Изобретение относится к области металлообработки и может быть использовано, например, при растачивании отверстий в корпусах и деталях машин и приборов.
Известна конструкция резца для расточки отверстий, представляющая собой впаянный в стальной хвостовик твердосплавный стержень с плоской рабочей частью (см. ГОСТ 18062-72 - ГОСТ 18064-72).
Данной конструкции присущи следующие существенные недостатки:
- отсутствие строго направленного отвода стружки из зоны резания при растачивании вязких материалов, например, нержавеющих сталей, что приводит к пакетированию ее на режущей кромке, контактированию с обрабатываемой поверхностью и как следствие - к ухудшению ее качества;
- ограниченное количество переточек, обусловленное длиной рабочей части инструмента;
- каждая переточка предполагает заточку по всем рабочим поверхностям.
Известен резец с винтовой стружкоотводящей канавкой круглой формы для обработки металла и дерева, который крепится в резцедержателе. Геометрические параметры резца образуются в результате заточки рабочего торца по основной и вспомогательной поверхностям и установкой тела резца в резцедержателе. Образующей винтовой канавки в торцовом сечении является вогнуто-выпуклая кривая, которая при заточке образует режущее лезвие резца и обеспечивает вынос стружки из зоны резания по выпуклой спиновой части винтовой канавки (см. DE 292883, В 23 В 27/02, 1914). Рекомендуется данная конструкция резца для наружного продольного и поперечного точения.
Задачей изобретения является создание конструкции расточного резца, улучшающей отвод стружки из зоны резания при расточке отверстий, повышение качества обработки и рабочего ресурса инструмента, а также снижение затрат на переточку.
Поставленная задача решается тем, что передняя винтовая поверхность, выполненная в торцевом сечении по дуге окружности, переходит в стружкоотводящую канавку того же профиля вдоль тела резца, представляющего собой цилиндрический стержень, на длине не менее трех диаметров инструмента.
Изобретение поясняется чертежами, где:
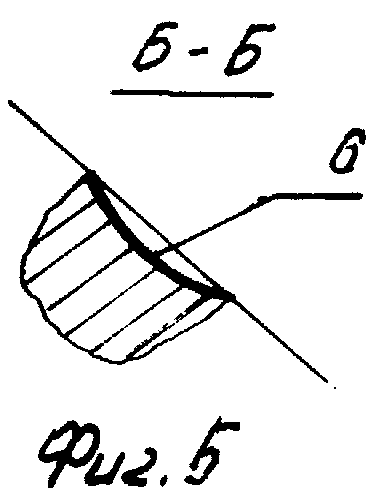
на фиг. 1 - предложенный резец,
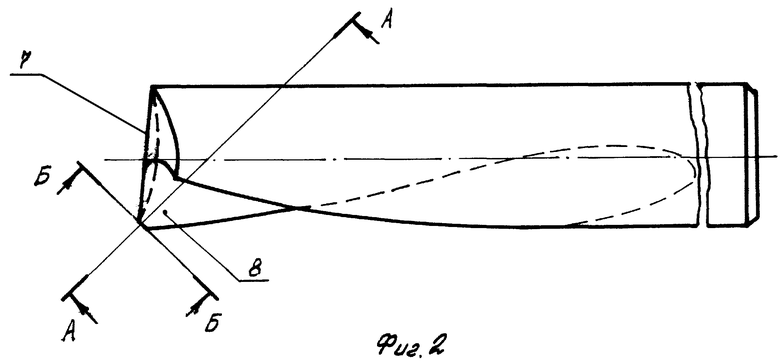
на фиг. 2 - предложенный резец, вид сверху,
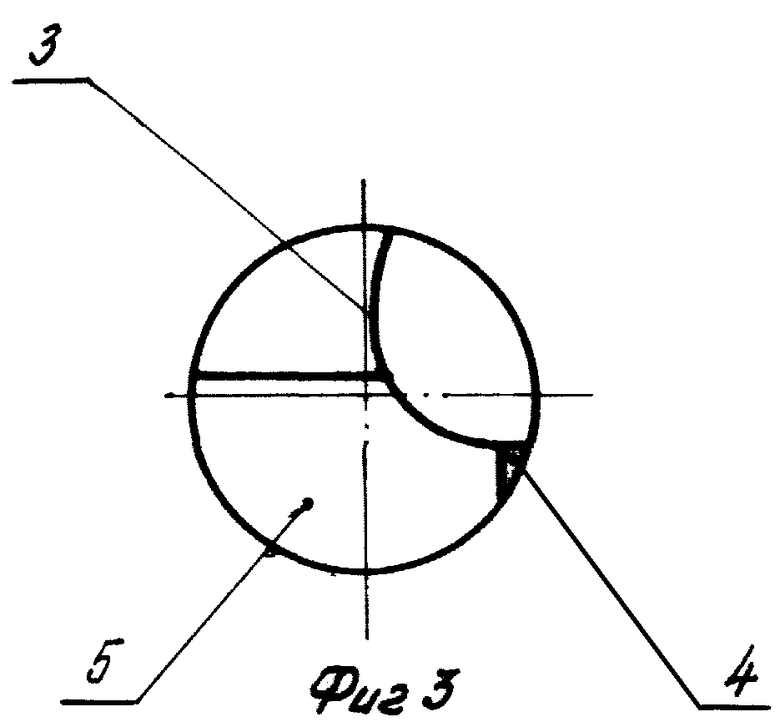
на фиг. 3 - торцевой вид резца и канавки,
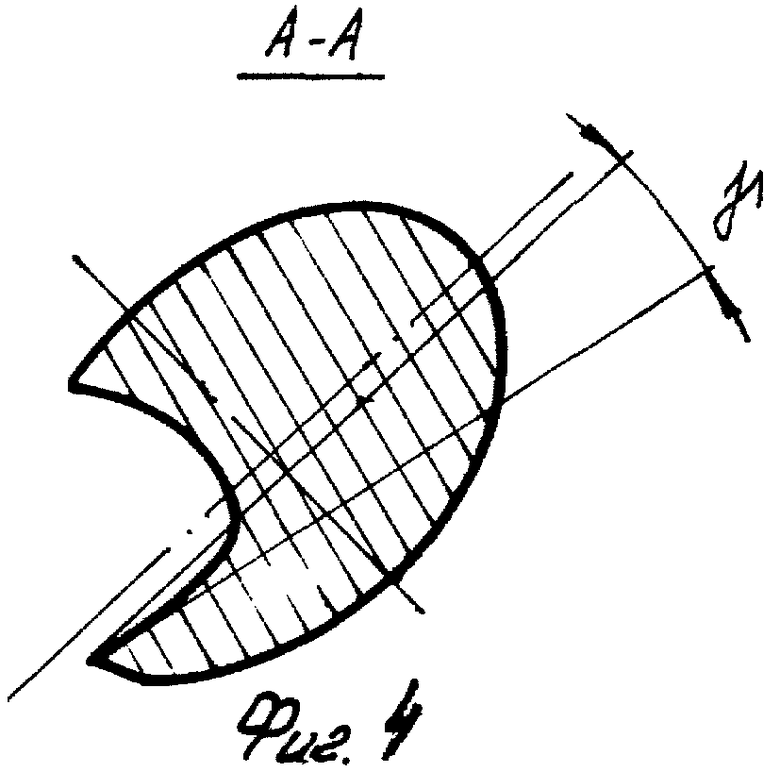
на фиг. 4 - сечение А-А на фиг. 2,
на фиг. 5 - сечение Б-Б на фиг. 2.
Резец представляет собой цилиндрический стержень 1, вдоль которого выполнена винтовая канавка 2 на длине не менее трех диаметров инструмента. Угол наклона винтовой ω линии к оси резца выбирается в зависимости от типа обрабатываемого материала. Образующей винтовой канавки в торцевом сечении является дуга окружности 3, которая в результате пересечения с главной 4 и вспомогательной 5 задними поверхностями при заточке образует в форме дуг эллипса главное 6 и вспомогательное 7 режущие лезвия.
Режущие лезвия основное 6 и вспомогательное 7 в виде дуг эллипса в сочетании с поверхностью винтовой канавки с углом наклона - ω образуют криволинейную лункообразную переднюю поверхность 8 с положительным передним углом γ.
При работе предложенным резцом отделяемая стружка не пакетируется и удаляется из зоны резания по винтовой канавке, являющейся продолжением передней поверхности рабочей части, не контактируя с обрабатываемой поверхностью детали. Благодаря этому повышается качество обработки и стойкость инструмента.
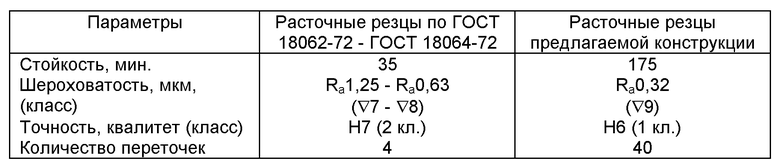
Сравнительные испытания резцов по ГОСТ 18062-72 - ГОСТ 18064-72 и предлагаемой конструкции из твердого сплава ВК60М проводились при растачивании отверстий диаметром 5 мм в деталях из сплава 36НХТЮ. Режимы обработки: скорость резания - 40 м/мин, подача - 0,02 мм/об, глубина - 0,05 мм. Результаты испытаний приведены в таблице.
Предложенная конструкция резца по сравнению с ранее применяемыми стандартными на порядок повышает рабочий ресурс инструмента за счет оптимальной конструкции передней поверхности, увеличенной длины рабочей части, а следовательно, и количества переточек. Переточка резца осуществляется заточкой только по задним поверхностям, тем самым снижая затраты на ее осуществление.
Резец может изготавливаться одностороннего, двустороннего, правого или левого исполнения, а также с отверстием для подвода СОЖ в зону резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ СТЕРЖНЕЙ | 1999 |
|
RU2170159C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОГО СОСТАВА ТВЕРДОГО СПЛАВА | 2007 |
|
RU2365465C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В СПЛОШНОМ МЕТАЛЛЕ | 1995 |
|
RU2147490C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ДЛЯ ПОЛУЧЕНИЯ КОНЦЕВОГО ИНСТРУМЕНТА | 2004 |
|
RU2275988C2 |
| КОЛЬЦЕВОЕ СВЕРЛО | 2005 |
|
RU2287407C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
Изобретение относится к области металлообработки, растачиванию отверстий в корпусах и деталях машин и приборов. Резец имеет тело в виде цилиндрического стержня и винтовую стружкоотводящую канавку. Для улучшения отвода стружки из зоны резания при расточке отверстий, повышения качества обработки, рабочего ресурса резца и снижения затрат на переточку передняя поверхность резца в торцевом сечении выполнена по дуге окружности и переходит в винтовую стружкоотводящую канавку того же профиля вдоль тела резца на длине не менее трех его диаметров. 5 ил., 1 табл.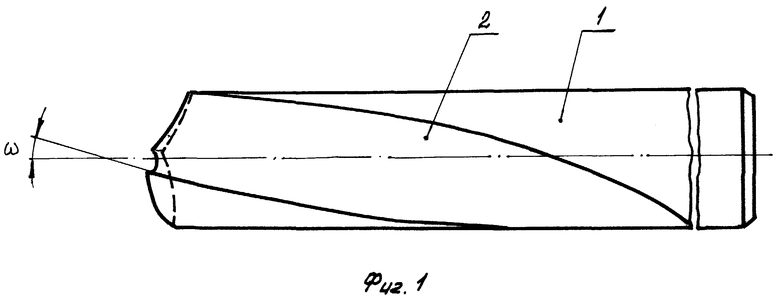
Резец с винтовой стружкоотводящей канавкой, имеющий тело в виде цилиндрического стержня, отличающийся тем, что передняя поверхность резца выполнена в торцовом сечении по дуге окружности и переходит в винтовую стружкоотводящую канавку того же профиля вдоль тела резца на длине не менее трех его диаметров.
| DE 292883, 28.04.1914 | |||
| Резец | 1982 |
|
SU1124502A1 |
| ТЕПЛОНОСИТЕЛЬ ДЛЯ ЛАЗЕРОВ | 1991 |
|
RU2031499C1 |
| US 5156503, 20.10.1992 | |||
| СПОСОБ ПРОИЗВОДСТВА СУХОГО МОЛОЧНО-РАСТИТЕЛЬНОГО ПРОДУКТА И ПРОДУКТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2008 |
|
RU2354123C1 |
| Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий | |||
| Вентиль для огнетушителя | 1929 |
|
SU18062A1 |
| B сб.: Режущий инструмент | |||
| - М., Издательство стандартов, 1975, с | |||
| Дровопильное устройство | 1921 |
|
SU302A1 |

