка с порошком уплотняется на вибростоле и ручном механическом прессе при давлении 0,9 г/см путем сближения заглушек. Затем собранная оболочка (со стержнем и порошком) помещается в индуктор, на который подается импульсный разряд конденсаторной ба- тареи, соответствующий напряженности магнитного поля 500 кЭ. В результате оболочка равномерно обжимается. Скорость обжатия 150 м/с.
Затем выполняют спекание; первая ступень - температура 650°С, вьдерж- ка 2 ч, охлаждение со скоростью 30 град/ч до температуры 20 с, Спекание проводится в контейнере с засыпкой чугунной стружкой и нагревом в электропечи с окислительной атмосферой.
После первого спекания точением срезается на токарном станке часть алюминиевой оболочки. Вторая ступень
спекания проводится с нагревом в вакуумной печи при 1150°С, вьщержка2ч. Охлаждение осуществляют со скоростью 30 град/ч до температуры 20 С. В процессе второго спекания оставший
ся алюминиевый слой оболочки плавится, испаряется и диффундирует частично вглубь порошкового материа- , при этом алюминий соединяется с легирукщими элементами и образует с ними высокотвердые натриды. В на- 1альньй момент второго спекания жидкий алюминий, являясь шликером, позволяет получать изделия со 100%-ной плотностью.
Используемьш состав пасты, наносимый на внутреннюю поверхность алюминиевой оболочки, содержащий карбамид и декстрин, является оптимальным
Декстрин является в пасте связующим, а к:арбамид, диссоциируя при , с одной стороны, создает защитную среду, предохраняющую порошко вьй материал от окисления в процессе
- 5 0
5 о
5
0
g
0
5
79
его спекания, с другой - поставляет атомарный азот и углерод, которые реагируют с материалом алюминиевой оболочки и материалом запрессовки, обеспечивают образование в запрессовке по всему ее объему карбонитрид- ной и нитридной упрочняюших фаз. Уменьшение содержания карбамида ниже нижнего предела при одновременном увеличении содержания декстрина резко ухудшает связующие свойства пасты. Увеличение содержания карбамида вьш1е верхнего предела приводит к образованию избытка газообразных продуктов разложения карбамида, бурное вьщеле- ние которых разрушает поверхность запрессовки, делая ее рыхлой.
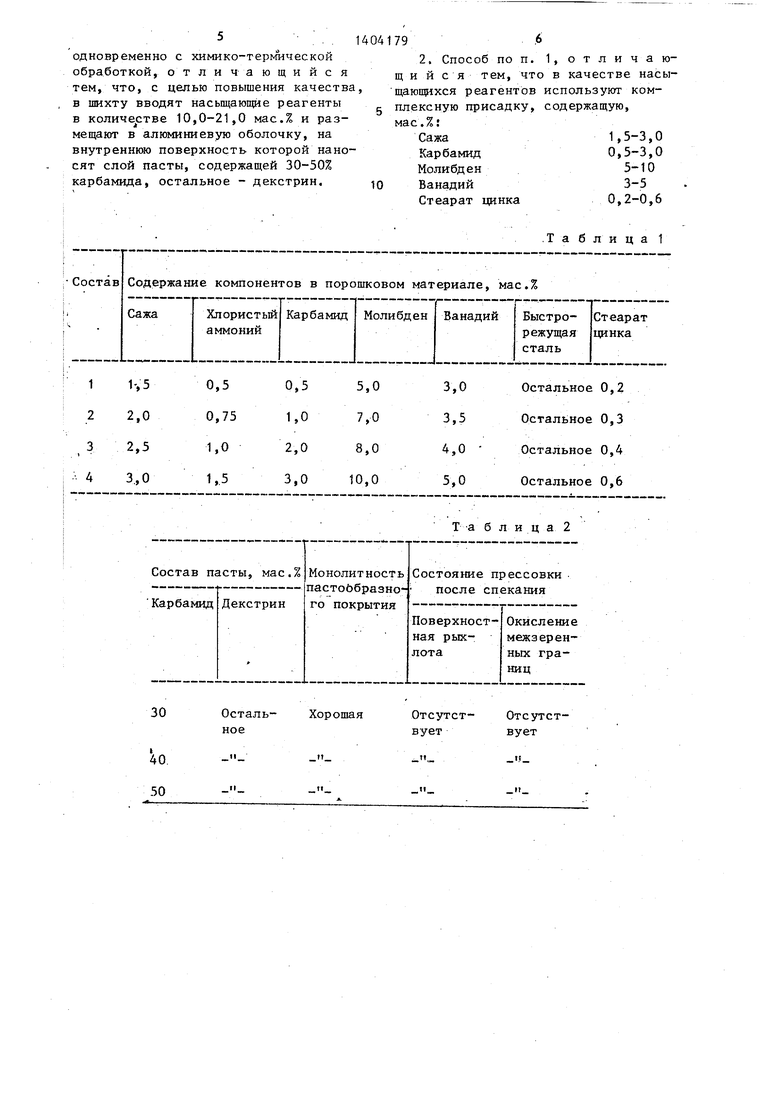
После окончательного спекания из биметаллической заготовки методом вьшшифовки алмазным кругом изготавливается концевая фреза диаметром 18 мм с числом зубьев 6, общей длиной 250 мм и рабочей длиной 100 мм. Фреза подвергается закалке с температуры 1200 С, выдержка 2 мин (нагрев в соляной бариевой ванне), охлаждение в масле, отпуск при 550 С 3 раза по 1 чкаждьй. Затем вьшолняется шлифование, заточка и доводка режущей части фрезы алмазным кругом с минимальной подачей при обильном охлаждении эмульсией (во избежание прижо- гов) .
В табл. 1 приведены опробованные составы порошковых материалов,- в табл. 2 - составы исследованных паст и результаты их испьп-аний, в табл.3 - результаты испьп аний металлокерами- ческих фрез с крупным .зубом на основе быстрорежуш х сталей, изготовленных по предлагаемому способу,
Предлагаемьш способ по сравнению с известным обеспечивает снижение трудоемкости изготовления на 40-60%, возможность выполнения объемной (а не поверхностной) химико-термической обработки, увеличение режущей стойг кости в 7,5-8 раз, сокращение расхода дефицитной дорогостоящей быстрорежущей стали в 5-6 раз.
Формула изобретения
1. Способ изготовления металлоке- рамических изделий на основе бьютро- режущих сталей, включаюш й введение в шихту активатора в количестве 0,5- 1,5 мас.%, прессование, спекамие
5 1404179-6
одновременно с химико-тергдаческой2. Способ по п. 1, отлича гообработкой, отличающийсящийся тем, что в качестве насытем, что, с целью повышения качества, -щающихся реагентов используют ком- в шихту вводят насьпцающйе реагентыплексную присадку, содержащую,
в количе тве 10,0-21,0 мас.% и размещают в алюминиевую оболочку, на внутреннкяо поверхность которой наносят слой пасты, содержащей 30-50% карбамида, остальное - декстрин,
10
мас,%: Сажа
Карбамид Молибден Ванадий Стеарат цинка
1,5-3,0 0,5-3,0
5-10
3-5 0,2-0,6
мас,%: Сажа
Карбамид Молибден Ванадий Стеарат цинка
1,5-3,0 0,5-3,0
5-10
3-5 0,2-0,6
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ МАТРИЧНЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2001 |
|
RU2185263C1 |
| Состав для комплексного насыщения режущего твердосплавного иструмента | 1989 |
|
SU1617053A1 |
| Легирующее диффузионно-насыщающее покрытие | 1986 |
|
SU1424961A1 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 2001 |
|
RU2243283C2 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 1999 |
|
RU2164961C2 |
| Лигатура для выплавки, раскисления, легирования и модифицирования вольфрамомолибденкобальтовой стали для режущего инструмента | 1988 |
|
SU1507843A1 |
| СОСТАВ ДЛЯ ДИФФУЗИОННОГО УПРОЧНЕНИЯ ИНСТРУМЕНТОВ | 1992 |
|
RU2041971C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ НИЗКОУГЛЕРОДИСТЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2041286C1 |
| Способ изготовления изделий из порошков быстрорежущих сталей | 1988 |
|
SU1567651A1 |
| Состав для комплексного насыщения стальных изделий | 1987 |
|
SU1477780A1 |
Изобретение относится к порошковой металлургии, в частности к изготовлению режущего инструмента. Целью является повышение качества изделий. В способе изготовления металлокерамических изделий на основе быстрорежущих сталей вводят в шихту активатор в количестве 0,5-1,5 мас.% и на- сьпцающие реагенты в количестве 10,0- 21,0 мас.%, размещают шихту в алюминиевую оболочку, на внутреннюю поверхность которой наносят слой пасты, содержащей 30-50% карбамида, остальное - декстрин, прессуют, спекание проводят одновременно с химико-термической обработкой. В качестве насыщающих реагентов используют ком . плексную присадку, содержащую, мас.%: сажа 1,5-3,0; карбамид 0,5-3,0; яо либден 5,0-10,0; ванадий 3,0-5,0; стеарат цинка 0,2-0,6. 1 з.п. ф-лы, 3 табл. Q (Л
-
-
.Таблица 1
.,
11„
Критеряй MTynntraDt (до аереточж) - износ по задней поверхности 0,3 мм. Режим T 59.H/M(ii, 5(0,05 ми/эуб, с-| мм. Обрабатываемой нятериал 4S, 32 ЯаС.
ТаОлпп З
| Порошкообразная смесь карболегирования стальных деталей | 1977 |
|
SU633930A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ изготовления металлокерами-чЕСКиХ издЕлий HA OCHOBE жЕлЕзА | 1976 |
|
SU818749A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
