упругих стержней 6. На заднем торце корпуса на осях установлены инерционные грузы 7. связанные посредством шлицевых пазов с цилиндрическими выступами на торце поворотного кольца. При вращении головки инерционные грузы поворачиваются и через шлицевые пазы и выступы на кольце поворачивают кольцо, которое через криволинейные упругие стержни поворачивает валы 5 с инструментами 4. Последние вступают во взаимодействие с обрабатываемой поверхностью и производят ее очистку. При остановке вращения инерционные грузы возвращаются в исходное положение и инструменты отводятся от обработанной поверхности 2 з.п ф-лы, 5 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1994 |
|
RU2069606C1 |
| Многорезцовая головка | 1987 |
|
SU1546210A1 |
| УСТРОЙСТВО ДЛЯ ВЫКОПКИ ЛАКРИЧНОГО КОРНЯ | 1998 |
|
RU2129356C1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| МАШИНА ДЛЯ ДОБЫЧИ ЛАКРИЧНОГО СЫРЬЯ | 1999 |
|
RU2163431C1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Способ многорезцового точения и многорезцовая головка | 1990 |
|
SU1814967A1 |
| Устройство для ультразвуковой обработки поверхности изделий | 1991 |
|
SU1794637A1 |
| БОЛТ | 1996 |
|
RU2115035C1 |
Использование для механической очистки наружных поверхностей труб и стержJ ней, имеющих неровности типа сварного шва. Сущность изобретения, многорезцовая головка содержит корпус 1, в котором параллельно его оси установлены валы с режущими инструментами 4 U-образной формы, закрепленными на концах На корпусе установлено поворотное кольцо 3, связанное с валами посредством криволинейных 6-Б Ё 4J Јь 00 О 0 со Фиг.З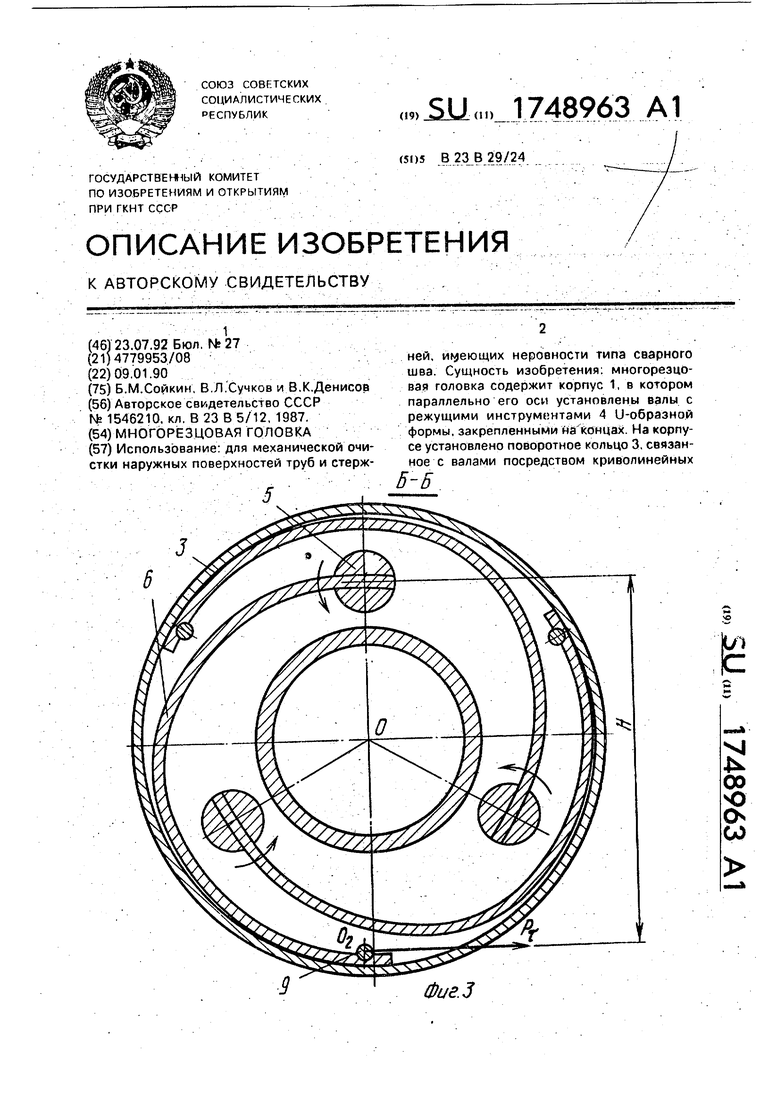
Изобретение относится к области обработки резанием и может быть использовано для механической очистки наружных поверхностей труб и стержней, имеющих неровности, типа сварного шва
Целью изобретения является расширение технологических возможностей головки путем увеличения упругой податливости режущего инструмента.
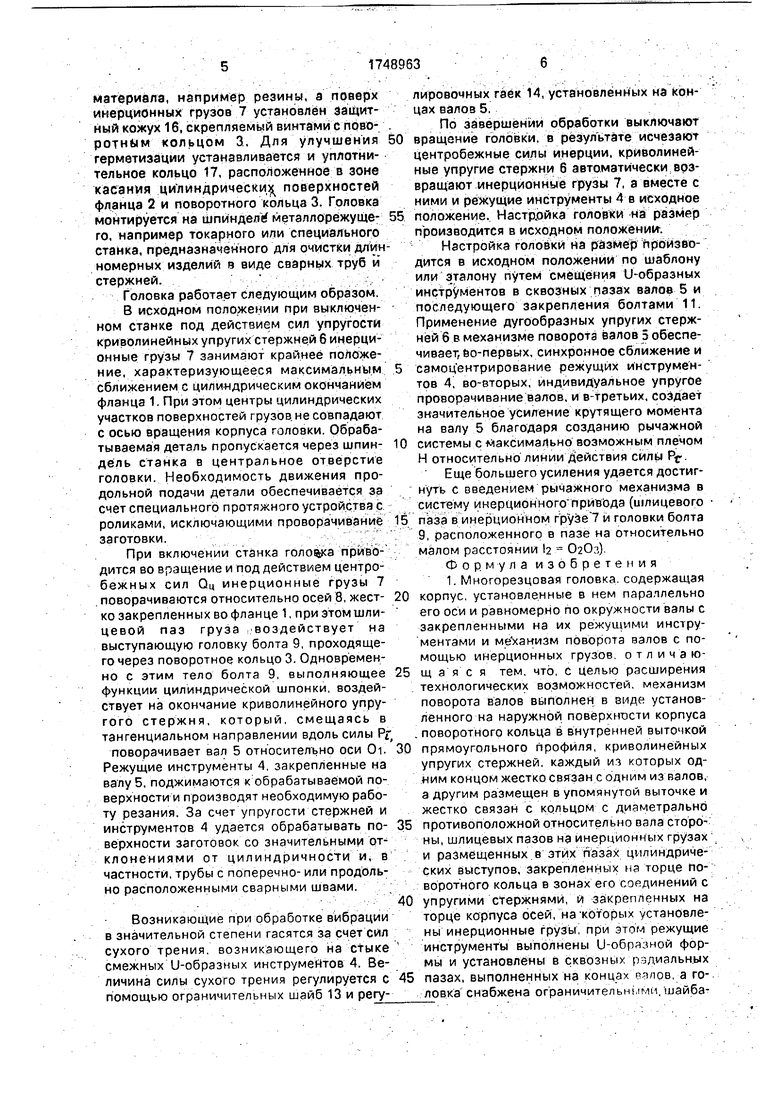
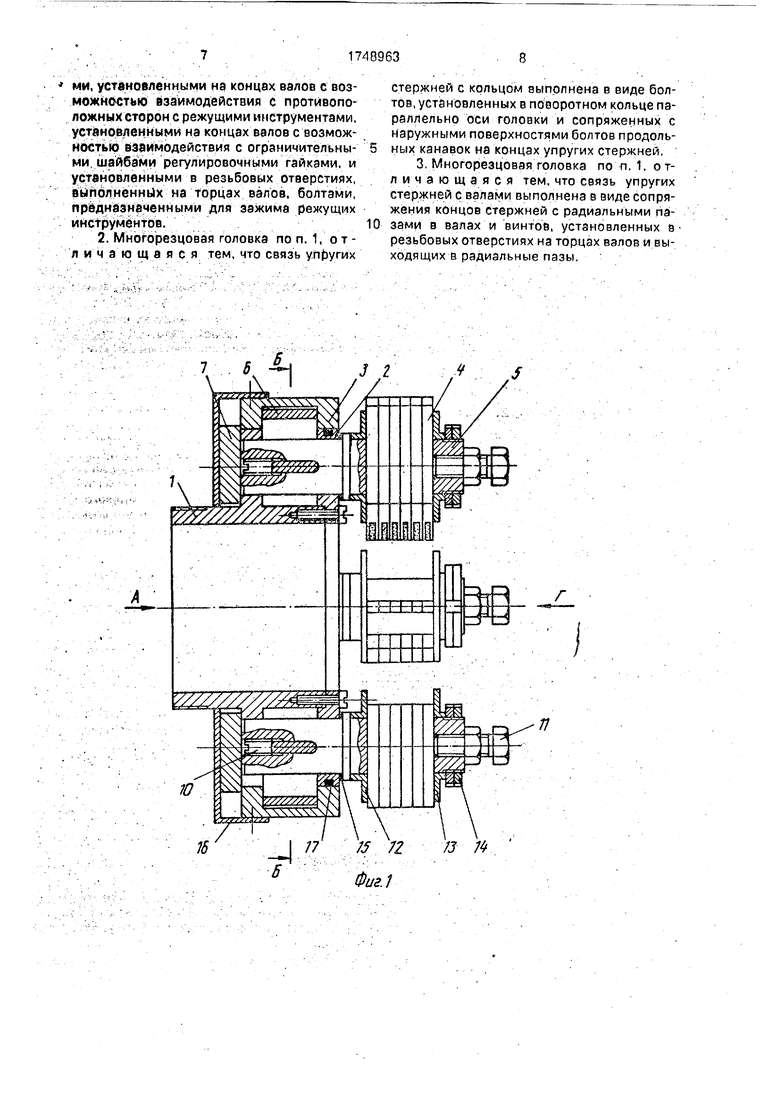
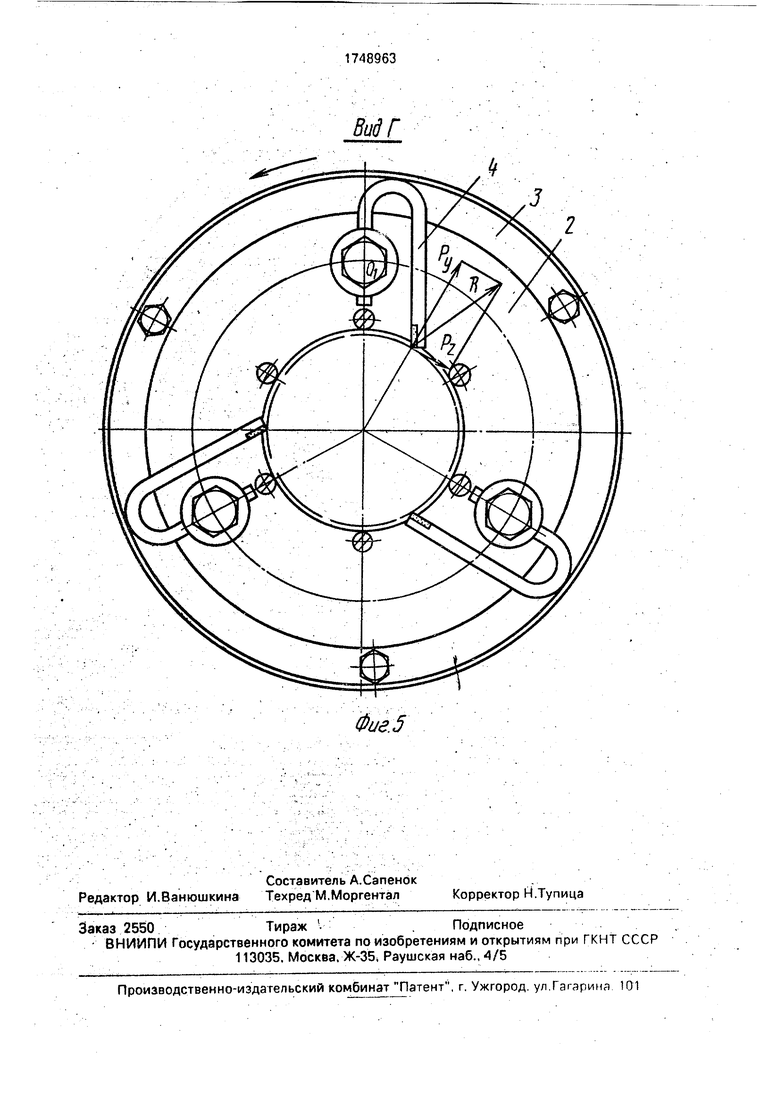
На фиг. 1 показана многорезцовая голо- вка, общий вид, продольный разрез; на фиг 2 - вид А на фиг. 1, на фиг, 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг 2, на фиг. 5 - вид Г на фиг 1.
Головка состоит из корпуса, включаю- щего соосные фланцы 1 и 2, жестко соединенные между собой, поворотного кольца 3, охватывающего фланцы, режущих инструментов 4, установленных на концах валов 5, которые смонтированы в соосных отверсти- ях фланцев 1 и 2, выполненных равномерно по окружности с центром на оси вращения, параллельно оси корпуса. В пространстве между фланцами 1 и 2 размещены упругие элементы, выполненные в виде криволиней- ных стержней 6, койцы которых жестко соединены с валами 5. Противоположные концы криволинейных упругих стержней 6 прикреплены к поворотному кольцу 3 Со стороны торцовой поверхности фланца 1 корпуса размещены инерционные грузы 7, выполненные в виде рычагов, покачивающихся на осях 8, соединенных с фланцем 1 Инерционные грузы 7 выполнены в виде кольцевых элементов с участками наружных и внутренних цилиндрических поверхностей, оси которых в исходном положении располагаются за пределами оси корпуса. Со стороны наружной поверхности каждого инерционного груза выполнен радиально расположенный шлицевой паз, взаимодействующий с головкой болта 9, проходящего через поворотное кольцо 3.
Крепление концов криволинейных упругих стержней с валами 5 выполнено в ви- де радиально расположенных пазов, в
которых концы стержней закреплены посредством винтов 10, расположенных со стороны центровых отверстий валов 5 На концах криволинейных упругих стержней 6 со стороны их внутренних поверхностей выполнены продольные канавки, сопрягаемые с наружными поверхностями болтов 9 проходящих через поворотное кольцо 3
С целью повышения качества очистки неровных поверхностей режущие инструменты 4 выполнены в виде упругих стержней U-образной формы, на концах которых смонтированы пластины из режущего материала Инструменты 4 устанавливаются в сквозных радиально расположенных пазах на концах валов 5 и закрепляются с помощью болтов 11 Пазы расположены в направлении оси вращения головки или под некоторым углом г тем чтобы обеспечить уст ановку U-образных инструментов на требуемый диаметр обработки С точки зрения надежности крепления инструментов 4 направление пазов на концах валов 5 не должно совпадать с направлением результирующей силы резания
Длина U-образного инструмента и радиус его криволинейной части выбираются из условия упругого отслеживания неровных участков обрабатываемой поверхности например профиля поперечного сварного шва С целью повышения упругих свойств U-образные инструменты 4 изготавливаются из терморбработанной пружинной стали Для снижения вибраций в процессе обработки по торцам пакета из режущих инструментов 4 установлены ограничительные шайбы 12 и 13 Для выбора зазора между смежными инструментами 4 и создания ус ловий для их плотного фрикционного прилегания на концах валов 5 установлены регулировочные гайки 14
Для улучшения герметизации головки повышения ее пылезащищенности и улучшения техники безопасности между буртиками валов 5 и фланцем 2 помещены уплотнительные элементы 15 из упругого
материала, например резины, а поверх инерционных грузов 7 установлен защитный кожух 1 б, скрепляемый винтами с пово- ротным кольцом 3, Для улучшения герметизации устанавливается и уплотни- тельное кольцо 17, расположенное в зоне касания цилиндрически поверхностей фланца 2 и поворотного кольца 3. Головка монтируется на шпинделей металлорежуще- го, например токарного или специального станка, предназначенного для очистки длинномерных изделий в виде сварных труб и стержней.
Головка работает Следующим образом.
В исходном положении при выключенном станке под действием сил упругости криволинейных упругих стержней б инерционные грузы 7 занимают крайнее положение, характеризующееся максимальным сближением с цилиндрическим окончанием фланца 1. При этом центры цилиндрических участков поверхностей грузов не совпадают с осью вращения корпуса головки. Обрабатываемая деталь пропускается через щпин- дель станка в центральное отверстие головки. Необходимость движения продольной подачи детали обеспечивается за счет специального протяжного устройства с роликами, исключающими проворачивание заготовки.
При включении станка головка приводится во вращение и под действием центро- бежных сил Оц инерционные грузы 7 поворачиваются относительно осей 8, жест- ко закрепленных во фланце 1, при этом шли- цевой паз груза воздействует на выступающую головку болта 9, проходящего через поворотное кольцо 3. Одновременно с этим тело болта 9, выполняющее функции цилиндрической шпонки, воздействует на окончание криволинейного упругого стержня, который, смещаясь в тангенциальном направлении вдоль силы Pf
поворачивает вал 5 относительно оси OL Режущие инструменты 4, закрепленные на валу 5, поджимаются к обрабатываемой поверхности и производят необходимую работу резания. За счет упругости стержней и инструментов 4 удается обрабатывать по- верхности заготовок со значительными отклонениями от цилиндричности и, в частности, трубы с поперечно- или продольно расположенными сварными швами.
Возникающие при обработке вибрации в значительной степени гасятся за счет сил сухого трения, возникающего на стыке смежных U-образных инструментов 4. Величина силы сухого трения регулируется с помощью ограничительных шайб 13 и регулировочных гаек 14, установленных на концах валов 5,
По завершении обработки выключают вращение головки, в результате исчезают центробежные силы инерции, криволинейные упругие стержни б автоматически возвращают инерционные грузы 7, а вместе с ними и режущие инструменты 4 в исходное положение. Настрдйка головки на размер производится в исходном положении-.
Настройка головки на размер производится в исходном положении по шаблону или эталону путем смещения U-образных инструментов в сквозных пазах валов 5 и последующего закрепления болтами 11. Применение дугообразных упругих стержней 6 в механизме поворота валов 5 обеспечивает, во-первых, синхронное сближение и самоцентрирование режущих инструментов 4, во-вторых, индивидуальное упругое проворачивание валов, и в-третьих, создает значительное усиление крутящего момента на валу 5 благодаря созданию рычажной системы с максимально возможным плечом Н относительно линии действия силы Рг
Еще большего усиления удается достигнуть с введением рычажного механизма в систему инерционного привода (шлицевого паза в инерционном грузе 7 и головки болта 9, расположенного в пазе на относительно малом расстоянии i 020з)
Формула изобретения
16
17 73 72 Я 74 Фиг
0
стержней с кольцом выполнена в виде болтов, установленных в поворотном кольце параллельно оси головки и сопряженных с наружными поверхностями болтов продольных канавок на концах упругих стержней.
3 Многорезцовая головка по п. 1, отличающаяся тем, что связь упругих стержней с валами выполнена в виде сопряжения концов стержней с радиальными пазами в валах и винтов, установленных э резьбовых отверстиях на торцах валов и выходящих в радиальные пазы.
а
7
8
Фиг 4
Buff Г
J
Фиг. 5
| Многорезцовая головка | 1987 |
|
SU1546210A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
