Изобретение относится к области машиностроения и может найти применение в гальванотехнике,
Известно гибкое автоматизированное производство (ГАП), содержащее связанные с системой управления автоматизированный склад, технологическое оборудование, устройство для обработки изделий в технологических растворах, регулятор щелочных и кислотных свойств технологических растворов, расположенных в автоматических линиях, и робот.
Недостатком известного производства является сложность, обусловленная кинематикой и структурно-компоновочными решениями, исключающими их применение для последовательной и (или) последовательно-параллельной многопроцессорной обработки.
Цель изобретения - расширение технологических возможностей и повышение производительности производства путем обеспечения последовательно-параллельной многопроцессорной обработки изделий в р«жимах.многоуровневого управления.
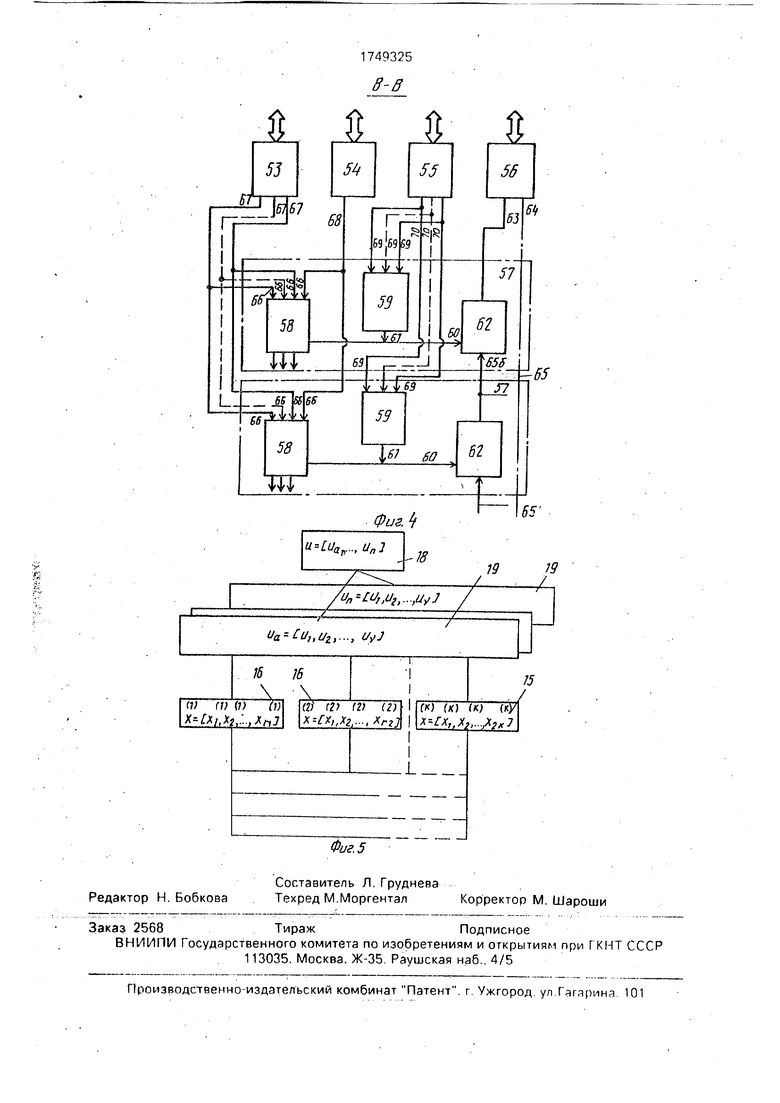
На фиг. 1 изображено ГАП, общий вид; на фиг. 2 - разрез А-А на фиг. 1: на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - структурно-математическая модель, обобщенный вид.
Предлагаемое ГАП содержит систему 1 автоматизированных рабочих мест для управления складами 2 и 3, автоматизированными линиями (АЛ) 4-14, оборудованием 15, устройствами 16 для обработки изделий в технологических растворах 17 и регуляторами 18 щелочных и кислотных свойств технологических растворов.
Автоматизированные линии 4--14 технологическое оборудование 15 и устройства 16 расположены соответственно в зоне действия роботов 19 со съемным контейнером 20, совмещенным с регулятором 18 и выполненным в виде соединенных через диэлектрические проставки 21 токоподводящме пластины 22 и 23, разделенные мембраной 24, например, в виде пористой керамики таким образом, что ими образованы соответственно закрытая и открытая полости 25 и 26 с отверстиями 27-32 для подвода и сброса растворов и газообразований. Размеры и форма контейнера 20.выполнены по размерам и форме устройств 16 и складов 27, периодически сопрягающихся роботизированным подъемником 33, к траектории движения которого примыкают АЛ 34 и 35 технологического оборудования и устройств механосборочного производства. Регулятор 18 снабжен полупроводниковым преобразователем 36, соединенным с токоподводящими пластинами 22 и 23 череэ полюса 37-40, связанные с переключателем 41а и с системой управления через контроллер 41-51 и управляющий вычислительный
специализированный (УВСК) комплекс 52, соединенный с ними через блок 53 задания программ, блок 54 формирования синхроимпульсов, блок 55 задания адреса, блок 56 ввода-вывода информации и блок 57 управ0 ления, содержащий первый коммутатор 58 и дешифратор 59, соединенные выходами 60 и 61 с вторым коммутатором 62, подключенным к первому входу 63 блока 56 ввода (вывода) информации.
5 Второй вход 64 блока 56 ввода-вывода информации подключен к роботу 19 через элемент МОНТАЖНОЕ ИЛИ 65. Блок 53 задания программы и блок 54 формирователя синхроимпульсов связаны с вторым комму0 татором 62 через первый коммутатор 58, входы 66 которого подключены соответственно к их выходам 67 и 68 Блок 55 задания адреса связан с вторым коммутатором 62 через дешифратор адреса 59. входы 69 кото5 рого подключены к выходам 70.
На базе УВКС 52 и автоматизирование го рабочего места (АРМ) 71 администратора, АРМ 72 его заместителя по производству, АРМ 73 его заместителя по технологии, АРМ
0 74 производственно-диспетчерского бюро (ПДБ), АРМ 75 планово-экономического бюро (ПЭБ), АРМ 76-90 производственно диспетчерского персонала и АРМ 91-105 инженерно-технического персонала выпол5 нена локальная вычислительная сеть системы 1 управления организационно-управленческими и технологическими функциями, связанными с реализацией на участках АЛ 4-14 и 106. например, соответственно
0 процессов латунирования, кадмирования и меднения; химического пассивирования, меднения, никелирования и покрытия сплавом олово-висмут; электрополирования, химическогопассивированияи
5 хромирования; одноокисных и оксидно-фосфорных покрытий; цинкования и кадмирования; оксидирования и фосфатирования; молочного хромирования; химического ни келирования; серебрения; палладирования
0 и никелирования; избирательного меднения и очистки технологических растворов и воды.
АЛ 4-14, 34 и 35, автоматизированные склады 2 и 3 и технологическое оборудова5 ние 15 и 16 снабжены своими управляющими программами (подпрограммами) и адресами (не показаны), коды которых отличны один, от другого. Программы (подпрограммы), управляющие регулятором 18 и роботами 19 и 33, находятся в памяти УВКС
52 и контроллеров 41-51, подключенных к блоку 53 задания программ, блоку 54 формирования синхроимпульсов, блоку 55 задания адреса и блоку 56 ввода-вывода информации,
В составе АРМ 76-90 производственно- диспетчерского персонала предусмотрены связанные с АРМ 72 через АРМ 76 начальника основного цеха АРМ 77 кладовщика, АРМ 78 старшего мастера участка крупных серий с АРМ 79-81 сменных мастеров, АРМ 82 старшего мастера участка мелких серий с AMP 83 и 84 сменных мастеров и АРМ 85 участка катофорезэ, а через АРМ 86 начальника вспомогательного цеха - АРМ 87 кладовщика этого же цеха, АРМ 88 старшего мастера, АРМ 89, 90 сменных мастеров.
В составе АРМ 91-105 инженерно-технологического персонала предусмотрены связанные с АРМ 73 через АРМ 91 техотдела и АРМ 92 отдела разработок АРМ 93 техбю- ро, АРМ 94 группы технологов производства, АРМ 95 инженеров по подготовке производства, АРМ 96 РЭМПРИ, АРМ 97 ИРК, АРМ 98 бюро ремонта и наладки, АРМ 99 энергослужбы, АРМ 100 сектора разработки и внедрения процессов, АРМ 101 сектора экологии, АРМ 102 лаборатории химического анализа, АРМ 103 сектора ка- тофореза.АРМ 104 техотдела вспомогатель- ного производства, АРМ 105 лаборатории химического анализа вспомогательного производства.
АРМ 71 руководителя ГАП связан с УВКС 52 через АРМ 75 ПЭБ, соединенным с АРМ 75а бюро организации отработки техпроцессов (БООТ) и АРМ 756 бюро автоматизации инженерных и управленческих работ.
Работа ГАП осуществляется в режимах интерактивного управления, при которых административно-управленческий, инженерный и обслуживающий персоналы выполняют закрепленные за каждым функции с учетом сигналов запросов, поступающих от объектов управления в процессе трансформации информационных и материальных потоков в объектах производства (не показаны),
Если выполнение функций ГАП связано с необходимостью изменения щелочных и кислотных свойств технологических растворов в каком-либо из устройств 16 АЛ 4-14, необходимо чтобы робот 19 переместил в это устройство контейнер 20 с регулятором 18 концентрации ионов водорода Н+ и ионов гидрооксила ОН и вь держал его там заданное время Реализация этих функций обеспечивается по сигналу запроса управляющей программы от соответствующего
обьекга. Такой сигнал запроса подается че- рез МОНТАЖНОЕ ИЛИ 65 на вход блокя 56 ввода-вывода информации. Проходя через этот блок в УВКС 52, сигнал запроса обеспечивает реализацию процедуры определения кода адреса объекта, которому требуется управляющая программа. (Согласно сигналу запроса эта программа заключается в последовательной смене адреса с последующей проверкой наличия сигнала подтверждения запроса, поступающего на вход 63 блока ввода-вывода информации).
Ус ловием появления сигнала подтверждения запроса управляющей программы является наличие сигнала на выходе 61 дешифратора 59 адреса блока 57 управления и сигнала запроса от какого-либо объекта на входе 656 второго коммутатора 62 этого же блока управления.
Блок 55 задания адреса под управлением УВКС 52 задает код адреса (через выходы .69 и 70), поступающий на входы дешифраторов 59 адреса блоков 57 управления, а блок 56 ввода-вывода информации проверяет наличие сигнала подтверждения запроса, поступающего на вход 63 с коммутаторов 62.
Если сигнал подтверждения запроса при заданном коде адреса отсутствует, то блок 55 задания адреса задает новый код адреса, а блок 56 проверяет наличие сигнала подтверждения запроса.
При появлении на входе 63 блока 56 ввода-вывода информации сигнала подтверждения запроса код адреса заданный блоком 55 задания адреса, фиксируется и на его основание из памяти УВКС 52 выбирается программа и блок 53 задания программ начинает ввод управляющей программы для соответствующего объекта через первый коммутатор 58 блока 57 управления. Роботу этого блока разрешает сигнал с выхода 61 дешифратора 59 адреса этого же блока 57 управления.
Ввод программы синхронизируется блоком 54 формирования синхроимпульсов. После этого, получив необходимый объем управляющей программы, объект, от которого исходил запрос, снижает сигнал запроса (одновременно снимается сигнал подтверждения запроса).
Учитывая особенности процессов и АЛ, управляющие программы допускают варианты реализации последовательного, параллельного и комбинированного обслуживания соответствующих объектов роботами 19 и 33.
Процесс регулирования щелочных и кислотных свойств технологических растворов 17 реализуется после поступления запра-
.шивающего сигнала от устройства 16 на включение регулятора 18 в вышеописанной последовательности. Включение регулятора 18 обеспечивается переключателем путем перемещения полюсов 40 к полюсам 38 и 39 или к полюсам 38 и 37, если контейнер 20 погружен в раствор 17.
При прохождении электротока между токоподводящими пластинами 22 и 23 технологический раствор 17 диссоциирует на, ионы гидроксила ОН и водорода Н+.
Перемещение отрицательных ионов к положительному полюсу и положительных ионов к отрицательному полюсу сопровождается ростом их концентрации с разных сторон мембраны 24 до запрограммированных значений.
Концентрацией ионов гидроксила ОН обеспечивают щелочные свойства раствора, а ионов водорода Н+- кислотные.
Программируемая последовательность направленного изменения электрохимических свойств технологических растворов устанавливается с учетом программируемой последовательности включения переключателя и перемещения роботов 19 и 33, определяемой зависимостью, описывающей ГАП как систему из k взаимно связанных подсистем динамических объектов 15 и 16, связь которых характеризуется v -мерным вектором, у которого х х - rk-мерный вектор с компонентами определяет состояние k-ro объекта 15 и 16 и, следовательно, их связь в виде
U UaUn -
Ui,U2U
Ua Ul,U2Ц,;
Un Ui,u2ид
.,X2{1)j:
. ,,
M
Xu iXv r - значения, характеризующие программируемые режимы обработки определенной партии изделий
Формула изобретения Гибкое автоматизированное производство, содержащее связанные с системой уп- равления автоматизированный склад,
технологическое оборудование, устройство для обработки изделий в технологических растворах, регулятор щелочных и кислотных свойств технологических растворов, расположенных в автоматических линиях, и робот, отличающееся тем, что. с целью расширения технологических возможностей путем проведения последовательной или последовательно-параллельной многопроцессной обработки изделий в гехнологических растворах оно снабжено смонтированным на роботе съемным контейнером, выполненным совмещенным с регулятором щелочных и кислотных свойств технологических растворов и соединенным
с системой управления, включающей автоматизированные рабочие места, блок задания программ, формирователь синхроимпульсов, блок задания адреса, блок ввода-вывода информации, блок управления и управляющий вычислительный комплекс, соединенный с автоматизированным складом, с технологическим оборудова- нием и с устройством для обработки изделий в технологических растворах, расположенными в автоматизированных линиях, периодически сопрягаемыми роботом и соединенными с автоматизированными рабочими местами через блоки управления, каждый из которых выполнен в виде соединенных первого коммутатора, второго коммутатора и дешифратора адреса, входы которого подключены к выходам блока задания адреса, а выход подключен к управляющим входам первого и второго
коммутаторов, причем к информационным входам первого коммутатора подключены выходы блока задания программ, а к синхронизирующему входу - выход формирователя синхроимпульсов, выход второго
коммутатора подключен к первому входу блока ввода-вывода информации, второй вход которого подключен к соответствующему объекту управления через элемент ИЛИ
w
A-A
jti
т n
w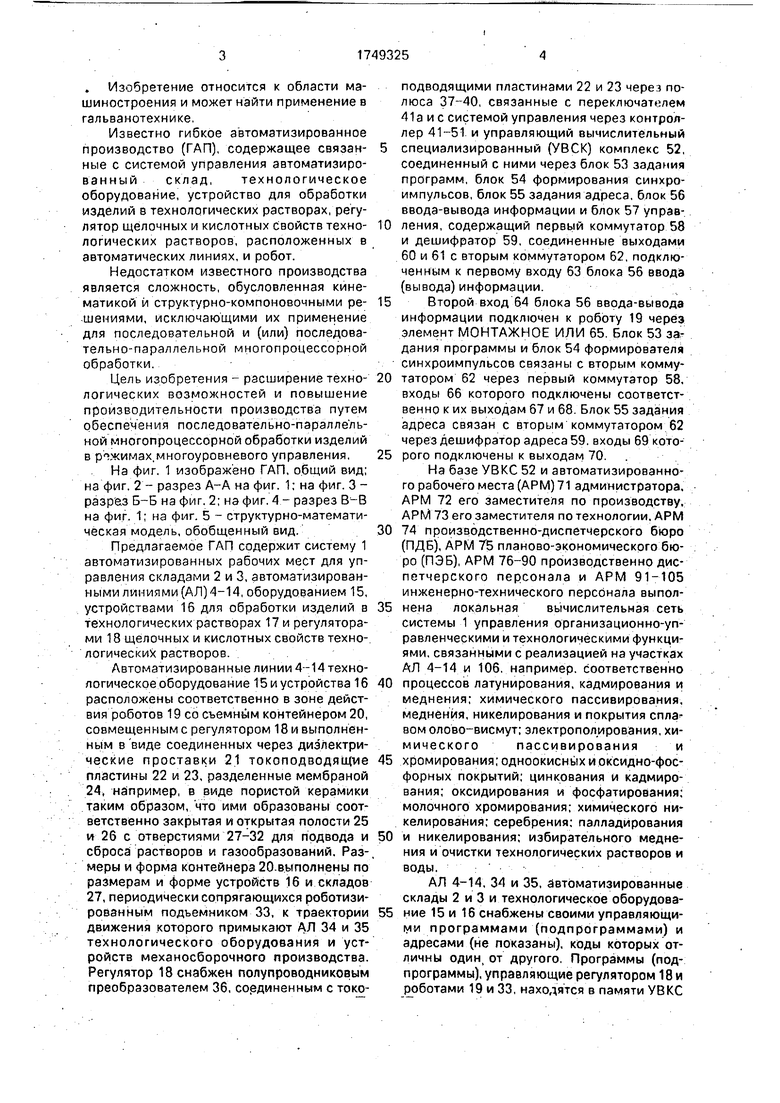
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКОЕ АВТОМАТИЗИРОВАННОЕ ПРОИЗВОДСТВО | 1992 |
|
RU2028388C1 |
| Устройство связи с объектом для системы управления технологическим оборудованием | 1986 |
|
SU1363137A1 |
| Автоматизированная система контроля параметров электронных схем | 1987 |
|
SU1500996A1 |
| Система автоматизированного контроля работ на скважинах и нефтепромысловом оборудовании, не оснащенных или частично оснащенных АСУ ТП | 2018 |
|
RU2699101C1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА КОНТРОЛЯ ПАРАМЕТРОВ ЭЛЕКТРОННЫХ СХЕМ | 1991 |
|
RU2106677C1 |
| Автоматизированный комплекс обеспечения моторным топливом техники организации | 2017 |
|
RU2654896C1 |
| Устройство для управления робототехнологическим комплексом | 1989 |
|
SU1780080A1 |
| Автоматизированная система контроля параметров электронных схем | 1981 |
|
SU1010602A1 |
| Система управления гибким производственным комплексом | 1987 |
|
SU1513417A1 |
| Способ управления технологическим процессом железнодорожной станции | 2020 |
|
RU2738779C1 |
Использование: машиностроение, создание гибких автоматизированных производств (ГАП), применяемых при обработке деталей в технологических растворах. Сущность изобретения: ГАП снабжено закрепленным на работе 19 съемным контейнером, совмещенным с регулятором концентрации ионов водорода Н4 и гидрооксила ОН и соединенным определенным образом через блок задания программ с управляющим вычислительным комплексом 52, связанным с АРМ 76-90 производственно диспетчерского персонала и АРМ 91-105, инженерно-технологического персонала. 5 ил. ЧЛ V 83 10 11 П 117J J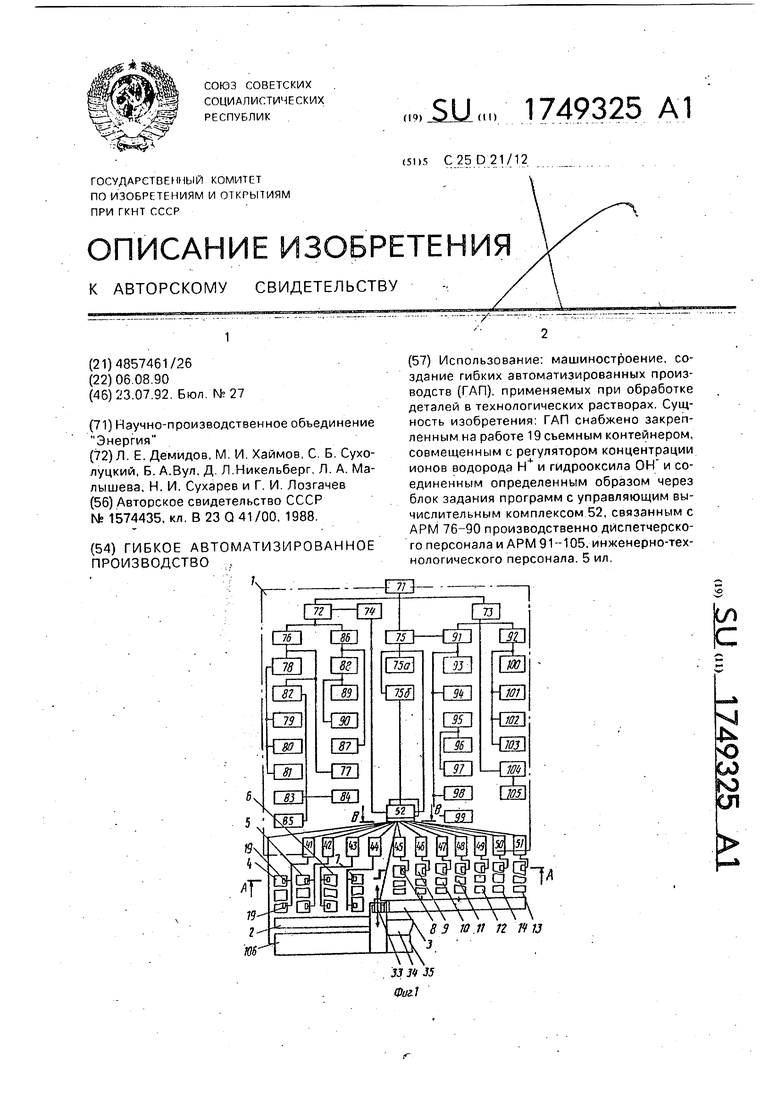
МЬЩь
- II II I
фиг.З
16 /6
(1) П (1) О)
..
W (21 (2 (2) ,,Х2, ,гг
в
Фиг. f
165
/
18
1919
//
75
(к) (к) (к) ,.Яг,
| Автоматизированный участок гибкой производственной системы | 1988 |
|
SU1574435A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
