Изобретение относится к металлургии, а более конкретно к машинам непрерывного литья заготовок.
Известно устройство для газовой резки заготовок в установке непрерывного литья.
Устройство представляет собой резако- вую каретку, на осях ходовых колес которой установлены поддерживающие заготовку ролики. Каретка с резаком во время реза сцепляется с заготовкой посредством верхнего прижимного ролика, который связан также с приводом вращения, с целью возврата каретки в исходное для реза положение. Направляющей в этом случае является непосредственно заготовка.
Основным недостатком устройства является то, что при консольном расположении резака конструкция не обеспечивает надежную поддержку конца отрезанной заготовки, что ограничивает его возможности при порезке, например, заготовок слябово- го сечения, требующих увеличения длины зоны резки. Кроме того, устройство не обеспечивает перемещение машины газовой резки без сцепления с заготовкой.
Целью изобретения является расширение сортамента разрезаемых заготовок путем обеспечения поддержки отрезанных концов на всем участке резки.
Цель достигается тем, что направляющие машины газовой резки (МГР) выполнены длиной, соизмеримой с шагом роликов и установлены на корпусе рольганга, при этом устройство снабжено средством, установленным с возможностью торможения роликов в крайнем рабочем положении машины в зазоре между роликами и одновременного с этим торможения ходовых колес рольганга.
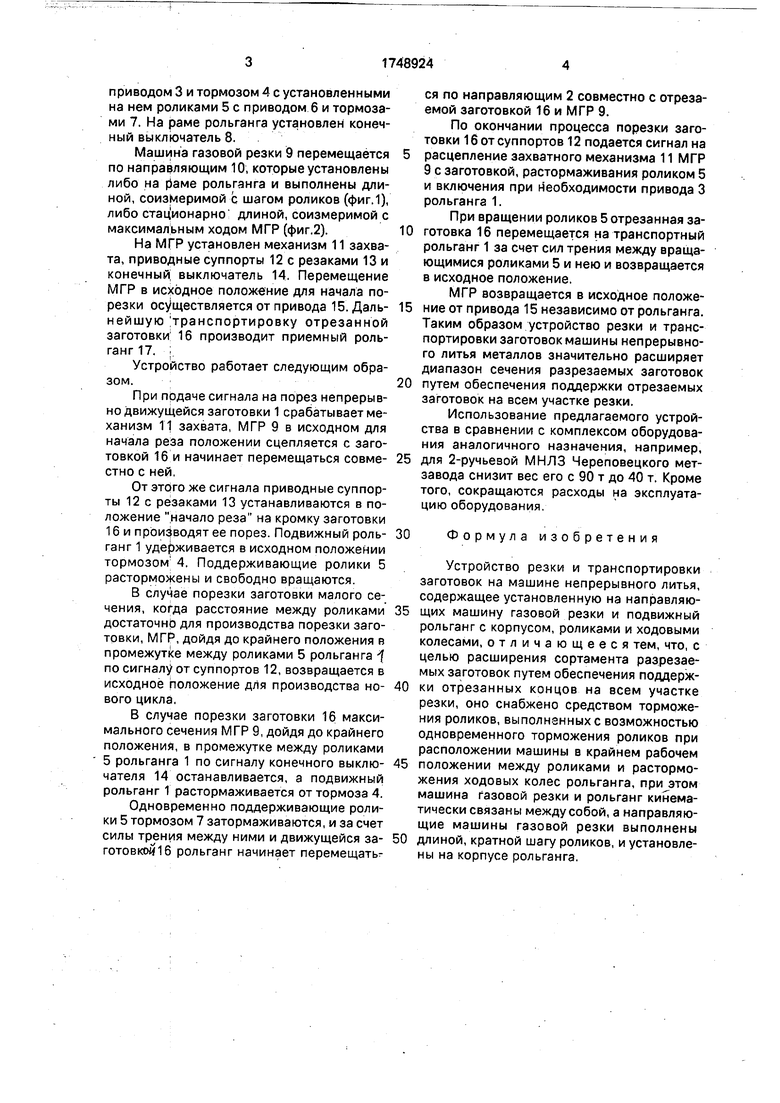
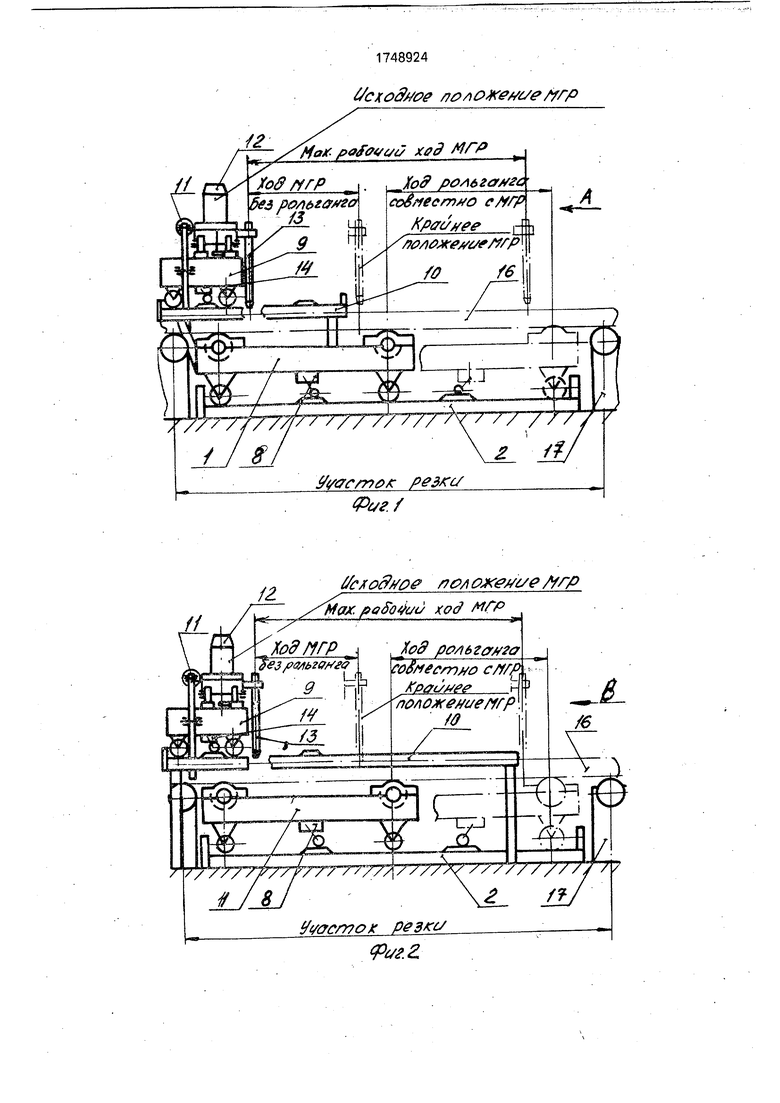
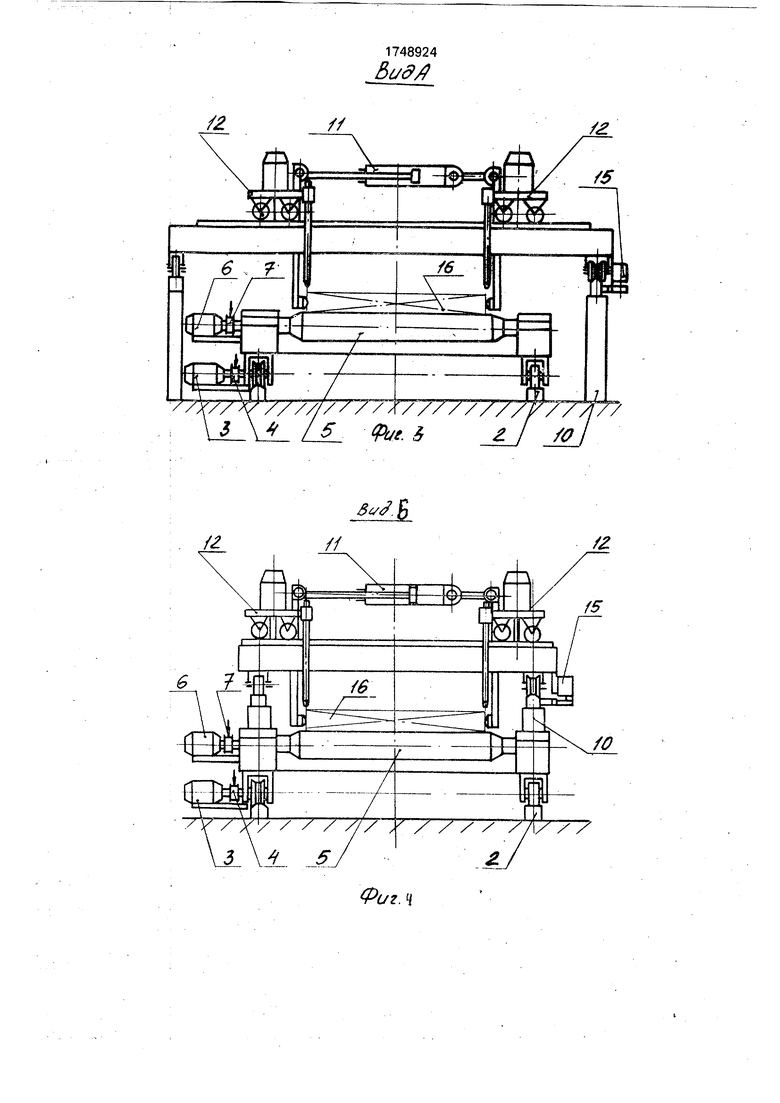
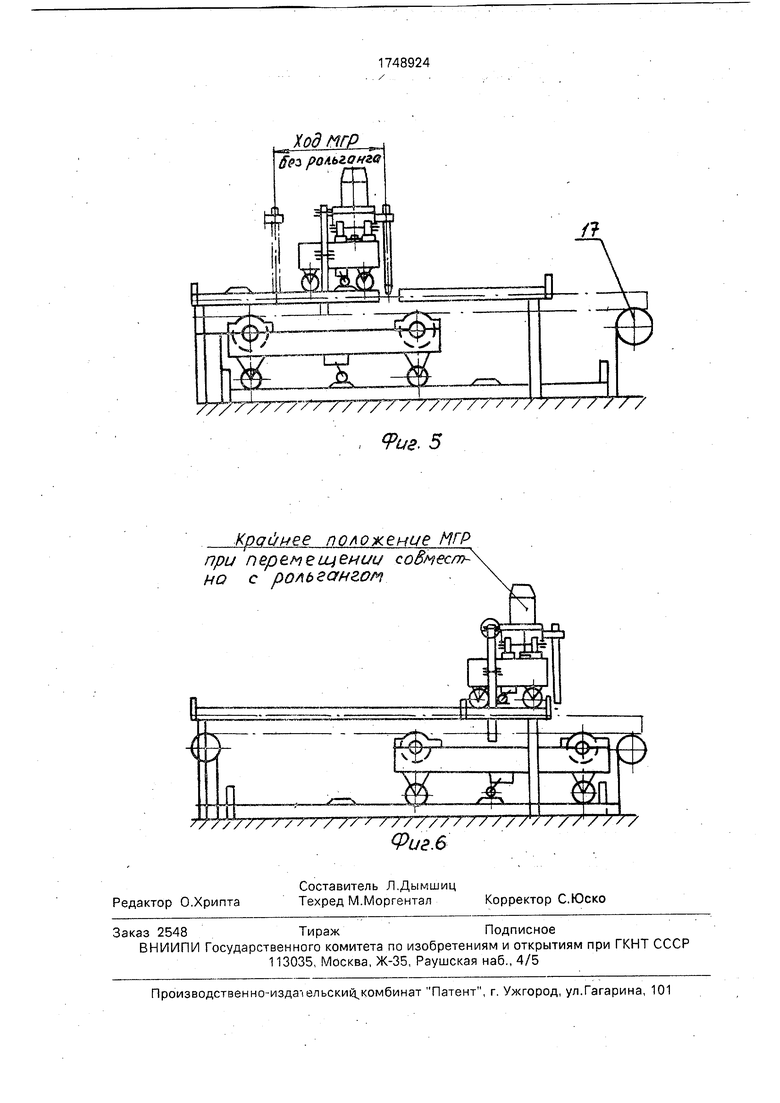
На фиг.1 изображено устройство резки и транспортировки заготовок машины непрерывного литья металлов; на фиг.2 - то же, вариант; на фиг.З - вид А на фиг.1;;на фиг,4 - вид Б на фиг,2; на фиг.5 - устройство в положении, при котором МГР находится в крайнем положении при ходе рольганга; на фиг.6 - устройство в крайнем положении, при ходе совместно с рольгангом.
Устройство резки и транспортировки заготовок машины непрерывного литья металлов состоит из подвижного рольганга 1, перемещающегося по направляющим 2 с
сл
С
v| 00 Ч)
to
4
приводом 3 и тормозом 4 с установленными на нем роликами 5 с приводом 6 и тормозами 7. На раме рольганга установлен конечный выключатель 8.
Машина газовой резки 9 перемещается по направляющим 10, которые установлены либо на раме рольганга и выполнены длиной, соизмеримой с шагом роликов (фиг.1), либо стационарно длиной, соизмеримой с максимальным ходом МГР (фиг.2).
На МГР установлен механизм 11 захвата, приводные суппорты 12 с резаками 13 и конечный выключатель 14. Перемещение МГР в исходное положение для начала порезки осуществляется от привода 15. Дальнейшую транспортировку отрезанной заготовки 16 производит приемный рольганг 17. .
Устройство работает следующим образом.
При подаче сигнала на порез непрерывно движущейся заготовки 1 срабатывает механизм 11 захвата, МГР 9 в исходном для начала реза положении сцепляется с заготовкой 16 и начинает перемещаться совместно с ней,
От этого же сигнала приводные суппорты 12с резаками 13 устанавливаются в положение начало реза на кромку заготовки 16 и производят ее порез. Подвижный рольганг 1 удерживается в исходном положении тормозом 4. Поддерживающие ролики 5 расторможены и свободно вращаются.
В случае порезки заготовки малого сечения, когда расстояние между роликами достаточно для производства порезки заготовки, МГР, дойдя до крайнего положения в промежутке между роликами 5 рольганга по сигналу от суппортов 12, возвращается в исходное положение для производства нового цикла.
В случае порезки заготовки 16 максимального сечения МГР 9, дойдя до крайнего положения, в промежутке между роликами 5 рольганга 1 по сигналу конечного выключателя 14 останавливается, а подвижный рольганг 1 растормаживается от тормоза 4.
Одновременно поддерживающие ролики 5 тормозом 7 затормаживаются, и за счет силы трения между ними и движущейся заготовкой 16 рольганг начинает перемещаться по направляющим 2 совместно с отрезаемой заготовкой 16 и МГР 9.
По окончании процесса порезки заготовки 16 от суппортов 12 подается сигнал на
расцепление захватного механизма 11 МГР 9 с заготовкой, растормаживакия роликом 5 и включения при необходимости привода 3 рольганга 1.
При вращении роликов 5 отрезанная заготовка 16 перемещается на транспортный рольганг 1 за счет сил трения между вращающимися роликами 5 и нею и возвращается в исходное положение.
МГР возвращается в исходное положение от привода 15 независимо от рольганга. Таким образом устройство резки и транспортировки заготовок машины непрерывного литья металлов значительно расширяет диапазон сечения разрезаемых заготовок
путем обеспечения поддержки отрезаемых заготовок на всем участке резки.
Использование предлагаемого устройства в сравнении с комплексом оборудования аналогичного назначения, например,
для 2-ручьевой МНЛЗ Череповецкого мет- завода снизит вес его с 90 т до 40 т. Кроме того, сокращаются расходы на эксплуатацию оборудования.
30
Формула изобретения
Устройство резки и транспортировки заготовок на машине непрерывного литья, содержащее установленную на направляющих машину газовой резки и подвижный рольганг с корпусом, роликами и ходовыми колесами, отличающееся тем, что, с целью расширения сортамента разрезаемых заготовок путем обеспечения поддержки отрезанных концов на всем участке резки, оно снабжено средством торможения роликов, выполненных с возможностью одновременного торможения роликов при расположении машины в крайнем рабочем
положении между роликами и расторможения ходовых колес рольганга, при этом машина газовой резки и рольганг кинематически связаны между собой, а направляющие машины газовой резки выполнены
длиной, кратной шагу роликов, и установлены на корпусе рольганга.
I
1748924
Вид/
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| Устройство для транспортировки слитка на участке резки машины непрерывного литья | 1984 |
|
SU1177038A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| Устройство для групповой газовойРЕзКи HA МЕРНыЕ зАгОТОВКи | 1979 |
|
SU846152A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ РЕЗКИ ТРУБ | 1973 |
|
SU386729A1 |
| Участок резки | 1991 |
|
SU1816588A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2000 |
|
RU2173227C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ НЕПРЕРЫВНО-ЛИТОГО СЛИТКА | 1999 |
|
RU2156676C1 |
| Способ прокатки заготовок | 1987 |
|
SU1435327A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
Сущность: устройство (У) содержит установленную на направляющих (Н) машины газовой резки (МГР) и рольганг (Р). Н МГР выполнены длиной, кратной шагу роликов (Р). Н установлены на корпусе Р. При этом У снабжено средством, установленным с возможностью торможения роликов в крайнем рабочем положении МГР в зазоре между роликами и одновременно с этим расторможений ходовых колес Р. 6 ил.
s TT 1 ////// / / / 777Г7 7 /Г77 7 7 . JL / Я/ ЈЈ /
а
/Y / ХУ //////
3vj$
/ / / /
Фиг.Ц.
Ходмгр
.. / /
- Фиа. 5
Крайнее положение МГР при перемещении но с рольгангов
+
/
WЁ
Ј-i
Ґ
ТТн
| Патент США № 3291470, кл | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
