Изобретение относится к обработке металлов давлением и может быть использована для выполнения двойной П-образной отбортовки на заготовках круглой формы при штучном или мелкосерийном изготовлении круглых дорожных знаков на предприятиях, а также может быть использована в других отраслях промышленности.
Известно устройство для формообразования цилиндрических отбортовок типа крышки [RU 2253530, МПК B21D 19/12 (2000), опубликовано 10.06.2005] содержащее формообразующую оправку и закатной вращающийся ролик, установленные на токарно-карусельном станке. Недостатками известного устройства являются необходимость дополнительного крепления детали, сложность ее центровки, и невозможность выполнения двойной П-образной отбортовки на заготовках круглой формы.
Наиболее близким техническим решением к заявленному изобретению выбранным в качестве прототипа является станок для отбортовки кромок [Описание изобретения к авторскому свидетельству СССР №837477, МПК B21D 19/12, опубликовано 15.06.1981]. Известное устройство (станок) содержит смонтированную на основании планшайбу, установленный на приводном валу прижим и раскатную головку с приводом радиального перемещения. Недостатками известного устройства являются возможность выполнения двойной П-образной отбортовки на заготовках круглой формы, ввиду невозможности снятия заготовки с прижима. Конструкция станка сложная в изготовлении и использовании.
Основной задачей, на решение которой направлено заявляемое изобретение, является обеспечение возможности снятия заготовки с выполненной двойной П-образной отбортовкой, упрощение конструкции устройства.
Технический результат заключается в возможности выполнения двойной П-образной отбортовки на заготовках круглой формы, возможности беспрепятственно снимать заготовку после формования кромки, использовать данное устройство на любом радиально-сверлильном станке.
Технический результат обеспечивается устройством для выполнения двойной П-образной отбортовки на заготовках круглой формы, включающим смонтированную на основании планшайбу, прижим и раскатную головку с приводом радиального перемещения, согласно полезной, модели, раскатная головка выполнена в виде цилиндра с буртом, а нижняя часть выполнена в виде усеченного конуса закреплена на вертикальном валу, привод радиального перемещения включает каретку с роликами, передвигающуюся в продольных пазах, выполненных в корпусе, а вертикальный вал установлен в вертикальной резьбовой части каретки, при этом на корпусе дополнительно установлена ось с опорным роликом, поверхности опорного ролика и планшайбы устанавливаются таким образом, что они располагаются в одной плоскости.
Планшайба и прижим, поджимаются инструментальным конусом, позволяющий устанавливать его в шпиндель вертикально-сверлильного станка.
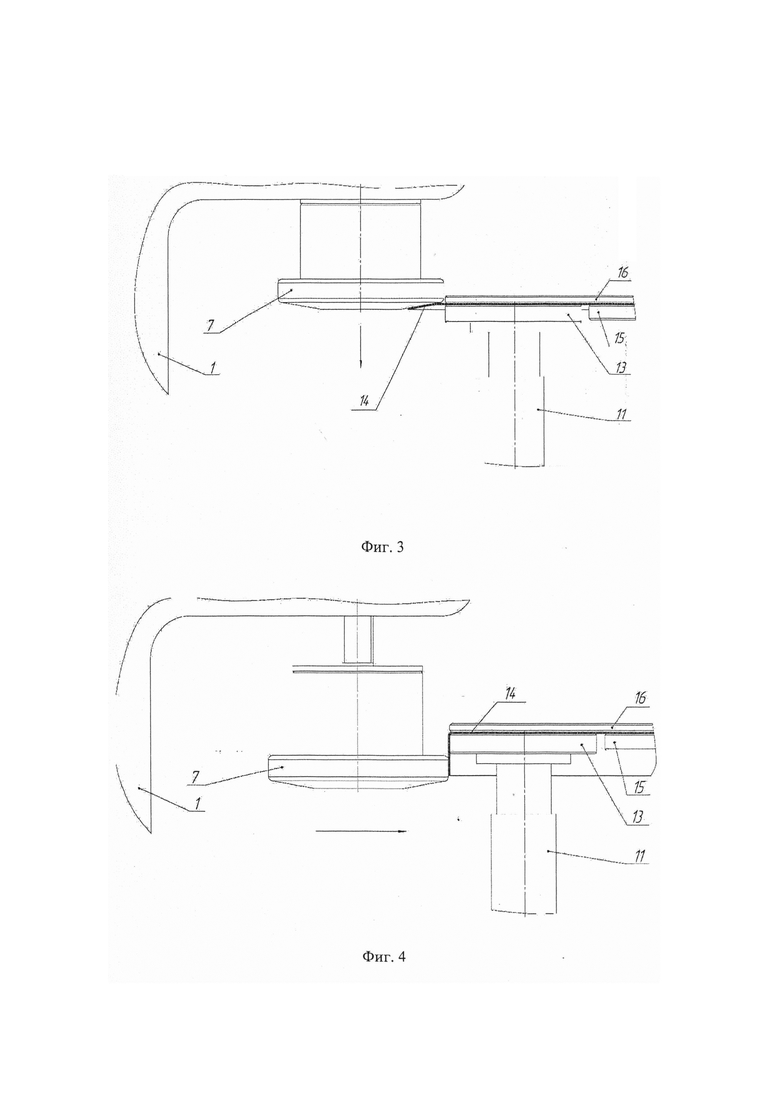
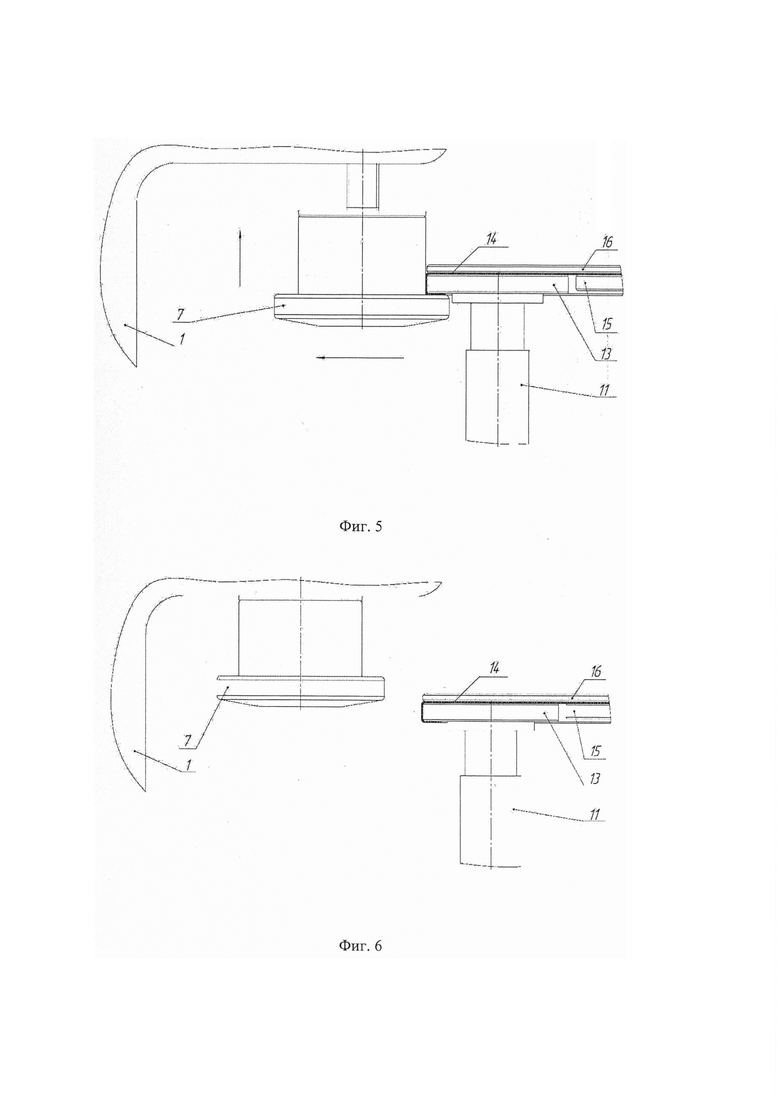
Конструкция устройства поясняется чертежами, где на Фиг. 1 - показан общий вид устройства, на Фиг. 2-6 - этапы отбортовки заготовки круглой формы, на Фиг. 7 - общий вид устройства без заготовки.
Устройство состоит из следующих конструктивных элементов.
Устройство включает корпус 1 (Фиг. 1), в котором смонтирован привод радиального перемещения с кареткой 2, передвигающаяся на роликах 3 в продольном пазу 4 выполненном в корпусе 1. Устройство снабжено вертикальным приводом включающим вал 5 установленный в вертикальной резьбовой части каретки 2, на верхнем конце которого установлен маховик 6 для перемещения раскатной головки 7 в вертикальном положении. Раскатная головка 7 с выполненным буртом 8, со свободным вращением установлена на нижнем конце вала 5, при этом нижняя часть раскатной головки 7 выполнена в виде усеченного конуса. В продольном направлении каретка 2 перемещается посредством привода радиального перемещения включающим вал 9, маховик 10. Дополнительно на корпусе 1 жестко закреплена ось 11, на верхней части которой на подшипнике 12 установлен свободно вращающийся опорный ролик 13. Для крепления обрабатываемой заготовки 14 (Фиг. 2-6) используется планшайба 15, к которой заготовка фиксируется при помощи прижима 16. Планшайба 15 располагается на основании 17 (Фиг. 1) с подшипником 18. Основание 17 устанавливается отдельно от корпуса 1 на станине 19 вертикально-сверлильного станка. Вращательный момент на планшайбу с заготовкой передается через инструментальный конус 20, вставляемый в шпиндель сверлильного станка (не показано). Конус 20 также осуществляет прижатие заготовки через прижим 15 и ее фиксацию на планшайбе 15.
Выполнение нижней части раскатной головки с буртом, и в виде усеченного конуса позволяет равномерно осуществить начало отбортовки, прижатие заготовки к опорному ролику, осуществить вертикальную и горизонтальную отбортовку кромки заготовки. Возможность перемещения раскатной головки одновременно в вертикальном и горизонтальном направлениях позволяют осуществить П-образную отбортовку заготовки в течение одной операции без снятия заготовки, без перенастройки устройства, а конструктивные особенности, такие как, выполнение опорного ролика на корпусе, а планшайбы отдельно - на станине сверлильного станка, позволяет беспрепятственно снимать заготовку после формования П-образной кромки, без демонтажа узлов и деталей устройства.
Заявляемое устройство работает следующим образом:
Перед началом работы в шпиндель вертикально-сверлильного станка устанавливается конус 20, после чего на станину данного станка соосно конусу 20 устанавливается основание 17, которое фиксируют к станине прижимными болтами. Далее на станину станка устанавливается корпус 1 в сборе, таким образом, чтобы оси раскатной головки 7, опорного ролика 13 и планшайбы 15 находились на одной оси. Фиксация корпуса 1 производиться прижимными болтами к станине 19 сверлильного станка. Вращением маховика 6 раскатная головка 7 переводится в крайнее верхнее положение, и одновременно отводится от ролика 13 при помощи маховика 10. На планшайбу 15 устанавливается круглая заготовка 14, например, из оцинкованной стали. При помощи штатной подачи сверлильного станка через конус 20 с прижимом 16 подводится к планшайбе 15, при этом заготовку 14 позиционируют таким образом, чтобы края заготовки выходили за пределы прижима 16 на равное расстояние по окружности. Подачей сверлильного станка, прижимом 16 окончательно прижимают заготовку к планшайбе 15. После описанных подготовительных работ включается сверлильный станок, через конус 20 заготовка 14 начинает вращаться. Маховиком 10 раскатная головка 7 подается к краю прижима 16 (Фиг. 2) и далее, плавной подачей маховиком 6, раскатная головка 7 вальцует край заготовки 14 вертикально вниз, обеспечивая заготовке первый гиб (Фиг. 3). После прохода раскатной головки 7 в крайнее нижнее положение (Фиг. 4) подачей маховика 10 бурт 8 раскатной головка 7 заводится под ролик 13, обеспечивая второй гиб заготовки (Фиг. 5). После проведения гибочных операций раскатная головка 7 отводится от ролика 13 в крайнее левое положение (Фиг. 6). По окончании операции сверлильный станок выключается. Прижим 16 отводится от планшайбы 15 при помощи подачи станка, готовая заготовка круглой формы с двойной П-образной отбортовкой приподнимается с планшайбы 15, сдвигается с ролика 13, после чего окончательно снимается с устройства.
Заявляемое изобретение обладает универсальностью, может применяться на различных типах вертикально-сверлильных станков, легко устанавливается на них, не требует дополнительной наладки, что является существенным преимуществом в условиях мелкосерийного или штучного изготовления заготовок с выполненной двойной П-образной отбортовкой на ремонтных предприятиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для отбортовки кромок круглых и овальных емкостей | 1990 |
|
SU1750787A1 |
| Станок для отбортовки кромок | 1979 |
|
SU837477A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| ЗАКАТОЧНО-ОТБОРТОВОЧНЫЙ СТАНОК | 1993 |
|
RU2070104C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| Станок для обработки кромок | 1975 |
|
SU529015A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |


Изобретение относится к обработке металлов давлением и может быть использовано для выполнения двойной П-образной отбортовки на заготовках круглой формы. Устройство содержит корпус, смонтированную на основании планшайбу, прижим и раскатную головку в виде цилиндра с буртом, нижняя часть которой выполнена в виде усеченного конуса, привод радиального перемещения включает каретку с роликами, имеющую возможность перемещения в продольных пазах корпуса. При этом дополнительно на корпусе установлена ось с опорным роликом. Расширяются технологические возможности устройства за счет возможности осуществления двойной П-образной отбортовки. 1 з.п. ф-лы, 7 ил.
1. Устройство для выполнения двойной П-образной отбортовки на заготовках круглой формы, содержащее смонтированную на основании планшайбу, прижим и раскатную головку с приводом радиального перемещения, отличающееся тем, что оно содержит корпус и установленную на нем ось с опорным роликом, раскатная головка выполнена в виде цилиндра с буртом, нижняя часть выполнена в виде усеченного конуса и закреплена на вертикальном валу, привод радиального перемещения выполнен в виде имеющей возможность передвижения в продольных пазах корпуса каретки, содержащей ролики и вертикальную резьбовую часть, при этом вертикальный вал с раскатной головкой установлен в упомянутой вертикальной резьбовой части каретки.
2. Устройство по п. 1, отличающееся тем, что поверхности опорного ролика и планшайбы расположены в одной плоскости.
| Станок для отбортовки кромок | 1979 |
|
SU837477A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ И ОТБОРТОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2012 |
|
RU2523645C2 |
| Регенеративная коксовальная печь | 1926 |
|
SU46210A1 |
| US 6205832 B1, 27.03.2001. | |||

